Изобретение относится к металлургической промышленности.
По основному авт. св. № 670353 известно устройство для регистрации сварных швов на непрерывном стане холодной прокатки, содержащее датчики импульсов, по входу через измерительные ролики соединенные с перемещающейся ролосой, а по выходу - с блаком регистрации сварных швов, один из .входов .которого соединен с системой улравления стыкосварочпой машины, два других - с датчиками импульсов, выход - с устройством центрирования полосы, связанным с петлевым устройством, а блок регистрации сварных швов содержит счетчик регистрации запаса полосы в петлевом устройстве, счетчик координаты сварного шва .относительно стыкосварочной машины, блок вычисления запаса полосы от стыкосварочной машинь до барабана петлевого устройства, блок срав.нения положения сварного шва относительно упомянутого барабана, задатчи1К положения тележки петлевого устройства, блок вычисления запаса полосы в петлевом устройстве, группу ключей, два элемента И, блок задержки, триггер и кнопку «Пуск, причем выход задатчика полржения тележки через блок вычисления запаса полосы в петлевом устройстве и группу ключей связан с цифровым входом, счетчика регистрашй з апаса полосы, выход которо.го через блок вычисления запаса полосы от стыкосварочной машины до барабана петлевого Зстройства связан с первым входом блока сравнения, вторы.м входом; связанным с выходом счётчика регистрации координаты сварного шва, при этом выход; первого датчика импульсов через первый
10 вход первого элемента И связан с положительными счетными входами упомянутьтх счетчиков, выход второгодатчика .импульсов те.резпервь1й вход второго элемелта И соединен с отрицательным счетным входом
15 первого счетчика, первый вход триггера через блок задержки связан со вторыми входами элементов И и разрешающим входом группы ключей, второй вход - с кнопкой «Пуск и входом установки нуля первого
20 счетчика, а вход установки нуля второго счетчика подключен к выходу системы управления стыкосварочной машины 1.
Недостатком этого зстройства является
25 то, что оно не предназначено для работы
прп реверсах полосы, которые могут ийёть
место при подготовке полосы к сварке и
при резе полосы на входе стана, а также
при обрывах полосы на стане или в пет30 левом устройстве.
Цель изобретения - увеличение точности регистрации при реверсах иолосы для повышения производительности стана.
Цель достигается тем, что устройство снабжено двумя датчиками направления иеремещения полосы, устаиовленными соответственно на входе и выходе иетлевого устройства, шестью элементами И, двумя элементами ИЛИ и двумя элементами задержки, причем выход первого датчика импульсов через первый элемент И соедииен с первыми входами второго и третьего элементов И, вторые входы которых подключены соответственно к .выходам «Назад и «Вперед первого датчика направления перемещения полосы, выход второго датчика импульсов через четвертый элемент И соединен с первыми входами пятого и шестого элементов И, вторые входы которых иодключены соответственно к выходам «На-, зад и «Вперед второго датчика направления перемешения полосы, выход третьего элемента И соединен с вычитающим входом счетчика координаты сварногб шва, со вторым входом первого элемента ИЛИ и с первым входом седьмого элемента И, второй вход .которого соединен с третьим входом первого элемента ИЛИ, с выходом шестого элемента И, а через первый элемент задержки соединен с первьш входом первого элемента ИЛИ., выход третьего элемента И соединен с суммирующим входом счетчика координаты сварного шва, со вторым входом второго элемента ИЛИ и с первым входом восьмого элемента И, второй вход которого ио-дключен к третьему входу второ.го элемента ИЛИ л к выходу пятого элемента И, а выход через второй блок задержки-- к первому входу второго элемента ИЛИ, выходом подключенного к суммирующему входу счетчика запаса полосы, вычитающий вход которого подключен к выходу первого элемента ИЛИ.
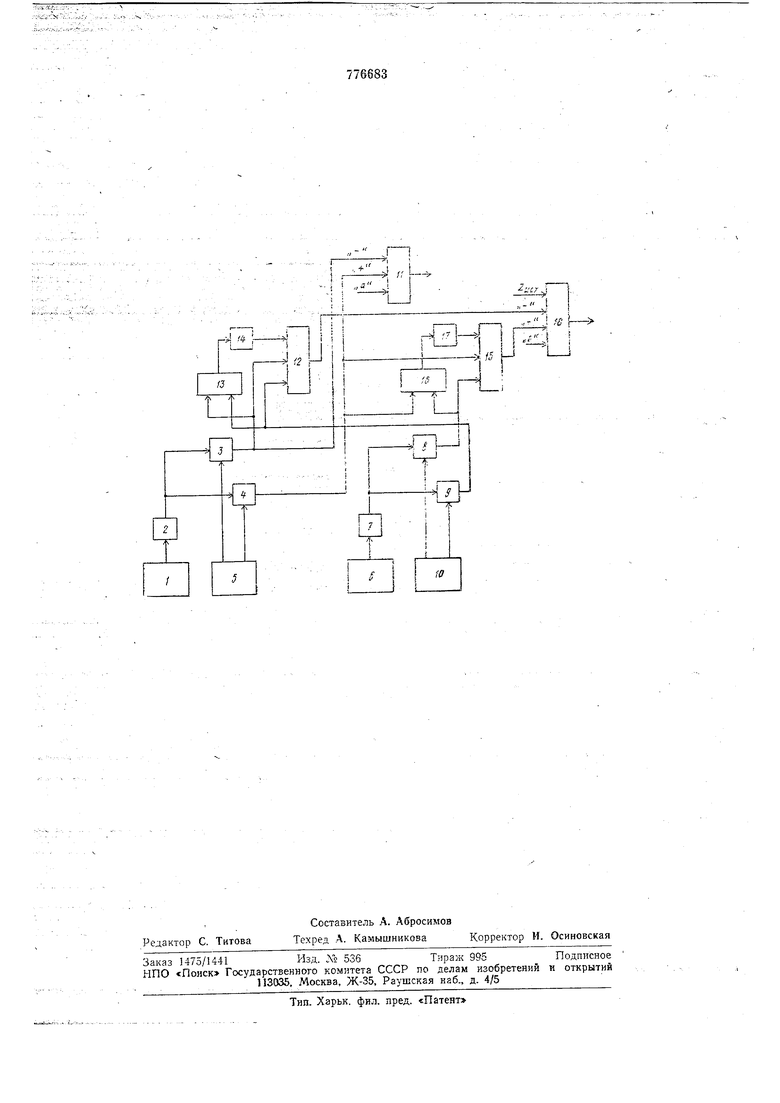
На чертеже изображена структурная схема предлагаемого устройства.
Выход датчика 7 импульсов через элемент 2 И соединен с первыми входами элементов 3 п 4 И, вторые которых под Ключен.ы к датчику 5 направления перемещения полосы соответственно к его выходам «Назад и «Вперед, выход датчика 6 импульсов через элемент 7 И соединен с первьгми, входами элементов 5 и 9 И, вторые входБг которых подключены соответственно к выходам «Назад и «Вперед датчика 10 направления перемещения полосы, выход элемента 3 И соединен с вычитающим входом счетчика // координаты сварного шва, со BTOpbiM входом элемента, 12 ИЛИ и с .первым входом элемента 13 И, второй вход которого соединен с третьим входом- элемента 12 ИЛИ, с выходом элемента 9 И, а выход, через элемент задержки 14 соединен с первым входом элемента 12 ИЛИ, выход элемента 4 И соединен с суммирующим входом счетчика // координаты сварного шва, со вторым входом элемента 15 ИЛИ и с иервым входом элемента 16 И, второй вход которого подключен к третьейу входу элемента 15 ИЛИ и к выходу элемента 5 И, а выход через блок задержки 17- к первому входу элемента 15 , выходом по.дключенного к суммирующему входу счетчика 18 запаса полосы, вычитающий вход которого
подключен к выходу элемента 12 ИЛИ.
На ВХО.Д счетчика 18 задается исходный запас полосы 2исх
Устройство работает следующим .образом.
При запуске устройства обнуляются счетчики 11 и 18 и с датчиков импульсов / и 6 подаются сигналы соответственно на вхо.ды элементов 2 и 7 И (блок запуска на чертеже не показан). При этом в счетчик
18 поступит предварительно подготовленное значение ZHCX запаса полосы в момент запуска устройства.
При перемещении полосы на входе петлевого устройства в направлении «Вперед
будет открыт элемент 4 И и сигналы с егр выхода будут поступать на суммирующий вход счетчика // и через второй вход элемента 15 ИЛИ - на суммирую щий вход счетчика 18. При перемещении полосы на
входе петлевого устройства в направлении «назад откроется элемент 5 И и сигналы с его входа будут поступать на, вычитающий вход счетчика // и через второй вход элемента 12 ИЛИ - на вычитающий вход счетчика 18.
При перемещении полосы на выходе петлевого устройства в направлении «Вперед будет открыт элемент Р И и сигналы -с его выхода через третий вход элемента 12
ИЛИ будут поступать на вычитающий вход счетчика 18. При иеремещеиии полосы на выходе петлевого устройства в направлении «Наза.д откроется элемент 8 И и сигналы с его выхода через третий вход элемента 15 ИЛИ поступят на суммирующий вход счетчика 18.
Если полоса на входе петлевого устройства перемещается в направлении «Назад, а на выходе - в направлеиии «Вперед, то
при одновременном появлении импульсов на выходах датчиков / и 6 на второй и третий входы элемента 12 ИЛИ импульсы поступят также одновременно, на выходе будет только один импульс и, следовательно,
один импульс будет..потерян. Для.исключения потери импульса сигналы с выхода 3 и 9 подают на входы элемента /5 И. При появлении этих сигналов на входе элемента 13 на его выходе появится сигнал, которь1Й
через время (заи поступит на первый вход элемента 12 ИЛИ, а затем - на вычитающий вход счетчика 18. Время задержки /зад выбира от таким, чтобы оно равнялось половине времени между двум соседними импульсами, поступающими с одного датчика.
Аналогично осуществляют счет импульсов при одновременном перемещении полосы на входе петлевого устройства в направлении «Вперед и на выходе - в направлении «Назад. При этом исходные сигналы поступают на входы элемента 16 И, а выходной сигнал появляется с выхода элемента задержки /7 на суммирующем входе счетчика 18 через время г зал, равное половине времени между двумя соседними импульсами.
Значения координаты сварного щва и запаса полосы со счетчиков 11 и 18 поступают в блок сравнения (на чертеже не показан) , в котором формируется сигнал о подходе сварного щва к барабану петлевого устройства. ...,
Для поддержания нормального технологического режима ра1боты стана устройство обеспечивает необходимую точность регистрации положения сварных щвов за счет учета реверса полосы, что приведет к увеличению производительности стана бесконечной прокатки.
Если не учитывать реверс полосы на входе петлевого устройства стана бесконечной прокатки, то вместо фактического уменьщения запаса полосы и фиксации перемещения сварного щва к стыкосварочной 1мащине устройство будет фиксировать увеличение запаса полосы и перемещение сварног-о щва от стыкосварочной мащины к барабану петлевого устройства, что приведет к преждевременной выдаче сигнала о подходе щва к барабану петлевого устройства.
По этому сигналу преждевременно будет выдана уставка нового положения механизма центрирования полосы, в результате чего может произойти авария, которая явится причиной уменьщения производительности стана.
Когда реверс полосы осуществляется на выходе петлевого устройства, оно будет фиксировать не перемещение щва от первой клети, а приближение к ней, и команда на замедленнее полосы будет выдана преждевременно, что приведет к снижению производительности стана.
Формула изобретения
Устройство для регистрации сварных ШВОВ на непрерывном стане холодной про5 катки по авт. св. № 670353, отличающееся тем, что, с целью увеличения точности регистрации при реверсах полосы для повыщения производительности стана, оно снабжено двумя датчиками направления 10 перемещения полосы, установленными соответственно на входе и выходе петлевого устройства, щестью элементами И, двумя элементами ИЛИ и двумя элементами задержки, причем выход первого датчика импуль15 сов через первый элемент И соединен с первыми .входами второго и третьего элементов И, вторые входы которых соединены соот. ветственно с выходами «Иазад и «Вперед первого датчика направления перемещения 0 полосы, выход второго датчика импульсов через четвертый элемент И соединен с первыми входами пятого и щестого элементов И, вторые входы которых соединены соответственно с выходами «Назад и «Вперед 5 второго датчика направления перемещением полосы, выход третьего элемента 1 соединен с вычитающим входом счетчика координаты сварного щва, со вторым входом первого элемента ИЛИ и с первым входом 0 седьмого элемента И, второй вход которого соединен с третьим входом первого элемента ИЛИ, с выходом щестого элемента И, а выход через первый элемент задержки соединен с первым входом первого элемента 5 ИЛИ, выход третьего элемента И соединен с суммирующим входом счетчика координаты сварного щва, со вторым входом второго элемента ИЛИ и с .первым входом восьмого элемента И, втор;ой вход которого 0 соединен с третьим входом второго элемента ИЛИ ;и с выходам пятого элемента И, а выход через второй блок задерж1ки - с первым входом второго элемента ИЛИ, выход которого соединен с суммирующим входом 5 счетчика запаса полосы, вычитающий вход которого соединен с выходом первого элемента ИЛИ.
Источник информации, принятый во внимание при экспертизе: 1. Авторское свидетельство СССР Ло 670353, кл. В 2 В, 1977 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регистрации сварных швов | 1977 |
|
SU670353A1 |
| Устройство для слежения за координатой полосы на непрерывном прокатном стане | 1979 |
|
SU772632A1 |
| Устройство для регистрации сварныхшВОВ HA НЕпРЕРыВНОМ CTAHE ХОлОдНОйпРОКАТКи | 1979 |
|
SU820949A2 |
| Устройство слежения за координатой сварного шва на стане бесконечной прокатки | 1990 |
|
SU1736652A1 |
| Устройство для контроля положения сварных швов полосы на непрерывном агрегате производства проката | 1978 |
|
SU990356A1 |
| Устройство для регистрации сварных швов | 1981 |
|
SU984531A1 |
| Устройство для слежения за положением сварных швов на агрегатах производства холодного проката | 1976 |
|
SU611696A1 |
| Устройство для управления непрерывным станом холодной прокатки | 1977 |
|
SU679271A1 |
| Система автоматического управления непрерывным агрегатом для обработки рулонов | 1988 |
|
SU1639817A1 |
| Устройство для слежения за координатой полосы на непрерывном прокатном стане | 1979 |
|
SU789177A1 |