(54) ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА
1
Изобретение относится к обработке металлов давлением, а именно к конструкциям штампов для изготовления изделий типа стаканов с утолщениями. 5
Известен штамп для изготовления изделий типа стакана с утолщениями-, содержащий матрицу, нижний упор и пуансон с размещенным в его осевой проточке с возможностью осевого пере- |0 мещения и фиксирования положенияподпружиненным упором i .
Недостатками известного штампа являются невысокое качество и повышенная себестоимость изделий при иэготовлении их с внутренним профилированным концевым утолщением.
Цель изобретения - повьяяение .качества и снижение себестоимости полученнь1х изделий при изготовлении их с JQ внутренним профилированным концевьм утолщением. .
Поставленная цель достигается тем, что подпружиненный упор выполнен составным из опорной и съемной конце- 25 вой частей, при этом опорная часть выполнена с профилированной боковой поверхностью сообразно профилю утолщения изготавливаемого изделия, а съемная концевая часть - регулируемо СТАКАНА
по величине попереченого сечения, например в виде набора подпружиненных между собой секторов.
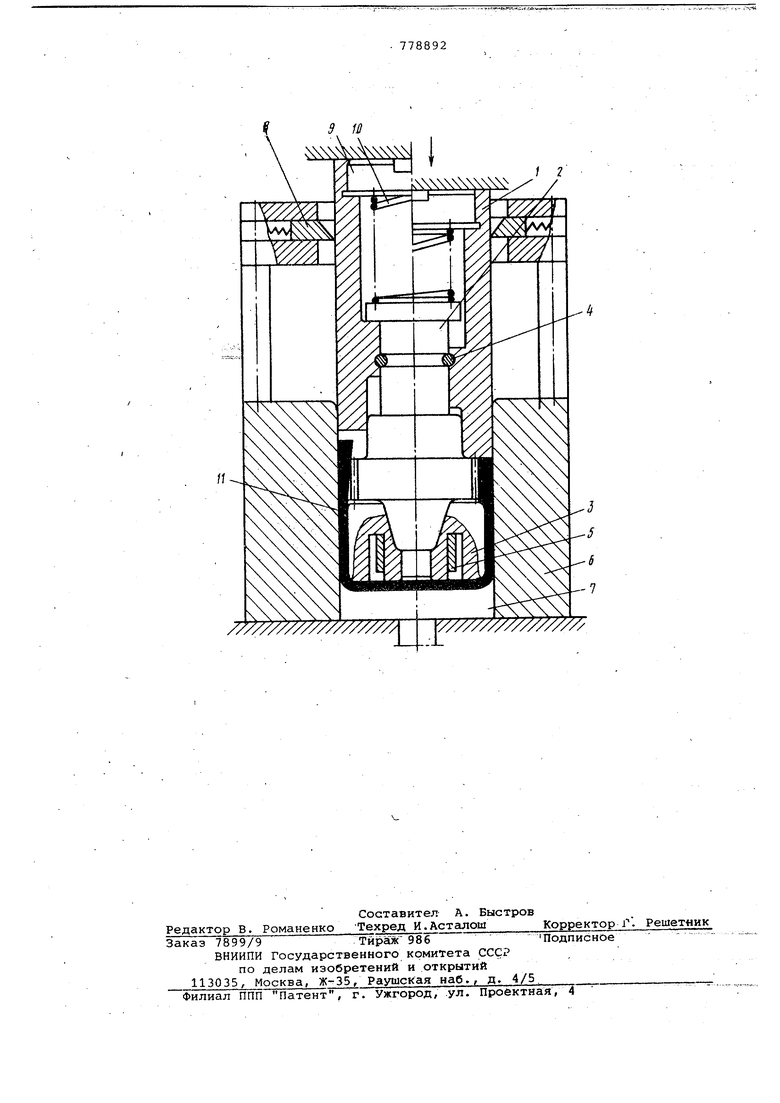
На чертеже схематично изображен предлагаемый штамп.
Штамп содёрЖйТ пуансон 1, внутри которого размещен подпружиненный упор, состоящцй из опорной части 2 и съемной, концевой части 3. Опорная часть 2 направляется по пуансону 1 и имеет профиль на боковой поверхности, соответствующий профилю получаемого изделиями направляющий конус. Нижнее положение части 2 относительно пуансона 1 фиксируется с помощью подпружиненного фиксатора 4, который может быть выполнен, например, в вигде вилки. Концевая съ емная часть 3 упора направляется по конусу опорной части 2 и представляет собой набор секторов, поджимаемых кольцевой пружиной 5. Штамп также содержит матрицу б, нижний упор 7, верхний подпружиненный съемник 8, а также пробку 9 и пружину 10 для поджима опо{)ной части упора.
В исходном положении опорная часть 2 упора жестко зафиксирована фиксатором 4 в пуансоне 1, концевая часть 3
поджимается пружиной 5 к части 2 и при ходе пуансона 1 вниз выступакадая из пуансона часть yftopa выполняет функций 1вытяжного пуансона.
В момент контакта дна заготовки 1 с упором 7 пуансон 1 продолжает движение вниз. При этом фиксатор 4 высвобождает опорную часть 2 упора, KOТорая нажимая на часть 3, продолжает фиксировать заготовку в матрице б, пуансон 1 направляется по матрице и воздействует на торец заготовки , )1даё течение металла к центру и обуславливает форФювание профиля внутреннего выступа получаемого изделия.
При обратном ходе ползуна пресса вверх вначале поднимается пуансон 1, высвобождая при этом фиксатор 4, который в новь жестко соединяет пуансон с- частью 2 упора. При дальнейшем подъемеэта часть: упора выходит из отформованного изделия и разъединяется с нижней частью 3- упора.
После освобождения части 3 пружина 5 сводит секторы части 3 и наружный размер их становится меньшим, чем размер внутренней поверхности профильного участка изделия.
Если деталь поднимается вместе с пуансоном, съем ее с профильного участка части 2 упора ббеспечйваёт верхний съемник 8. Если же деталь остается в матрице, ее выбрасывает нижний упор 7, который может быть поднят буфером, толкателем или пневмуст1ройством пресса.
Концевая часть 3 упора может быть удалена из изделия после тогр, как изделие освобождено из штампа.
Использование предлагаемого устройства позволяет отформовать в одном штампе за один ход пресса изделие типа-стакана с заданным профильным концевым утолщением при высоком качестве и пониженной себестоимости.
Формула изобретения
1.Штамп для изготовления изделий типа стакана с утолщениями, содержащий матрицу, нижний упор и пуансон
с размещенным в его осевой проточке с возможностью осевого перемещения и фиксирования.положения подпружиненным упором, отл.ичающийся тем, что, с целью повышения Качества и снижения себестоимости получаемых изделий при изготовлении их с внутренним профилированным концевым утолщением, подпружиненный упор выполнен составным из опорной и съемно концевой частей, при этом опорная часть выполнена с профилированной боковой поверхностью сообразно профилю утолщения изготавливаемого изделия, а съемная концевая часть - регулируемой по величине поперечного сечения.
2.Штамп по п. 1, отличающийся тем, что концевая часть подпружиненного упора выполнена в виде набора подпружиненных между собой секторов.
Источники информации, принятые во. внимание при экспертизе
1. Авторское свидетельство СССР 277-708, кл. В 21 D 37/08, 1966.
9 W
/7/// //////7///////
y/////////////////
I
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления полых,преимущественно составных деталей с наружными и внутренними профилированными кольцевыми утолщениями | 1982 |
|
SU1097421A1 |
| Устройство для изготовления деталей типа стаканов | 1977 |
|
SU660753A1 |
| Штамп для вытяжки полых деталей с переменной толщиной стенки по высоте | 2019 |
|
RU2705829C1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Штамп для обжима концевых утолщений на полых деталях | 1989 |
|
SU1803245A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ФОРМЫ СТАКАН | 2015 |
|
RU2595182C1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Устройство для изготовления стержня с утолщениями | 2021 |
|
RU2773178C1 |
| Устройство для изготовления деталей типа стакана | 1977 |
|
SU620309A2 |
| Штамп для раздачи кольцевых заготовок | 1989 |
|
SU1755994A1 |