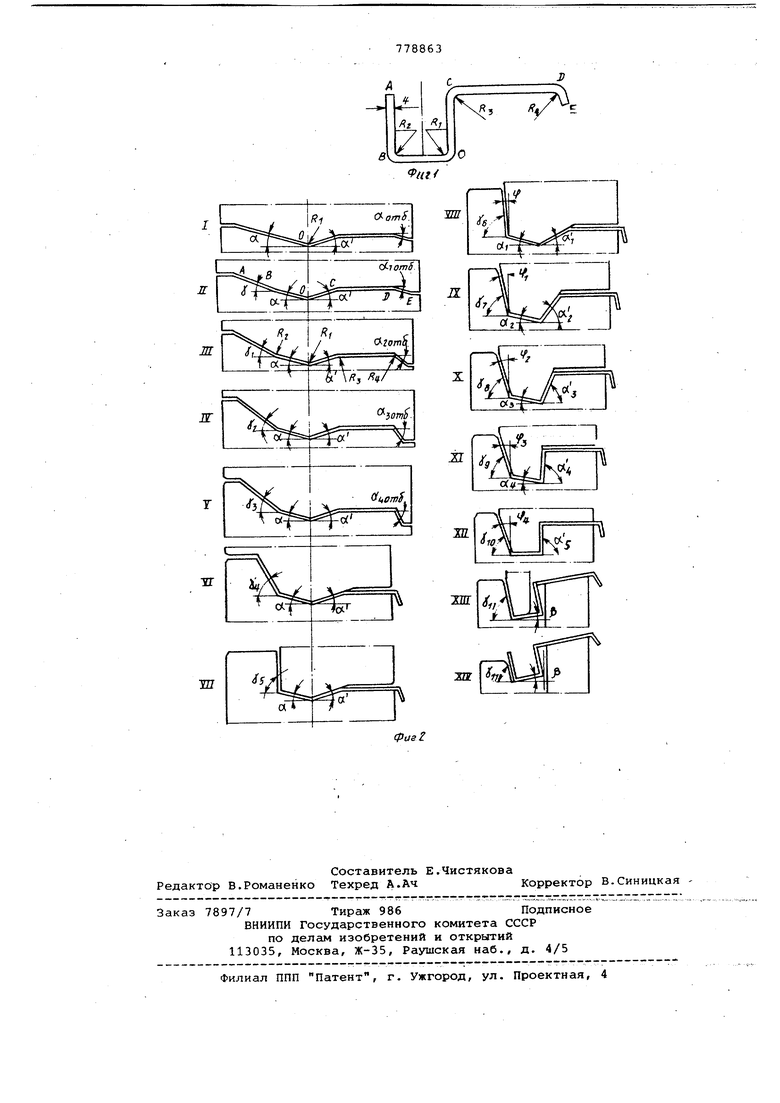
Изобретение относится к обрабртке металлов давлением, в частности к процессу профилирования стальной совой заготовки в валкасх профилегибочного стана.. Известно, что при профилировании, особенно несимметричных гнутых профилей, образуется винтообразность (скру чивание) их по длине. Так как гнутые профили применяются во многих отраслях народного хозяйства и служат обычно в конструкциях для соединения с другими деталями, во избежание дополнительных затрат на исправление этого дефекта скручивание профилей вокруг продольной оси не допускается Известен способ изготовления гнутых несимметричных профилей, имеющих стенки и полку, при котором осуществляют последовательное формообразование по переходам с осью профилирования, проходящей Между нижней и боковой стенкой профиля i. Однако этот способ неприменим для несимметричных профилей с отбортовками. Цель изобретения - исключение винтообразного скручивания профилей с отбортовками. Поставленная цель достигается тем, что в первом переходе подгибают нижнюю стенку и боковую, прилегающую к полке, на угол dl и отбортовку, во второй клети начинают подгибку другой боковой стенки, которую подгибают до требуемого угла в последующих клетях при сохранении угла d. постоянным, после чего продолжают подгибку боковой стенки, прилегающей к полке, до требуемого угла, осуществляя при этом поворот поперечного сечения в сторону, противоположную винтообразному скручиванию. После отформовки можно производить калибровку профиля с освобождением отбортовок от воздействия валков. На фиг. 1 схематически представлен несимметричный профиль с отбортовками,на фиг.2 - предлагаемая схема (способ) калибровки валков для устранения винтообразноСтн гнутых несимметричных профилей с отбортовками. Для изготовления гнутого несимметричного профиля из нержавеющей стали 12Х13Г18Д толщиной 4 мм без винтообразного скручивания применяют схему калибровки валков, в которой ось формовки проходит через центр радиуса RY формовку по клетям производят: а) постоянным радиусом R 6 мм дл создания устойчивого направления пр филю; б) переменными радиусами R,, , R., R4В I формующей клети профиль располагают в валках таким образом, чтобы участки ВО и ОС образовали симметричный профиль (типа уголка), и подгибают ветви профиля на углы о(. и d , равные 1.5° . Одновременно производят подгибку отбортовки на угол 0. - 15° . . Для исключения влияния несимметричности профиля на винтообразное скручивание участков ВО и ОС клети, подогнутые от уровня формовки на уг лы d и d., равные 15, включительно до VII формующей клети, не подгибаю Начиная со II формующей клети подги бают Г несимметричный участок АВ со ответственно на у 20 - во II, 35 - в III, fo 50° - в IV, Ifj 65° - в V, Г4 80 - в VI , Уд 90° - в VII формующих клетях. Участок профиля ДЕ (отбортовки) подгибают в I клети на угол о1-|.д 15 во II клети 30°, в Ml клети 5, в IVклети L, 60°, в V клети ct4oTf, (конечный угол отбортовки). Начиная с VI клети учас ки СД и ДЕ, освобождают в валках для исключения влияния сил трения на вин тообразное скручивание профиля. После достижения в VI( клети угла УС 90° по участку АВ начинают подгибать I I несимметричный у,часток ОС -на углы dl 35° (VI II); с 55 ° ( I dj 75° (I); Л 88° (XI); 90 (XII), одновременно отгибая участки ВО и АВ с VM I клети на углы: d, 13° (VIII); Ч 1 (VI II); dL2. 11 (I I); Ч 2 (IX) ; i5 8 (X); (X); 1 5° (XI); 4- 4 (XI); 5 0° (XI); Ч 5° (XI I), что соответствует вращению всего поперечного сечения профиля, начиная с VIII клети, в сторону, противоположную винтообразному окручиванию. В XIII клети поворачивают профиль вокруг точки В на угол 5 , не,изменяя угла -у 85, полученного в X клети, до полного исключения винтообразного скручивания. Для исключения влияния несимметричности профиля (собственного веса отбортовки) на винтообразное скручивание за XII I клетью устанавливают низкий транспортный валок (XIV) с поддерживающими элементами, по углам соответствующий нижнему валку XIII формирующей клети (или с некоторым освобождением по основанию профиля ВО от защемления). Применение предлагаемого способа способствует получению гнутых несимметричных профилей с отбортовками без винтообразного скручивания, улучшению качества профилей по сравнению с профилями, полученными известными способами, экономии трудовых затрат по исправлению винтообразности гнутых профилей и увеличению производительности профилегибочных станов за счет сокращения времени на настройку стана и устранение винтообразности профилей при профилировании. Формула изобретения 1.Способ изготовления гнутых несимметричных профилей, имеющих боковые и нижнюю стенки и полку, заключающийся в последовательном Формоизменении заготовки по переходам с осью профилирования, проходящей между нижней и боковой стенкой профиля, отличающийся тем, что, с целью исключения винтообразного скручивания профилей с отбортовками, в первом переходе подгибают нижнюю стенку и боковую, прилегающую к полке, на угол оС и отбортовку, во второй клети начинают подгибку другой боковой стенки, которую подгибают до требуемого угла в последующих клетях при сохранении угла ,вС постоянным, после чего продолжают подгибку боковой стенки, прилегающей к полке, до требуемого угла, осуществляя при этом поворот поперечного сечения в сторону, противоположную винтообразному скручиванию. 2.Способ по п. 1, отличающийся тем, что после формовки производят калибровку профиля с освобождением отбортовки от воздействия ВсШКОВ. Источники информации, принятые во внимание при экспертизе 1. Теория и технология производства экономичных гнутых профилей. Труды УкрНИИМЕТа, вып. XV, Харьков, 1970, с. 296-297 (прототип).
лг
.
.Я,/.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСИММЕТРИЧНОГО ГНУТОГО ПРОФИЛЯ КОРЫТНОГО ТИПА | 1992 |
|
RU2040998C1 |
| Способ изготовления гнутых @ -образных профилей | 1983 |
|
SU1148667A1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ НЕРАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1998 |
|
RU2148452C1 |
| Способ изготовления несимметричных гнутых профилей | 1985 |
|
SU1278059A1 |
| ГНУТЫЙ СПЕЦПРОФИЛЬ ШВЕЛЛЕРНОГО ТИПА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2124408C1 |
| Способ изготовления несимметричных гнутых профилей | 1981 |
|
SU994080A1 |
| Способ изготовления гнутых @ -образных профилей | 1982 |
|
SU1118448A1 |
| Способ изготовления гнутых профилей | 1986 |
|
SU1349828A1 |
| СПОСОБ ПОШТУЧНОЙ ФОРМОВКИ U-ОБРАЗНОГО ГНУТОГО ПРОФИЛЯ | 1992 |
|
RU2040994C1 |
| Способ изготовления несимметричных гнутых профилей проката с элементом двойной толщины у кромки | 1986 |
|
SU1382531A1 |