(54) УСТРОЙСТВО ДЛЯ СЛЕЖЕНИЯ ЗА ПОЛОЖЕНИЕМ
СВАРНЫХ ШВОВ НА АГРЕГАТАХ ПРОИЗВОДСТВА
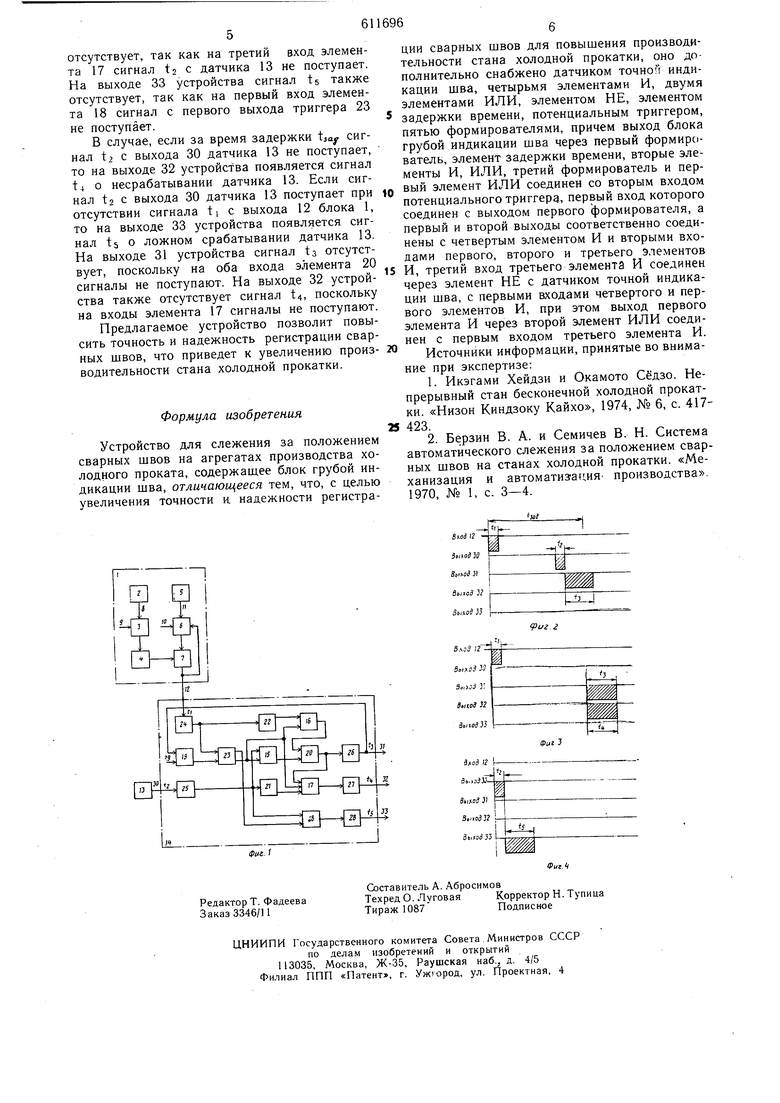
ХОЛОДНОГО ПРОКАТА циального триггера, первый вход которого соединен с выходом первого формирователя, а первый и второй выходы соответственно соединены с четвертым элементом И и вторыми входами первого, второго и третьего элементов И, третий вход третьего элемента И соединен через элемент НЕ с датчиком точной индикации шва, с первыми входами -г тпертого и первого элементов И, при этом выход первого элемента И через второй элемент ИЛИ соединен с первым входом третьего элемента И. На фиг. 1 дана структурная схема предлагаемого устройства; на фиг. 2-4 - временные диаграммы работы устройства в трех технологических ситуациях. Известное устройство содержит блок 1 грубой индикации шва, состояш,ий из датчика 2 импульсов, счетчика 3 импульсов и блока 4 запоминания, осуществляющих регистрацию длины полосы на входе непрерывно-травильного агрегата, датчика 5 импульсов и счетчика 6 импульсов, осуш.ествляюших регистрацию длины полосы на выходе непрерывно-травильного агрегата, и блока 7, осуществляющего сравнение длины полос на входе и выходе непрерывно-травильного агрегата для регистрации наличия шва в зоне гильотинных ножниц, причем блок 7 соединен со счетчиком 6, соединенным с датчиком 5, и блоком 4, соединенным со счетчиком 3, который в свою очередь соединен с датчиком 2. Датчик импульсов представляет собой неподвижный бесконтактный выключатель типа БВК-24, в зазор которого входит металлический лепесток, кинематически связанный с осью прижимаемого к полосе калиброванного ролика. Счетчики работают в режиме суммирования числа импульсов. Блок 1 работает следующим образом. Измерение длины полосы на входе непрерывно-травильного агрегата начинается после окончания сварки полос. По сигналам с выхода 8, поступающим от датчика 2, счетчик 3 регистрирует текущую длину полосы, движущейся от стыкосварочной мащины через травильные ванны к гильотинным ножницам, расположенным на выходе непрерывно-травильного агрегата. В момент начала следующего цикла сварки по входу 9 сигнала «Шов, поступающего от стыкосварочной мащины, содержимое счетчика 3 передается в блок 4, счетчик 3 обнуляется, и по окончании цикла сварки начинается счет длины следующей полосы. Измерение длины полосы на выходе непрерывно-травильного агрегата начинается после реза полосы на гильотинных ножницах по входу 10 сигн.ала «Рез. В процессе измерения длины полдсы сигналы с выхода 11 от датчика 5 суммируются в счетчике 6 и содержимое счетчика 6 в блоке 7 сравнивается с числом импульсов, находящимся в- блоке 4. Совпадение числа импульсов в счетчике 6 и блоке 4 означает, что щов находится в зоне гильотинных ножниц. При этом оператору или в систему управления гильотинными ножницами с выхода 12 выдается сигнал, а счетчик 6 обнуляется и начинается счет длины следующей полосы. Предлагаемое устройство содержит блок ,1 грубой индикации шва, датчик 13 точной индикации щва и блок 14 регистрации, содержащий четыре логических элемента И 15-18, два логических элемента ИЛИ 19 и20, логический элемент НЕ 21, элемент 22 задержки времени, потенциальный триггер 23, пять формирователей 24-28. Выход 12 блока 1 через первый формирователь 24, элемент 22 задержки времени, элементы 16, 20, 26 и 19 соединен со вторым входом потенциального триггера 23,первый вход которого соединен с выходом первого формирователя 24, а первый и второй выходы соответственно соединены с элементом 18 и вторыми входами элементов 15, 16 и 17, третий вход элемента 17 соединен через элемент 21 с датчиком 13 точной индикации щва с первыми входами элементов 18 и 15, при этом выход элемента 15 через элемент 20 соединен с первым входом элемента 17. По входу 29 подается сигнал исходной установки нуля и через элемент 19 - на второй вход потенциального триггера 23. При работе устройства возможны следующие технологические ситуации (см. фиг. 2-4). Первая ситуация (см. фиг. 2) характеризуется наличием сигнала ti на выходе блока 7 и сигнала i на выходе 30 датчика 13, причем сигнал t2 от датчика 13 поступает до срабатывания элемента 22. На выходе 31 устройства возникает сигнал ts о наличии сварного шва, а на выходах 32 и 33 устройства сигналы t4 и ts отсутствуют. При второй ситуации (см. фиг. 3) за время нахождения щва в зоне регистрации, определяемой временем задержки tj,,, сигнал t2 на выход 30 датчика 13 не поступает, при этом через время t,,a, с момента появления на выходе 12 блока 7 сигнала на выходе 31 устройства появляется сигнал ta о наличии шва, на выходе 32 устройства - сигнал t4 о несрабатывании датчика 13, а на выходе 33 устройства сигнал ts отсутствует. Третья ситуация (см. фиг. 4) характеризуется наличием сигнала t на входе 30 датчика 13 при отсутствии сигнала t| с выхода 7, при этом на вЫходе 33 устройства возникает сигнал ts о ложном срабатывании датчика 13, а на выходах 31 и 32 сигналы ts и t4 отсутствуют. Устройство работает следующим образом. В первой и второй ситуациях сигнал ti с выхода 12 блока 7 поступает на формирователь 24,с выхода которого сигнал заданной длительности поступает на вход элемента 22 и на первый вход триггера 23. Триггер 23 изменяет свое состояние, и со второго выхода сигнал поступает на вторые входы элементов 15, 16 и 17. Если за время задержки t,a поступает сигнал t с выхода 30 датчика 13, то этот сигнал через второй формирователь 25, элементы 15 и 20 поступает на формирователь 26 и на выходе 31 устройства появляется сигнал ta. На выходе 32 устройства сигнал tj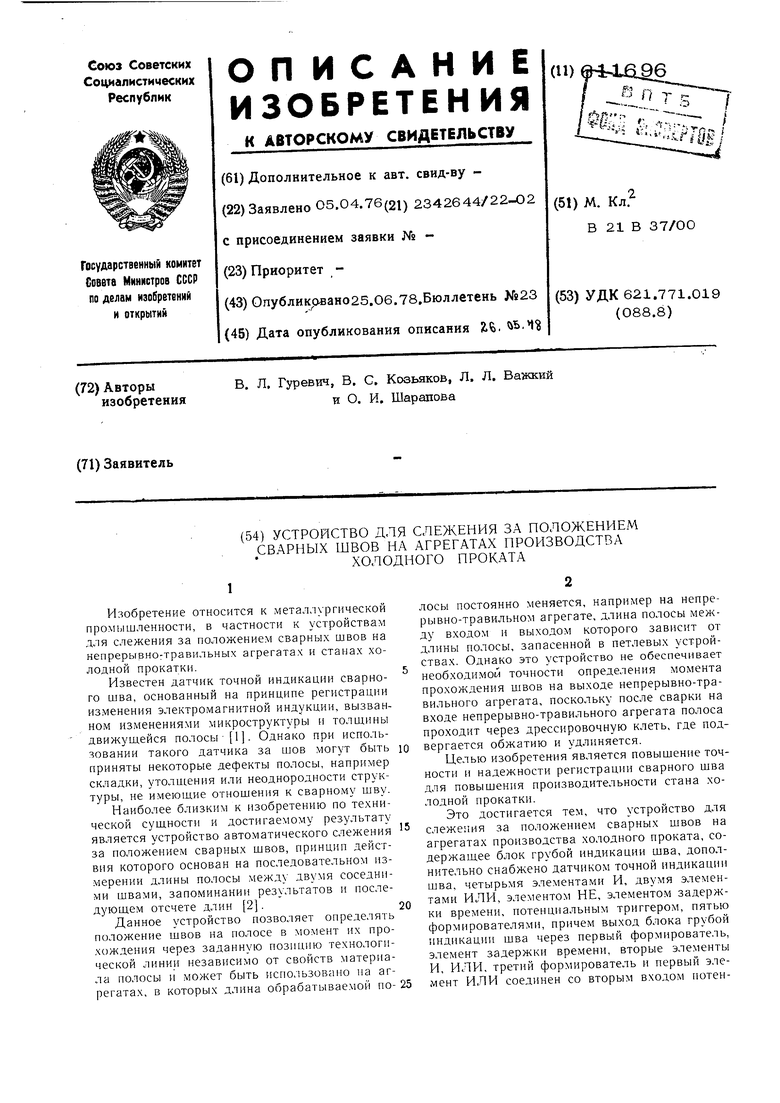

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регистрации сварных швов на агрегате производства холодного проката | 1978 |
|
SU778841A1 |
| Устройство для управления непрерывным станом холодной прокатки | 1977 |
|
SU679271A1 |
| Устройство для регистрации сварных швов | 1981 |
|
SU984531A1 |
| Устройство управления резом сварных полос на непрерывном агрегате | 1976 |
|
SU662286A1 |
| Устройство автоматического пореза передних и задних концов полосы | 1973 |
|
SU500978A1 |
| Устройство для контроля положения сварных швов полосы на непрерывном агрегате производства проката | 1978 |
|
SU990356A1 |
| Устройство для регистрации сварных швов на непрерывном стане холодной прокатки | 1978 |
|
SU776683A2 |
| Система автоматического управления непрерывным агрегатом для обработки рулонов | 1988 |
|
SU1639817A1 |
| Устройство для определения и фиксации положения сварного шва | 1989 |
|
SU1708468A1 |
| Устройство для контроля количества полосы в рулоне | 1977 |
|
SU726417A1 |
