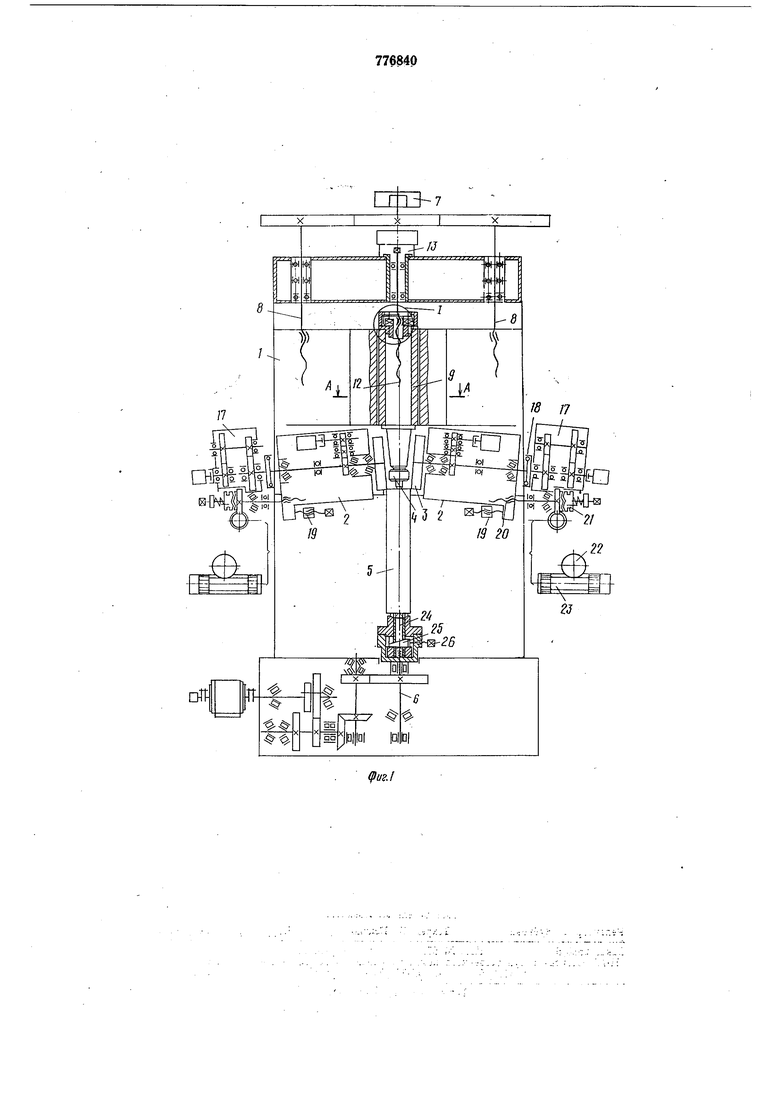
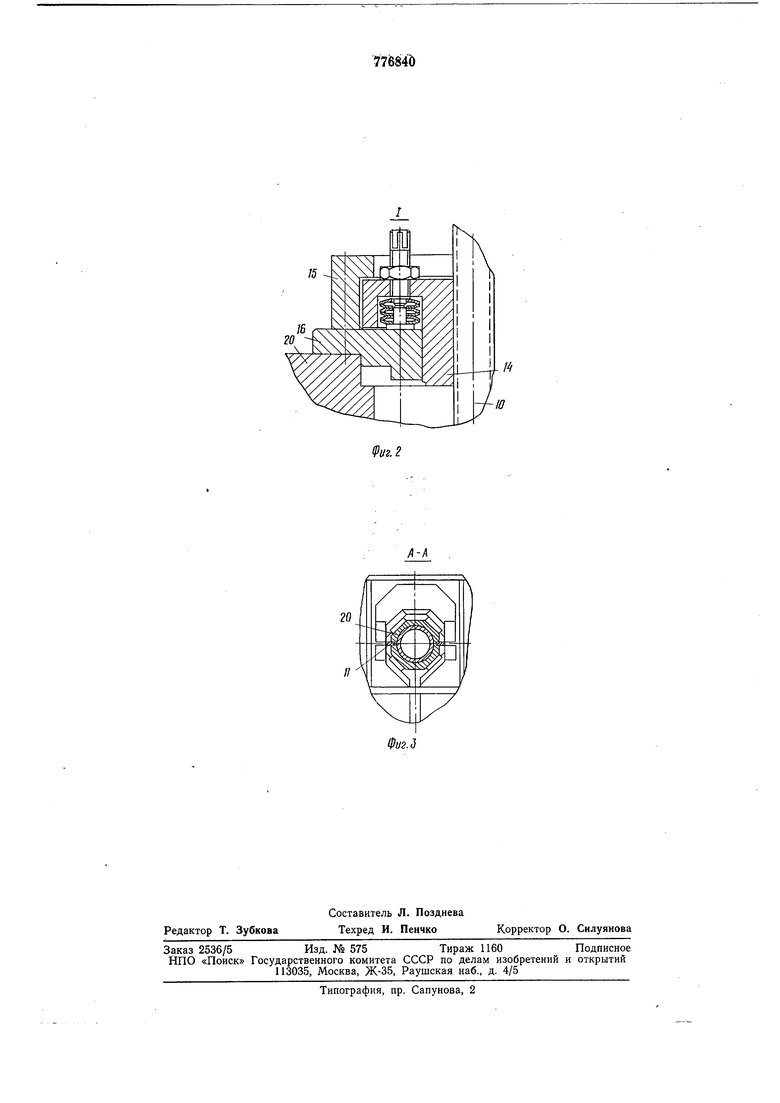
пиноли 9, образованной жестко соединенными с пинолью фланцами 15 и 16. Инструментальные головки 2 оснащены приводами разгона 17 роликов 3, отключаемыми при их рабочей подаче обгонной муфтой 18. Инструментальные головки 2 снабжены также приводами поджима их к жестким упорам 19, расположенным на каретке 1. Эти приводы выполнены в виде самотормозящих винтов 20, соединенных через кулачковую муфту 21 с зубчатым колесом 22, взаимодействующим со штоком-рейкой гидроцилиндра 23. Кулачковые муфты введены в привод Для переналадки приводов поджима на другие обрабатываемые диаметры детали, осуществляемой путем отключения винтов 20 от приводов и перемещения их вручную на другой заданный размер между роликами. Опорный шпиндель 6 содержит подпружиненный центр 24, фиксируемый клином 25, перемещаемым винтом 26. Станок работает следующим образом. Инструментальные головки приводами поджима устанавливаются.по размеру обрабатываемой детали 5 и кулачковые муфты 21 включаются. Упоры 19 настраиваются на заданный размер обработки. Деталь б помещается на опорном шпинделе.В. Эа%им ее осуществляется перемещениемцейтра 4 совместно с пинолью 9 винтом 12 и фиксированием центра клином 25. Инструментальные головки 2 поджимаются к жестким упорам 19 приводами поджима. Детали 5 сообщается вращение опорным шпинделем 6, обрабатывающие ролики 3 разгоняются приводами 17 до частоты вращения, при которой линейные скорости роликов 3 и детали 5 в месте их контакта сравниваются, каретке 1 сообщается движение вдоль оси детали с помощью самотормозящих винтов 8. После обработки приводы 17 отключаются обгонной муфтой 18. Обработка детали 5 производится роликами 3, вращаемыми за счет сил трения, возникающих между деталью и роликами. По окончании обработки каретка 1 останавливается, инструментальные головки 2 отводятся от упоров 19, каретка 1 возвращается в исходное положение. Подвижный центр 4 отводится в исходное положение, освобождая деталь 5, центр 24 опорного шпинделя 6 расфиксируется. Станок готов к обработке следующей детали. Формула изобретения 1.Давильный станок, содержащий каретку, несущую инструментальные головки с неприводными роликами, и механизм крепления обрабатываемой детали, выполненный в виде опорного приводного шпинделя и подвижного центра, размещаемого в направляющих каретки, отличающийся тем, что, с целью повышения качества изделий путем создания постоянного контакта с заданным условием между деталью и механизмом ее крепления, подвижный центр механизма крепления помещен в пиноли, жестко связанной с ним и опирающейся на плавающую в осевом направлении опору, выполненную в виде помещаемой в гнезде пиноли и кинематически связанной с приводом перемещения центра подпружиненной гайки, а опорный приводной шпиндель оснащен подпружиненным центром, фиксируемым клином. 2.Давильный станок по п. 1, отличающийся тем, что, с целью повышения стойкости инструмента, инструментальные головки оснащены приводами разгона роликов с элементами отключения их при рабочей подаче роликов, например обгонными муфтами. 3.Давильный станок по пп. 1 и 2, отличающийся тем, что инструментальные головки оснащены приводами поджима их до размещенных на каретке жестких упоров. Источники информации, принятые во внимание при экспертизе 1. Патент США № 3109400, кл. 113-52, 1967.
15
| название | год | авторы | номер документа |
|---|---|---|---|
| Продольно-строгально-фрезерный станок | 1991 |
|
SU1797526A3 |
| Сверлильный станок | 1982 |
|
SU1105283A1 |
| ГИБКИЙ ПРОИЗВОДСТВЕННЫЙ МОДУЛЬ | 1989 |
|
RU2014201C1 |
| ПОДЪЕМНО-ЦЕНТРИРУЮЩАЯ СИСТЕМА КОЛЕСОТОКАРНОГО СТАНКА | 2020 |
|
RU2722496C1 |
| Ленточно-шлифовальный станок для об-РАбОТКи лОпАТОК | 1978 |
|
SU837795A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU611763A1 |
| МНОГОПОЗИЦИОННЫЙ СТАНОКI ВСЕСОЮЗНАЯ \ | 1973 |
|
SU381499A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОДЕРЕВЯННЫХ БАЛОК ИЗ МЕТАЛЛИЧЕСКОГО СЕРДЕЧНИКА И ДВУХ ДЕРЕВЯННЫХ ОБКЛАДОК И ПРОИЗВОДСТВЕННЫЙ МОДУЛЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2354790C2 |
| Станок для давильной обработки | 1981 |
|
SU1013029A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |