I
Изобретение относится к шлифованию пера или прикомлевых участков лопаток газотурбинных двигателей и может быть использовано.в ленточно-шлифовальных станках типа ЗЛШ-41, ЗЛШ-21, 3813Д и др.
Известен ленточно-шлифовальный станок для обработки лопаток, содержащий механизмы ускоренной и рабочей подачи, упор ограничения подачи и пиноль, с которой жестко соединен палец ограничения подачи и контактный копир с огибающей его шлифовальной лентой D .
Недостатком этого станка является то, что переход с быстрого подвода ленты с копиром к детали на рабочую подачу осуществляется не в момент их соприкосновения, а несколько раньше- с учетом рассеяния допуска при пуска на обработку, что снижает ее производительность, так как скорость рабочей подачи значительно меньше скорости быстрого подвода и при преждевременном уменьшении скорости подачи часть пути подвода производится с медленной (рабочей) скоростью подачи.
Цель изобретения - пов1-Ш1ение производительности обработки за счет перехода быстрой подачи на рабочую в момент касания обрабатываемой детали инструментом.
Для достижения этой цели упор ограничения подачи установлен с возможностью постоянного контактирования с палв цем ограничения подачи и перемещения от механизмов ускоренной или рабочей подачи в введенных в станок направляющих, жестко соединенных с корпусом пиноли.
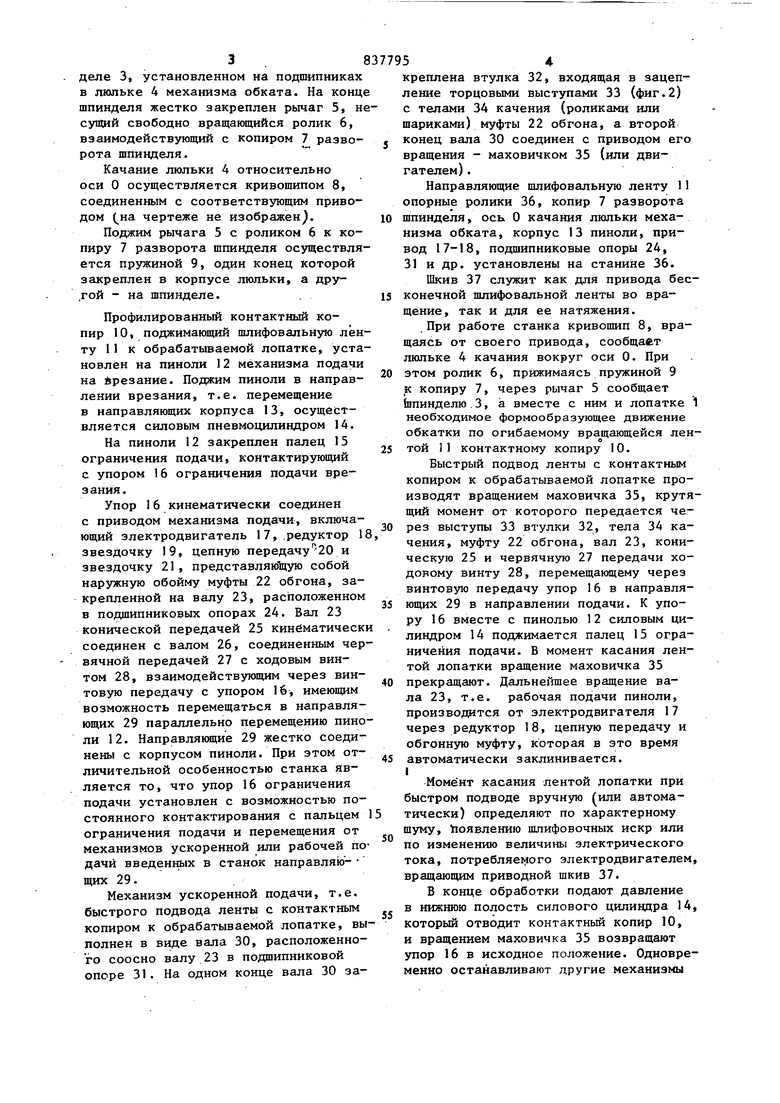
На фиг. 1 схематически изображена кинематическая схема станка в плоскости вращения ленты; на фиг. 2 узел соединения муфты обгона с приводами быстрого подвода и рабочей подачи .
Обрабатываемая лопатка 1 с помощью приспособления 2 закреплена на шпинделе 3, установленном на подшипниках в лнхпьке 4 механизма обката. На конц шпинделя жестко закреплен рычаг 5, н сущий свободно вращающийся ролик 6, взаимодействующий с копиром 7 разворота шпинделя. Качание люльки 4 относительно оси О осуществляется кривощипом 8, соединенным с соответствующим приводом (на чертеже не изображен. Поджим рычага 5 с роликом 6 к копиру 7 разворота шпинделя осуществля ется пружиной 9, один конец которой закреплен в корпусе люльки, а дру,гой - на шпинделе. Профилированный контактный копир 10, поджимакиций шлифовальную лен ту 11 к обрабатываемой лопатке, уста новлен на пиноли 12 механизма подачи на йрезание. Поджим пиноли в направлении врезания, т.е. перемещение в направляющих корпуса 13, осуществляется силовым пневмоцилиндром 14. На пиноли 12 закреплен палец 15 ограничения подачи, контактирзтощий с упором 16 ограничения подачи вре3 ания. Упор 16 кинематически соединен с приводом механизма подачи, включающий злектродвигатель 17, редуктор 1 звездочку 19, цепную передачу20 и звездочку 21 , представляю1чую собой наружную обойму муфты 22 обгона, закрепленной на валу 23, расположенном в ПО;ЕЩИПНИКОВЫХ опорах 24. Вал 23 конической передачей 25 кинематическ соединен с валом 26, соединенным чер вячной передачей 27 с ходовым винтом 28, взаимодействующим через винтовую передачу с упором 16-, имеющим возможность перемещаться в направляющих 29 параллельно перемещению пино ли 12. Направляющие 29 жестко соединены с корпусом пиноли. При этом отличительной особенностью станка является то, что упор 16 ограничения подачи установлен с возможностью постоянного контактирования с пальцем ограничения подачи и перемещения от механизмов ускоренной или рабочей по дачи введенных в станок направляю- щих 29. Мехаиизм ускоренной подачи, т.е. быстрого подвода ленты с контактным копиром к обрабатываемой лопатке, вы полнен в виде вала 30, расположенного соосно валу 23 в подшипниковой опоре 31. На одном конце вала 30 закреплена втулка 32, входящая в зацепление торцовыми выступами 33 (фиг.2) с телами 34 качения (роликами или шариками) муфты 22 обгона, а второй конец вала 30 соединен с приводом его вращения - маховичком 35 (или двигателем) . Направляющие шлифовальную ленту 11 опорные ролики 36, копир 7 разворота шпинделя, ось О качания люльки механизма обката, корпус 13 пиноли, привод 17-18, подшипниковые опоры 24, 31 и др. установлены на станине 36. Шкив 37 служит как для привода бесконечной шлифовальной ленты во вращение, так и для ее натяжения. При работе станка кривошип 8, вращаясь от своего привода, сообщает люльке 4 качания вокруг оси 0. При этом ролик 6, прижимаясь пружиной 9 к копиру 7, через рычаг 5 сообщает Шпинделю 3, а вместе с ним и лопатке 1 необходимое формообразующее движение обкатки по огибаемому вращающейся лентой 11 контактному копиру 10. Быстрый подвод ленты с контактным копиром к обрабатываемой лопатке производят вращением маховичка 35, крутящий момент от которого передается через выступы 33 втулки 32, тела 34 качения, муфту 22 обгона, вал 23, коническую 25 и червячную 27 передачи ходовому винту 28, перемещающему через винтовую передачу упор 16 в направляющих 29 в направлении подачи. К упору 16 вместе с пинолью 12 силовым цилиндром 14 поджимается палец 15 ограничения подачи. В момент касания лентой лопатки вращение маховичка 35 прекращают. Дальнейшее вращение вала 23, т.е. рабочая подачи пиноли, производится от электродвигателя 17 через редуктор 18, цепную передачу и обгонную муфту, которая в это время автоматически заклинивается. I Момент касания лентой лопатки при быстром подводе вручную Гили автоматически) определяют по характерному шуму, юявлению шлифовочных искр или по изменению величины электрического тока, потребляемого электродвигателем, вращающим Приводной шкив 37. В конце обработки подают давление в нижнюю полость силового цилиндра 14, который отводит контактный копир 10, и вращением маховичка 35 возвращают упор 16 в исходное положение. Одновременно останавливают другие механизмы (привод вращения ленты, механизм обката, привод рабочей подачи). Положительный эффект от использова ния предлагаемого стайка зависит от в еличины допуска на припуск обрабатываемой лопатки и самого припуска: чем больше этот допуск и меньше сам припуск, тем вьш1е достигаемый эффект. Формула изобретения Ленточно-шлифовапьный станок для обработки лопаток, содержащий механизмы ускоренной и рабочей подачи, упор ограничения подачи и пиноль, с которой жестко соединен палец ограничения подачи и контактный копир с- оги 8 5 бающей его шлифовальной лентой, о тличающийся тем, что, с целью повышения производительности обработки за счет перехода быстрой подачи на рабочую в момент касания детали инструментом, упор ограничения подачи установлен с возможностью постоянного контактирования с пальцем ограничения Подачи и.перемещения от механизмов ускоренной или рабочей подачи в введенных в станок направляющих, жестко соединенных с корпусом пиноли. Источники информация, принятые во внимание при засспертизе 1. Авторское свидетельство СССР № 140703, кл. В 24 В 21/16, 17.11.60.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточно-шлифовальный станок для обработки лопаток | 1976 |
|
SU627949A2 |
| Ленточно-шлифовальный станок | 1980 |
|
SU975348A2 |
| Ленточно-щлифовальный станок для обработки лопаток газотурбинных двигателей | 1977 |
|
SU865624A2 |
| Ленточно-шлифовальный станок | 1981 |
|
SU1006177A1 |
| Ленточно-шлифовальный станок | 1977 |
|
SU663561A1 |
| Способ настройкт ленточно-шлифовального станка | 1976 |
|
SU606715A1 |
| Ленточно-шлифовальный станок | 1977 |
|
SU686850A1 |
| Ленточно-шлифовальный станок дляОбРАбОТКи лОпАТОК гАзОТуРбиННыХдВигАТЕлЕй | 1977 |
|
SU810454A1 |
| Ленточно-шлифовальный станок для обработки лопаток | 1978 |
|
SU732127A1 |
| Ленточно-шлифовальный станок для обработки лопаток | 1977 |
|
SU931403A2 |

ts
SO
JV
