Изобретение касается станка для нарезания конических колес с кри-волинейными зубьями посредством резцовых головок с использованием движений обкатки в обоих направлениях для осуществления процесса нарезаний с ускоренным делательным движением заготовки после окончания нарезания каждого зуба.
Согласно изобретению с целью автоматизации управления движениями обкатки применен включенный в кинематическую цепь обкатки валик, несущий гайку, служащую для осевого перемещения винта, снабженного двумя упорами, один из которых предназначен для воздействия на рычаг переключения движения обкатки в одном направлении, а второй - для переключения движения обкатки в другом направлении и для воздействия на рычаг включения движения обкатки с целью разрыва цепи обкатки на время делительного движения заготовки.
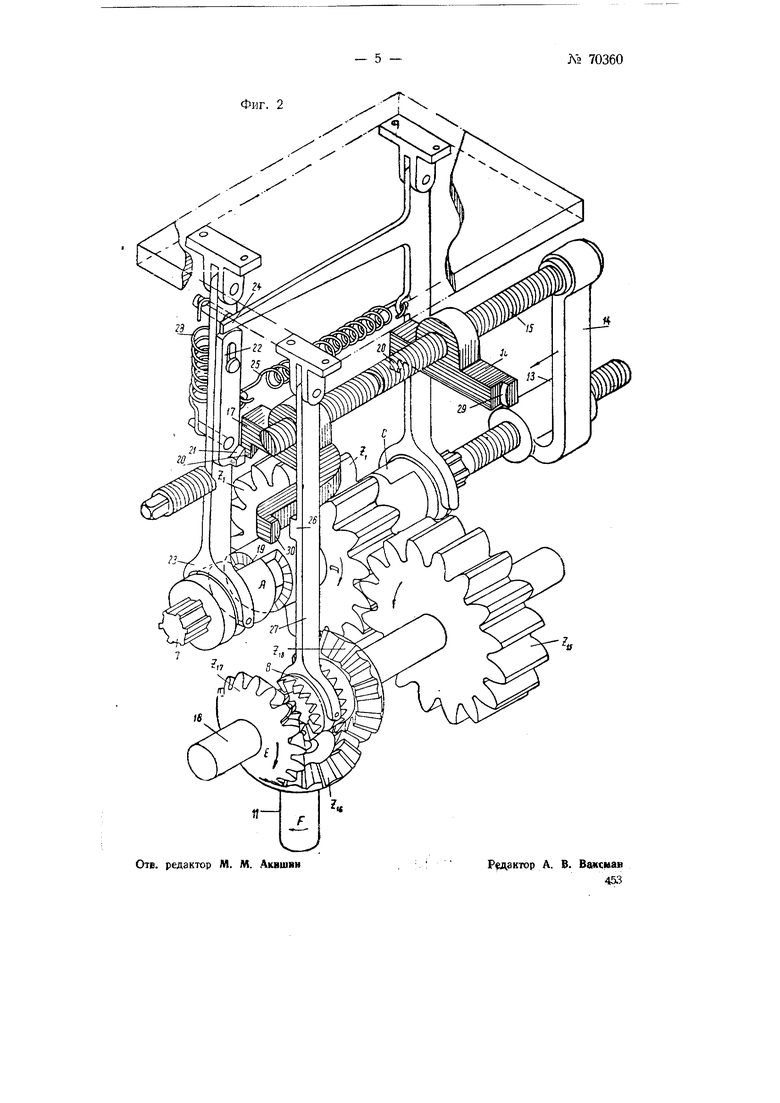
На фиг. 1 изображена общая кинематическая схема станка, а на фиг. 2 - конструктивная простран29 Свод в. 3.
ственная схема механизма автоматического управления движениями обкатки станка.
На столе 5 станка помещена головка 2, шпиндель / которой предназначен для установки заготовки. Стол 3 может вращаться вокруг вертикальной оси 00, совершая тем самым переносное движение обкатки. Весь механизм обкатки и автоматическое устройство для управления движениями станка помещены внутри стола 3. Инструментальная бабка 4 укреплена на траверзе 5, которая установлена на стойках 6 п может перемещаться вверх и вниз для установки инструмента относительно заготовки. Сама бабка, равно как и привод инструментального шпинделя, на фиг. 1 показана условно. Бабка 4, кроме рабочего движения резания, должна обеспечивать установочные движения перемещения, так же как у существующих станков этого типа.
Шпиндель / головки 2 может наклоняться под любым углом к,горизонту, а также перемещаться вместе с головкой для получения нужного положения заготовки, при кото449
меняя направление движения стола иа левое. С этого момента начинается левый ход стола.
Изменение величины дуги обкатки производится изменением расстояния между упорами 16 и 17 путем вращения винта 15 с левой и правой нарезкой, на котором сидят обе упорные гайки.
Предмет изобретения
1. Станок для нарезания конических зубчатых колес с криволинейными зубьями посредством резцовой головки с рабочими движениями обработки в обоих направлениях, отличающийся тем, что для автоматизации управления движением обкатки применен включенный в кинематическую цепь обкатки валик 7, несущий гайку /3, служащую для осевого перемещения винта 15, снабженного двумя упорами
16 и 17, из которых упор 16 предназначен для воздействия на рычаг 27 переключения движения обкатки в одном направлении, а упор 17 предназначен для переключения движения обкатки в другом направлении и для Воздействия на рычаг 23 включения движения обкатки с целью разрыва цепи обкатки на время делительного движения заготовки.
2.Форма выполнения станка по п. 1, о т л и ч а ю щ а яс я тем, что для воздействия на рычаг 23 с целью включения механизма обкатки по окончании делительного движения заготовки применен рычаг 24, кинематически связанный с валиком 7.
3.Форма выполнения станка по пп. 1 -2, отличающаяся тем, что для регулирования пути обкатки упоры 16 и 17 выполнены в виде гаек, передвижных по винту 15.
один оборот колеса Zi заготовка повернулась на 1 зуб. После того как колесо сделает один оборот, автомат включает муфту А. С момента процесс деления заканчивается и начинается совместное вращение стола и заготовки, т. е. рабочая обкатка.
Механизм автоматического управления движениями обкатки (фиг. 2) имеет целью производить перемену направления вращения обкатки и делительный поворот заготовки.
Валик 7 снабжен винтом с гайкой 13, имеющей отросток 14, который охватывает шейку винта 15, несущего на себе два выполненных в виде гаек упора 16 и 17. При вращении валика 7 происходит продольное перемещение гайки 13, а вместе с ней и винта 15 с упорами }6 и 17 {винт 15 при этом не вращается).
Муфты А, Б и С на валиках 7 и 18 сидят на щлицах. Шестерни Zj, Z.7 и Zi8 на валиках 7 м 18 сидяг свободно на втулках, а шестерня Zjs заклинена на валик© 18. Однозубые муфты А и С имеют торцевые винTOBi,ie выступы 19, которые передают вращение валику 7 от щестерни Zi, причем в случае вращения в направлении стрелки D работает муфта А, а при обратном вращении - муфта С. Муфта А выключается зубом 20 упора 17 (либо 16), который при своем движении влево, нажимая на выступ 21 планки 22, заставляет отклоняться влево вилку 23 и тем самым выключает муфту/3.
Механизм автоматического управления работает следующим образом. В крайнем правом положении .стола муфтой В выключается шестерня Zis и включается шестерня Zn. Вращение происходит в направлении, указанном стрелками Е и F. Винт на валике 7 перемещает влево гайку 13, а вместе с ней винт 15 и упоры 16 и 17. :В положении, изображен,ном на фИг. 2, зуб 20 упора 17, встречаясь с выступом 21 планки 22, отклоняет вилку 23, выключая этим муф,ту А, отчего прекращается вращение валика 7, а следовательно, червяка Zi3 и стола 3 вокруг
29
оси 00. В это время происходит ускоренное вращение заготовки вокруг своей оси, т. е. деление.
В момент, когда остановится валик 7, прекратит свое вращение и муфта С, так как она сидит на щлицах валика 7. Шестерня Zi, продолжая вращение, своим торцевым винтовым выступом отводит вправо муфту С, а с ней и Г-образный рычаг 24, который своим концом опускает планку 22, осВОбождая последнюю от зацепления с зубом 20, отчего муфта А под действием пружины 25 снова встречается с шестерней Zi. По мере вращения последней их торцевые винтчэвые поверхности, скользя одна по другой, встречаются, наконец, своими выступами 19, входя в сцепление. В этот момент возобновляется вращение валика 7, а с ним и червяка, т. е. продолжается обкатка. В этот же момент муфта С под действием пружины принимает свое исходное положение. Таким образом деление заготовки на один зуб происходит в течение одного полного оборота ше стерни Zi.
После этого начинается рабочий ход обкатки. За это время зуб 20 упора 16 приближается к выступу 21 и, встречаясь с ним, выключает муфту А, прОИсходит деление заготовки на следующий зуб.
Дальнейшее вращение приводит к встрече зуба 29 упора 16 с выступом 26 вилки 27; при этом муфтой В выключается шестерня Zje, а шестерня Zn включается, благодаря чему начинается обратное вращение цепи обкатки. При движении стола вправо уже нет надобности производить деление на зуб, так как оно было подготовлено в конце левого хода.
При правом движении стола гайка 13 и упоры 16 и 17 перемещают ся вправо. При этом зубья 20 упоров 16 и 17 встречают выступ 21 своими скосами и, преодолевая усиг лие пружины 28, опускают планку 22, ве производя никакого действия на вилку.
В конце хода стола вправо зуб 30 упора 17 переключает муфту В, т451