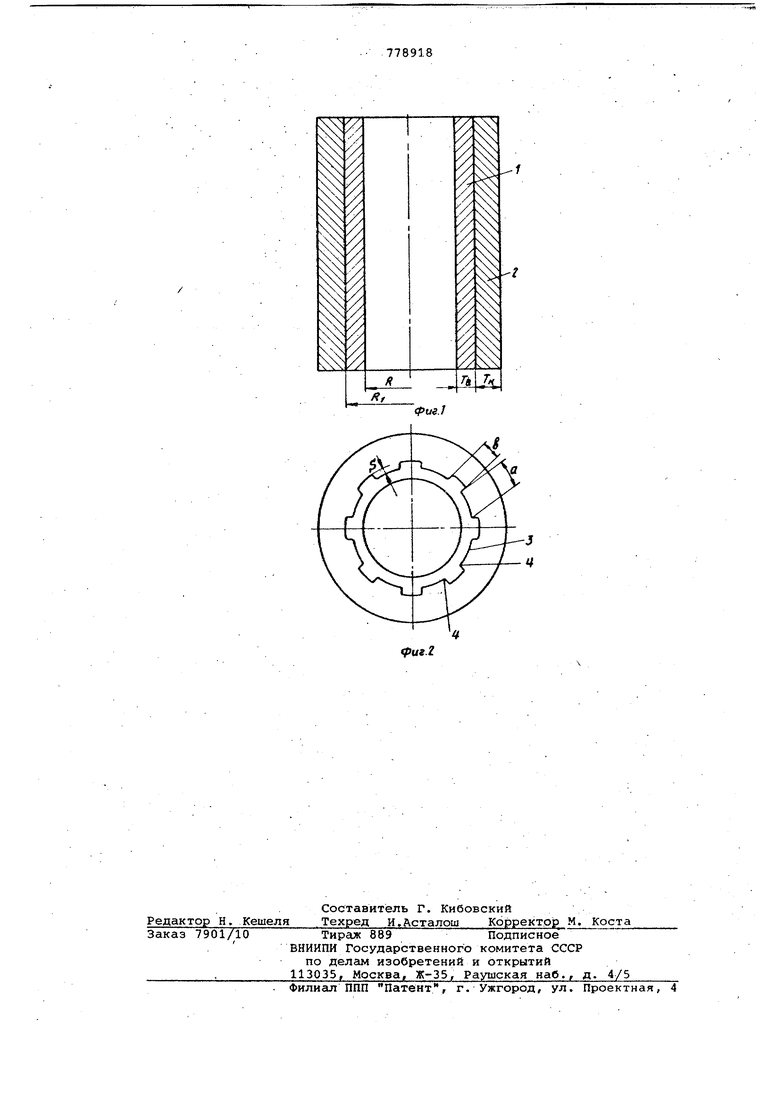
:.::.;-..;;;: ;... :,,-....:-.: . Изобретение относится к лйтёй.ному производству, а именно к кок.йЛям для литья чугунныхвалков. . /.;.,.; г ИзвестнЕ чугунные кокили со йтальнь1ми Вставками 1 ... ..:. Сталь, из Которой изготовлена ., вставка, обладает высокой устойчиво. стью к образованию разгара. Внутренняяг рабочая поверхность кокили йМёеХ цилиндрическую расточку, извл ечение ,. валка из кокиля осуществляется за. . счет.зазйра, возникающего при усадке валка. Поэтому даже .незн.с1чительнре коробление вставки исклточает 1зозможН.оСть извлечения валка из кокилй. Недост.атком такой стальной вставки является повышенная склонность к короблению. Известен также двухслойный кокиль для яитья чугунных валков, включающий стальную вставку и чугунный кор.пус, у которого наружный и внУтренНИИ радиусь вставки выпрлнень в соотношении. 1,4:1,8, толщина стенок встав ки и корпуса выполнены в соотношении 0,8 1,2 . В таких кокилях з.а счет регламентирования массы вставки ограниЧивается градиент температур между вставкой и корпусом и напряжения, во никающие во вставке , не превыи агот .предела пропорциональнсрстй стали, что предотвращает коробление вставк.и. ; 1 едоста крм таких кркйдеЯ является необхЬдймРс ь гфймен«энйя толсто- стеннь х вставок, ч.то ограничивает . возмржнРСфй .тЮйьадёния э.ксплуатационнрй .стойкости кЬкилей. . Цель изобретения- по.вьлиен.иё эксплуатационнрй с.тойкости двухслойного кокиля для литья чугунных валкрв. . Цель достигается тем, что при соотношениях и внутреннего радиусов стальной вставки 1,10 . 1, 35 и толщин стенрк вс йвкй и корпуса О ,20 : О,75,на наружной поверхности вставки вьтолнены продольные пазы с радиально расположенным } боков аВ-ли поверхност гмй, причём соотр ошение глубины йазов и толщиныстенки вставк 1 составляет 0,15:0,40, соотногление . протяженности пазой и выступов 1,20: : 1,40, а количествр пазРв равно 2060 внутренни:м радиусам вставки. На фиг. 1 изображен кокиль, продольный разрез; на фиг. 2 - кокиль,. поперечнь1й разрез. .. . . Стальная вставка 1 залита в чу-. гунном корпусе 2.. Наружный радиус R, и внутренний ради.ус R стальной
вставки 1 выполнены в соотношении
5,
Соотношение толщин стеНок вставки ТдИ чугунного корпуса Т равно 0,20:0,70. На наружной поверхности вставки 1 выполнены продольные пазы 3 с радиально расположенными боковыми поверхностялш 4. Глубина продольных пазов 3 и толщина стенки стальной вставки Tg вьшолнены в соотношении 0,15:0,40. Соотношение протяженности продольных пазов а и выступов Ь составляет 1,20 : 1,40. Количество пазов равно п(20-60) п - количество пазов, R - внутренний радиус вставки, м.
В процессе эксплуатации при отливке валков Происходит охлаждение зашиtoгo в кокиль чугуна и прогрев кокиля. При прогреве кокиля возникает градиент температуры.При соотнсяпении наружного и внутреннего радиусов стальной вставки 1,10:1,35 градиент температур между стальной вставкой 1 и Чугунным Корпусом 2 составляет 30040р С.При этом возникающие в стальной вставке напряжения превышают предел пропорциональности.Выполнение на наружной поверхности стальной вставки 1
пазов 3, количество которых п составляет (20-60)R , приводит к тому, чТЬ возникающие при нагреве вставки деЛормации рассредоточены по участкам, ограниченным пазами 3, максимальная возможная деформация на порядок меньше, чем усадка валка в процессе охлаждения, что обеспечивает возможность извлечения валка из кокиля. Выполнение глубины пазов и толщины стенки стальной вставки Т в соотношении 0,15:0,40 обеспечивает достаточную прочность пазов и выступов. Соотношение протяженности пазов а и выступов Ь 1,2:1,4, а также соотношение толщин стальной вставки Tg и чугунного корпуса ,20:О,75 обеспечивает прочность как стальной вставки, так и чугунного корпуса.
Проведение соотношения размеров являются необходимым условием обеспечения долговечности разработанного двухслойного кокиля.
ЕСЛИ соотношение толщин наружного и внутреннего радиусов K./R вставки будет меньше, чем 1,10, а количество пазов п Меньше, чем 20 R, несмотря на рассредоточение, деформации на каждом участке достигнут В(бЛйЧйнГ .препятствующих извлечению ваЛка Из кокиля. Увеличение соотношения 1Я(Кболее, чем 1,35 нерационально, так как вызывает увеличение толщины стенки стальной вставки.Увеличение количества пазов п более, чем 60 R повышает трудоемкость изготовления вставки. Соотношение глубины пазов S и толщины стенки вставки Tg менее 0,15 приводит к снятию боковых поверхностей пазов и выступов,при соотношении, превышающем 0,40, разнотолщинность вставки может вызвать неоднородное тепловое поле и неравномерность качественных характеристик в поперечном сечении валка.
О Изменение соотношений протяженности пазов а и выступов Ь , а также толщин стенок вставки Т икорпуса Т| приводит к нарушению прочности элементов конструкции. Уменьшение соотношения протяженности пазов Ot и выступов в менее 1,20 приведет к срезу чугунного выступа на корпусе. В случае, если соотношение толщин вставки Tg и корпуса Т, более 0,75
Q высокие напряжения, возникающие во вставке, могут вызвать разрушение корпуса.
Радиальное расположение боковых поверхностей пазов необходимо для
исключения тангенциальных см«цений
при расширении вставки.
Таким образом, выполнение на вставке пазов с регламентированными соотношениями размеров предотвращает локализацию деформаций и обеспечивает долговечность двухслойных кокилей.
Ожидаемый экономический эффект составляет 180 тыс. руб. в год.
Формула изобретения
Двухслойный кокиль для литья чугунных валков, включающий стальную вставку и чугунный корпус, отличающийся тем, что, с целью повьвшения эксплуатационной стойкости двухслойного кокиля, при соотношениях наружного И внутреннего радиусов стальной вставки 1,10:1,35 и толщин стенок вставки и корпуса 0,20: :0,75 на наружной поверхности вставки выполнены продольные пазы с радиально расположенными боковыми поверхностями, причем соотношение глубины пазов и толщины стенки вставки составляет 0,15:0,.40, соотношение
0 протяженности пазов и выступов составляет 1,20:1,40, а количество пазов равно 20-60 внутренним радиусам вставки.
Источники информации,
5 прйнягые во внимание при экспертизе
1.Вейник А. И. Термодинамика литейной Формы. М., Машиностроение, 1968, с. 225.
2.Авторское свидетельство СССР 520184, кл. В 22 О 15/00, 1975.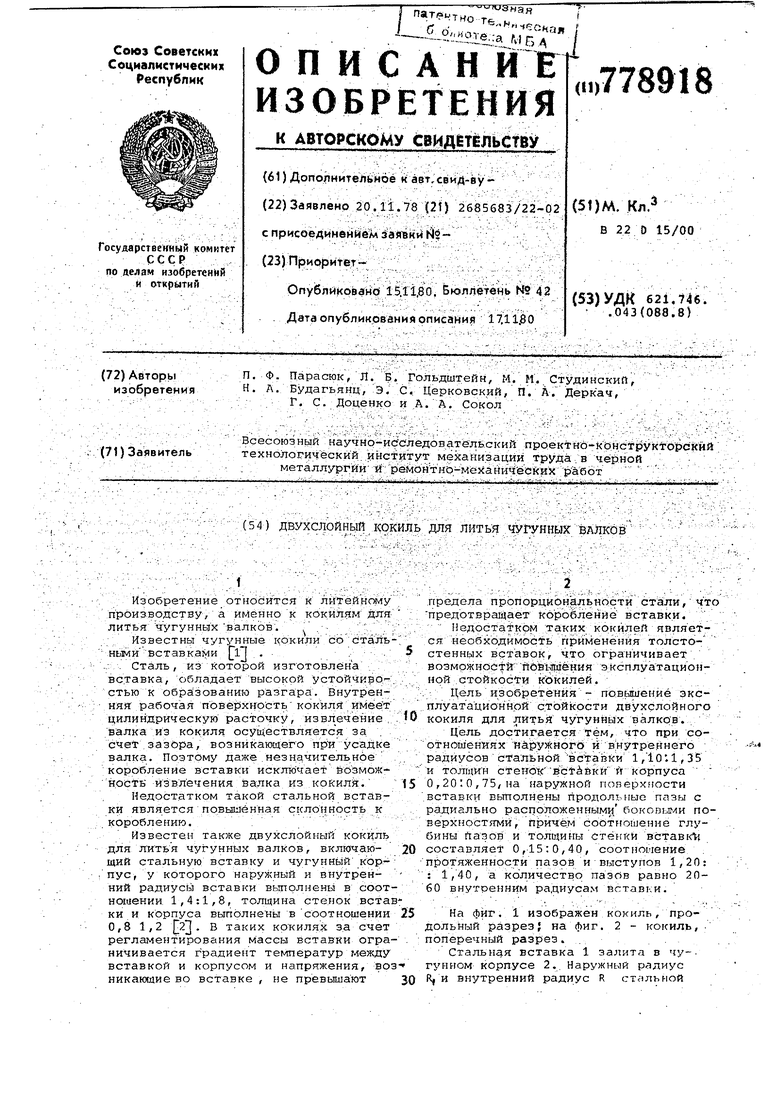
| название | год | авторы | номер документа |
|---|---|---|---|
| Кокиль для литья чугунных профилированных валков | 1980 |
|
SU884847A1 |
| Двухслойная изложница для отливки слитков | 1981 |
|
SU977103A1 |
| Кокиль для литья чугунных профилиро-ВАННыХ ВАлКОВ | 1979 |
|
SU829330A1 |
| Изложница для разливки стали | 1980 |
|
SU897389A1 |
| ЧУГУН ДЛЯ РАБОЧЕГО СЛОЯ МУКОМОЛЬНЫХ ВАЛКОВ | 1994 |
|
RU2075531C1 |
| СПОСОБ ЛИТЬЯ ДВУХСЛОЙНЫХ ЧУГУННЫХ ПРОКАТНЫХ ВАЛКОВ | 2004 |
|
RU2280534C2 |
| Форма для центробежного литья двухслойных чугунных валков | 1991 |
|
SU1787672A1 |
| ЧУГУН ДЛЯ ПРОКАТНЫХ ВАЛКОВ | 2001 |
|
RU2194790C1 |
| МНОГОСЛОЙНАЯ БРОНЕПРЕГРАДА (ВАРИАНТЫ) | 2008 |
|
RU2388986C2 |
| Форма для центробежного литья двухслойных чугунных валков | 1980 |
|
SU908499A1 |