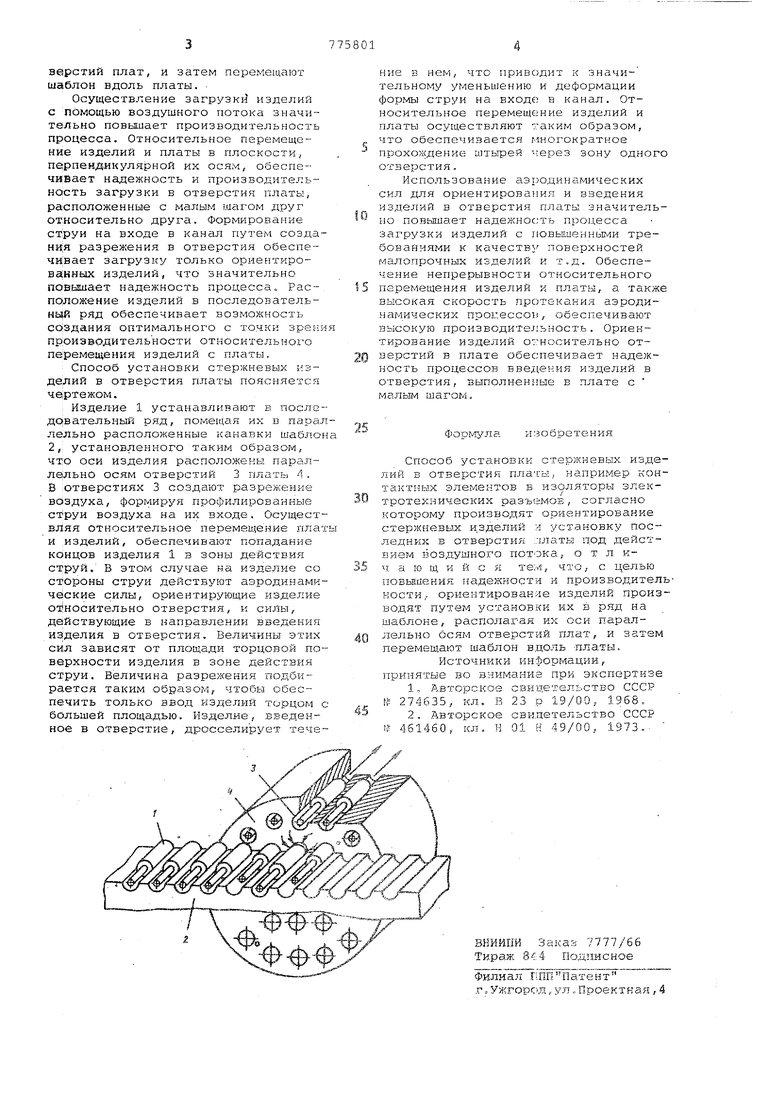
Изобретение относится к технологическим процессам сборки в приборостроении, электротехнической и электронной отраслях промышленности и может быть использовано при сборке многоэлементных изделий типа электротехнических разъемов. Известен способ сборки деталей типа вал-втулка, при котором конец одной детали вводят в сопряжение с другой, кинематически согласованно перемещая его относительно последней по циклоидальной траектории 11 Известный способ сборки не позволяет надежно производить сопряжение легко деформируемых и малопрочны изделий, а также изделий с повышенными требованиями к качеству покрытия ввиду силового механического контакта сопрягаемых поверхностей в процессе сборки. Кроме того,данный способ не позволяет с высокой произ водительностью осуществлять групповую сборку многоэлементных изделий. Известен способ заполнения втулками отверстий в плате, при котором плате придаются вертикальные колеба ния, и одновременно отверстия в пла те продуваются сверху струями возду ха, направленными по оси каждого отверстия L2 . Известный способ не позволяет надежно производить ориентированную загрузку стержневых изделий с ассиметричными концами. Вероятностный характер процесса установки изделий значительно снижает производительность данного способа. Многократный виброударный контакт изделий между собой и с поверхностью платы не позволяет надежно производить загрузку изделий с noBbiiieHHfciMH требованиями к качеству покрытия, малопрочных, легкодеформируемых деталей и т.д. В случае небольшого шага между отверстиями в плате использование данного способа приводит к устойчивому заклиниванию между собой загруженных и не загруженных стержневых изделий, что значительно снижает надежность процеЪса. Целью изобретения является повышение надежности и производительности процесса установки стержневых изделий. Это достигается тем, что ориентирование изделий производят путем установки их в.ряд на шаблоне, располагая их оси параллельно осям от
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ групповой загрузки деталей | 1977 |
|
SU701756A1 |
| Струйное загрузочное устройство | 1977 |
|
SU701757A1 |
| Устройство для загрузки кассет стержневыми деталями | 1977 |
|
SU1003202A1 |
| ТВЕРДОТЕЛЬНЫЙ ВОЛНОВОЙ ГИРОСКОП | 2013 |
|
RU2541711C1 |
| Способ изготовления бесщеточных электродвигателей | 2024 |
|
RU2839741C1 |
| Способ сборки штепсельных разъемов | 1978 |
|
SU705576A1 |
| Способ пайки силовых полупроводниковых приборов | 2016 |
|
RU2641601C2 |
| Поточная линия сборки многоэлементных изделий | 1980 |
|
SU876378A1 |
| Способ заполнения втулками отверстий в плате | 1973 |
|
SU461460A1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА СБОРКИ БЛОКОВ РАДИОЭЛЕКТРОННЫХ СРЕДСТВ | 1991 |
|
RU2054839C1 |
