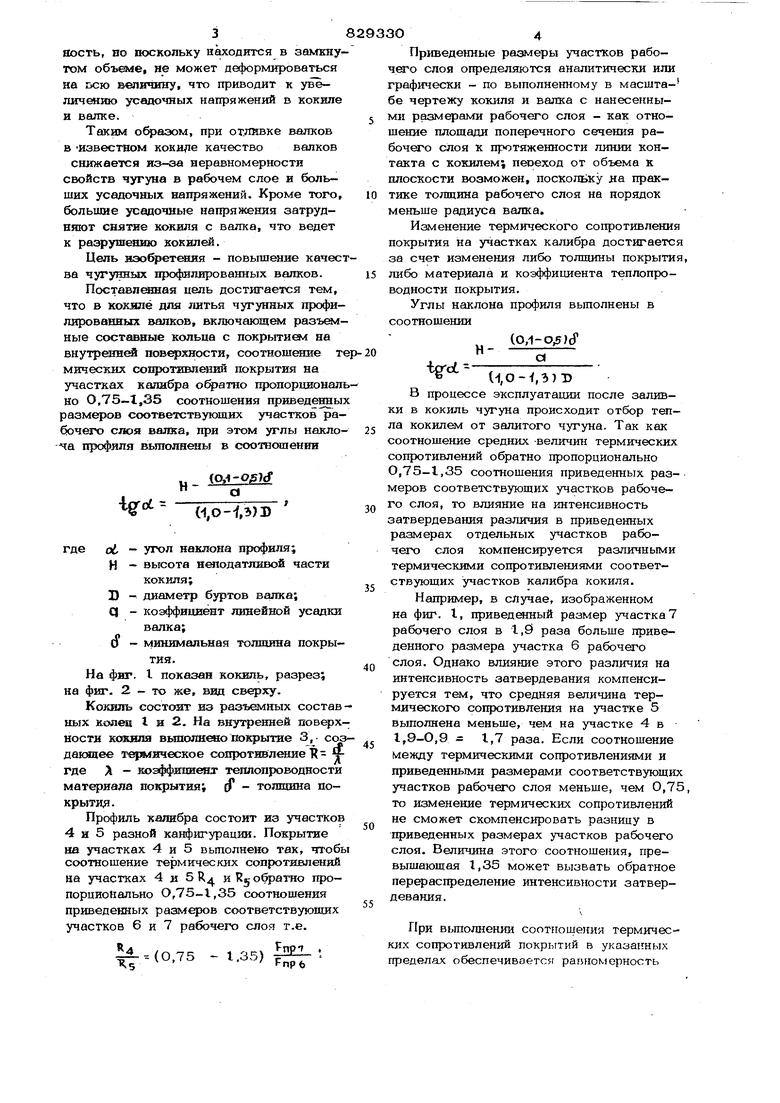
Яость, но поскольку находится в замкну том объеме, не может дефоркжроватъся на ьсю величину, что приводит к увеличению усадочных напряжений в кокиле и валке. Таким , при отливке валков в Известном кокиле качество валков снижается из-аа неравномерности свойств чугуна в рабочем слое н больших усадочных напряжений. Кроме того, большие усапочные напряжения затрудняют снятие кокиля с валка, что ведет к разрушению кокилей. Цель нэо ететшя - повышение качес ва чугузшых профилированных валжов. Поставленная цель достигается тем, что в кокялё для литья чугунных профилированных валков, включающем разъ&л ные составные кольца с покрытием на внутреаш й поверхности, соотношение т мическнх сопротзшлйшй покрытия на участках калибра офатно пропорционал но 0,75-1,35 соотношения приведеты размеров соответствующих участков рабочего слоя валка, при этом углы накло на профиля вьшолнены в соотвсмпенни (0,1-0)rf igrot-{1,0-f,3)D о - угол наклона профиля; Н - высота неподатливой части кокиля; D - диаметр буртов валка; Q - коэффициент линейной усадки О - минимальная толщина покрытия. На фнг. I показан кокиль, разрез; на фиг. 2 - то же, вдд сверху. Кокиль состоит из разъемных состав ных колец I и 2. На внутренней ности кокиля вьшолнеяо шжрытие 3, со дакяиее термическое сопротийление где Л - коэффиииенз теплопроводности материала покрытия; {f - толпшна покрытияПрофиль калибра состоит из участков 4 и 5 разной канфигурации. Покрытие на участках 4 и 5 вьтолнено так, чтоб соотношение термических сопротвовлений на участках 4 н 5 R и обратно пропорционально 0,75-1,35 соотношения приведенных размеров соответствующих участков 6 и 7 рабочего слоя т.е. -(07 - 1 ) Р- / Xj - РпРЬ Приведенные размеры участков рабочето слоя определяются аналитически или графически - по выполненному в масштабе чертежу кокиля и валка с нанесенными размерами рабочего слоя - как отношение площади поперечного сечения рабочего слоя к протяженности тшнии контакта с кокилем; пеоеход от объема к плоскости возможен, поскольку иа практике толщина рабочего слоя на порядок меньше радиуса валка. Изменение термического сопротивления покрытия на участках калибра достигается за счет изменения либо толщины покрытия, либо материала и коэффициента теплопроводности покрытия. УГЛЫ наклона профиля выполнены в соотношении (0,1-0)сГ ig-ct-U,0-Y,3)T в процессе эксплуатации после заливки в кокиль чугуна происходит отбор теп- ла кокилем от залитого чугуна. Так как соотношение средних -величин термических сопротивлений обратно пропорционально 0,75-1,35 соотношения приведенных размеров соответствующих участков рабочего слоя, то влияние на интенсивность затвердевания различия в приведенных размерах отдельных участков рабочего слоя компенсируется различными термическими сопротивлениями соответствующих участков калибра кокиля. Например, в случае, изображенном на фиг. I, приведенный размер участка 7 рабочего слоя в 1,9 раза больше приведенного размера участка 6 рабочего слоя. Однако влияние этого различия на интенсивность затвердевания компенсируется тем, что средняя величина термического сопротивления на участке 5 выполнена меньше, чем на участке 4 в 1,9-О,9 - 1,7 раза. Если соотношение между термическими сопротивлениями и приведенными размерами соответствующих участков рабочего слоя меньше, чем 0,75, то изменение термических сопротивлений не сможет скомпенсировать разницу в приведенных размерах участков рабочего слоя. Величина этого соотношения, превышающая 1,35 может вызвать обратное перераспределение интенсивности затвердевания. При вьшолнении соотношения термических сопротивлений покрытий в указа1 ных пределах обеспечивается рапномсрностЕ затвердевания, структуры и свойства различных участков калибра. В процессе затвердевания и охлаждения происходит усадка валка. Выполнение профиля в указанном соотношении ц. ()(f а ig-ct С1,о-1,г)т обеспечивает свободную ;осадку валка при коэффициенте торможения усадки {множитель при 3)), не превышающем 1,3, и деформашш покрытия (множитель при сГ не более, чем на 25%, что обеспечивает минимальные усадочные напряжения. Увеличение соотношения при увеличении значения множителей, приведенных в соотношении, вызывает возрастание усадочных напряжений, приводит к затруднениям при снятии кокилей с валков. Умень шение соотношения нерационально, поскол ку завышает припуски на механическую о работку валков. Таким образом, разработанный кокиль обеспечивает повышение качества в.алков за счет улучшения равномерности охлаждения и свойств чугуна по профилю калибр и снижения усадочных напряжений. Ожидаемый экономический эффект от улучше;ниякачества и повышения стойкости валков 2ОО, тыс. р. в год. 8 0 Формул а изобретения Кокиль для литья чугунных профилированных валков, содержащий разъемные составные кольца с покрытием на внутренней поверхности, отличающийс я тем, что, с целью повышения качества Ьалков, соотношение термических сопротивлений покрытия на участках калибра кокиля обратно пропорционально 0,75-1,35 соотношения гфиведенных размеров соответствукяцих участков .рабочего слоя валка, при этом углы наклона профиля вьгаолнены в соотношении н Coji-Q tf ig-dt1,0-1,, ТЭ oL - угол наклона профиля; п - высота неподатливой части кокиля; (У - минимальная толщина покры-коэффициент линейной усадки валка; -диаметр буртов валка. Источники информации, принятые во внимание при экспертизе I. Кривошеев А. Е. Литые валки.М., еталлургиздат, 1957. с, 221.

| название | год | авторы | номер документа |
|---|---|---|---|
| Кокиль для литья профилированных чугунных валков | 1976 |
|
SU620334A1 |
| Кокиль для литья чугунных профилированных валков | 1980 |
|
SU884847A1 |
| Кокиль для литья чугунных калиброванных валков | 1976 |
|
SU580944A1 |
| Способ отливки чугунных валков | 1968 |
|
SU550233A1 |
| Способ изготовления чугунных прокатных валков в кокилях | 1984 |
|
SU1256853A1 |
| Кокиль для литья чугунных калиброванных валков | 1987 |
|
SU1671406A1 |
| Способ отливки чугунных прокатных валков | 1981 |
|
SU1072990A1 |
| Литейная форма для получения чугунных валков | 1985 |
|
SU1360883A1 |
| Двухслойный кокиль для литья чугунных валков | 1978 |
|
SU778918A1 |
| ПРОКАТНЫХ ВАЛКОВ | 1970 |
|
SU279908A1 |
б 5 -г I / // / / ригЛ
