Изобретение относится к станко- . строению и может быть использовано на круглопшифовальных и внутришлифо- вальных станках с программным управлением, оснащенных ЭВМ.
Известно устройство для автоматического контроля размеров деталей при врезном шлифовании, содержащее измерительную головку с измерительным преобразователем и подключенным к нему вторичным преобразователем, соединенным с формирователями команд управления станком на изменение режима обработки и на отвод шлифовального круга, я также с дифференцирующей цепочкой, в которой аналоговый сигнал, пропор-. ционалысый скорости съема припуска,
формируется с помощью дифференцирующих звеньев.
Недостатком известного устройства является низкая точность определения скорости съема припуска, которая особенно падает при малой ее величине, из-за чувствительности к помехам аналоговых дифференцирующих звеньев. Устройство не может стыковаться с .устройствами СПУ типа ЭВМ, чем ограничиваются его функциональные возможности.
Известна также система активного контроля размеров и ре.-кнмл обработки детален при врезном гапифозднни, принятая за прототпп, содержащая измерн- (тельную головку с первичным нзмсричЈ tf
3
тс-.лып.1м щн оГ)ра:;он:ггеле i и по,1К. ным i. нему nTopiriH r-i прео),-лчо:;ате- л ч, к выходу КР ГО -шо л.-фплпелыю
П ИСоедИНЫП,: ф-jpi i .7 OR«Vi ЛИ Команд Н, 1
изменение ре:-: ;м; и па OT- ПпД ЬШПиЮВаЛЬЛОГО .РУГЛ , И ОЛОК ДПфФеренцирован Ля Д-гг, формпролачня сиг- ил па, пропорционального скорости съе- к,-1 припуска.
Недостатками данной сне темы является узкий диапазон измерения и малая точность определения скорости съема припуска, так как данный сигнал в аналоговой форме 6.р;.;;.-руетс к с ломогцыэ блока дифференцирования, особенно чувствительного к помехам. Кроме ТОРГ, система имеет ограличенш.гс функциональные возможности ввиду того, что она формирует аналоговый сигнал и не может стыковаться с устройствами программного управления станком на базе ЭВМ, а также не обеспечивает измерения абсолютных разг-серов в широком диапазоне, так как на страивается лишь на один ди-аметр и поэтому позволяет определить всего лп1чь текутцли припуск.,
Таким образом, известная система характеризуется ограниченными функциональными возможностями, следовательно, ее применение недостаточно эффективно..
I
Цель изобретения - расширение функциональных возможностей.
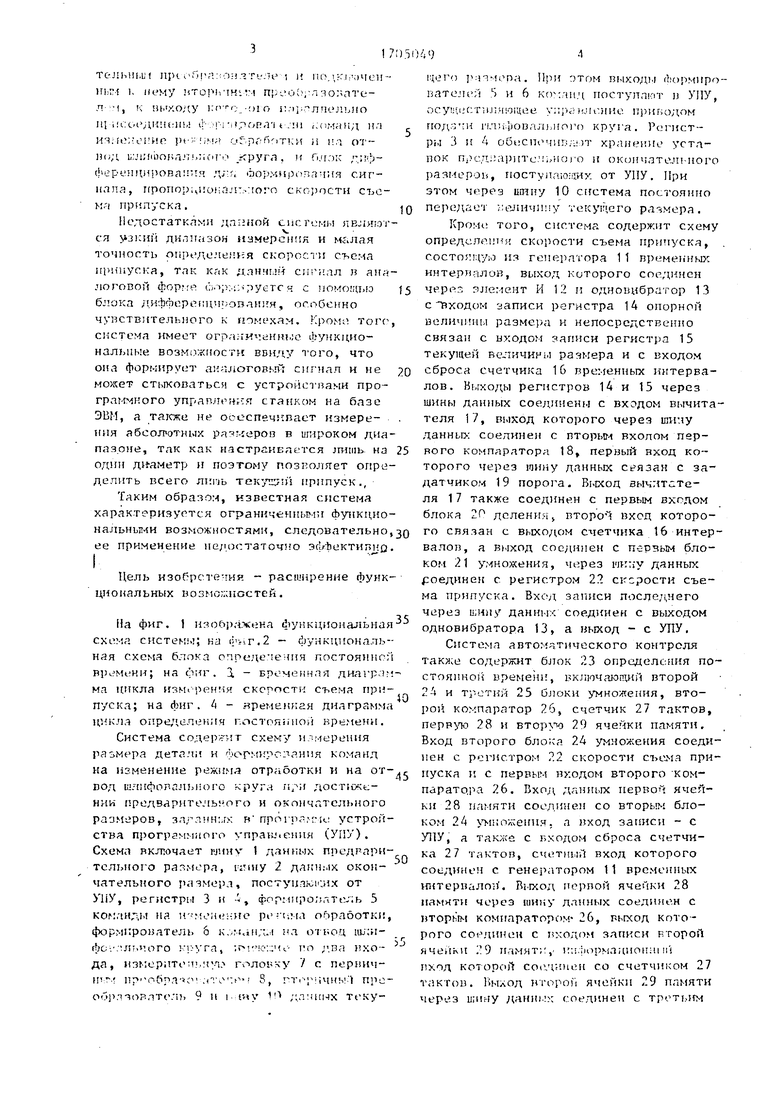
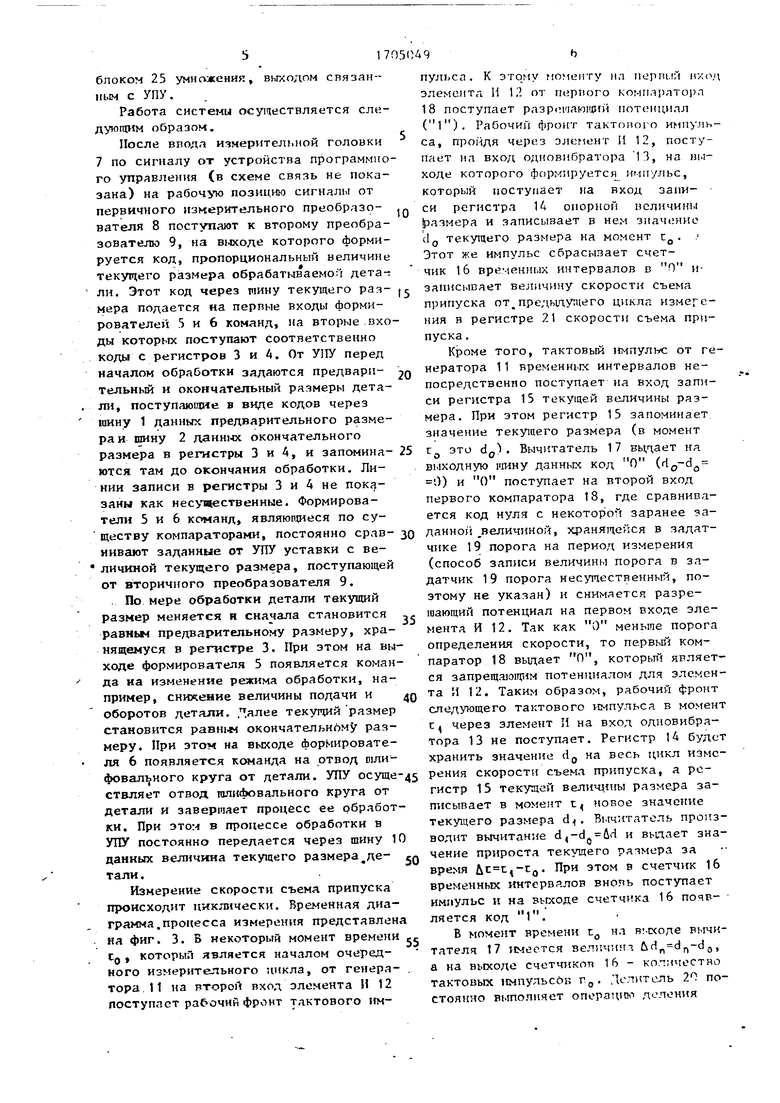
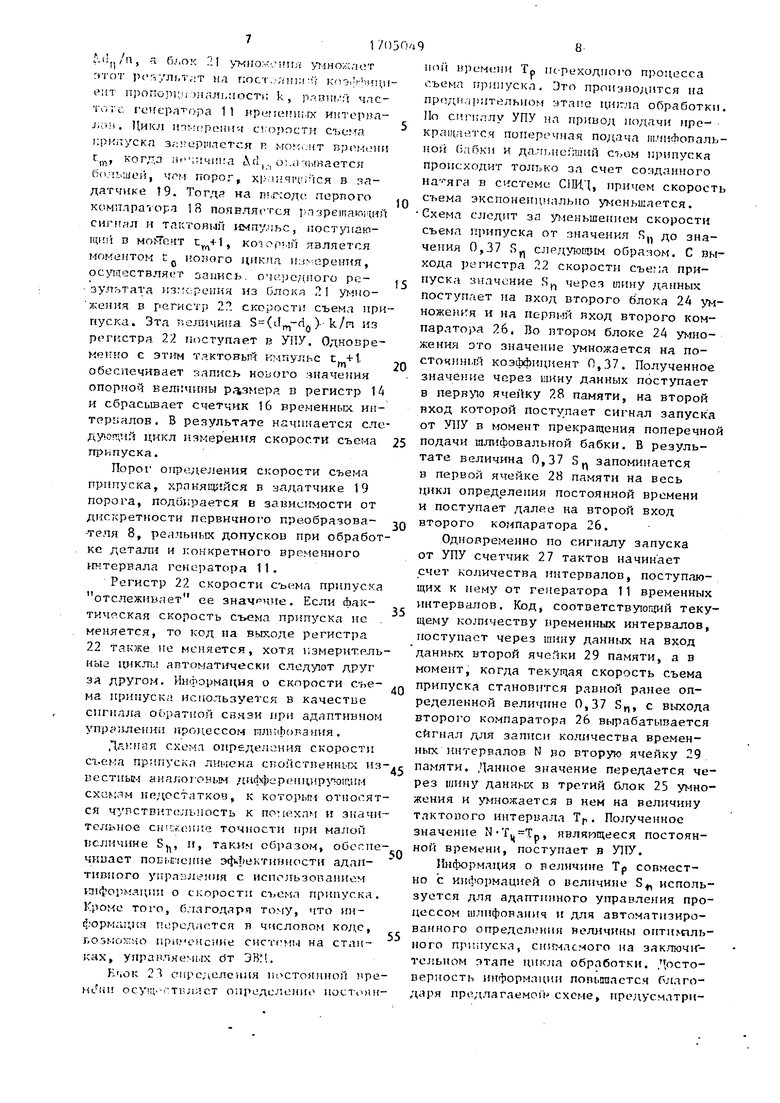
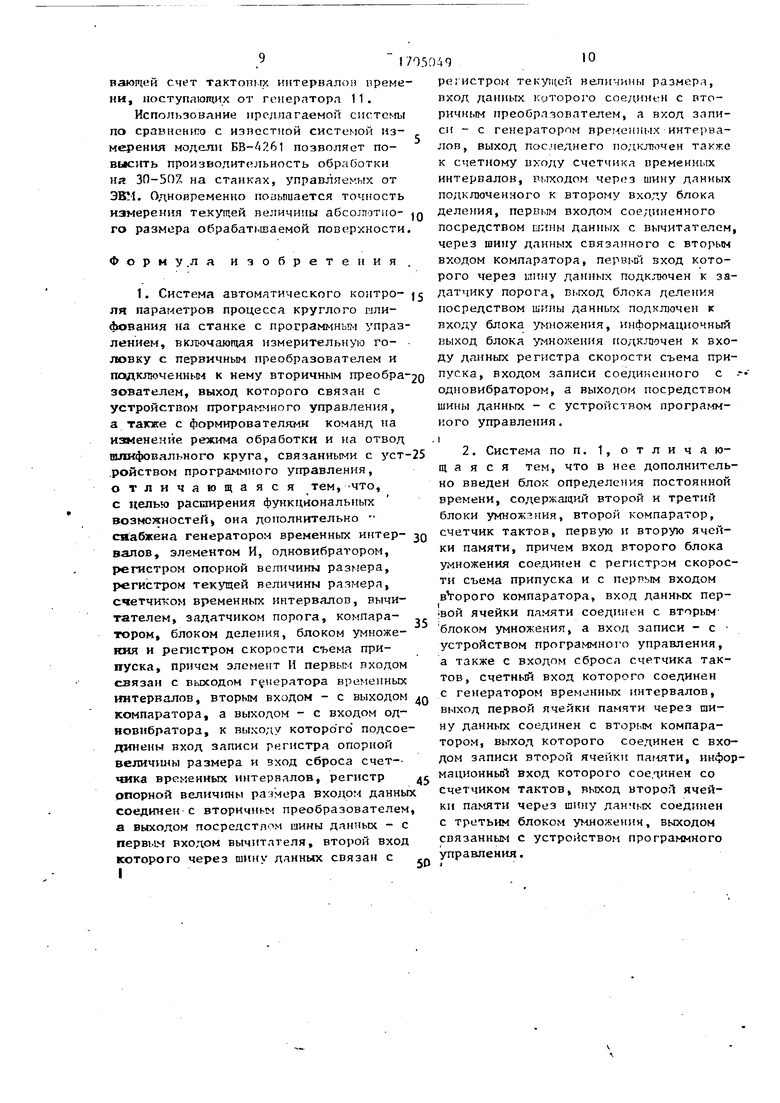
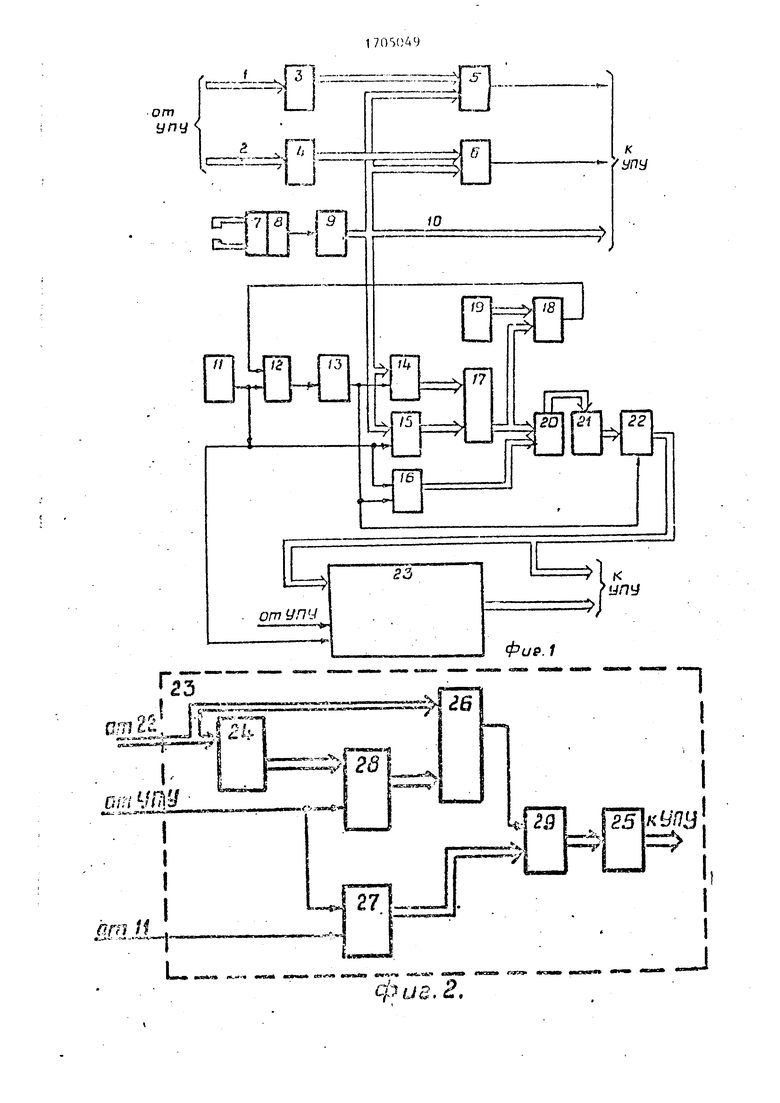
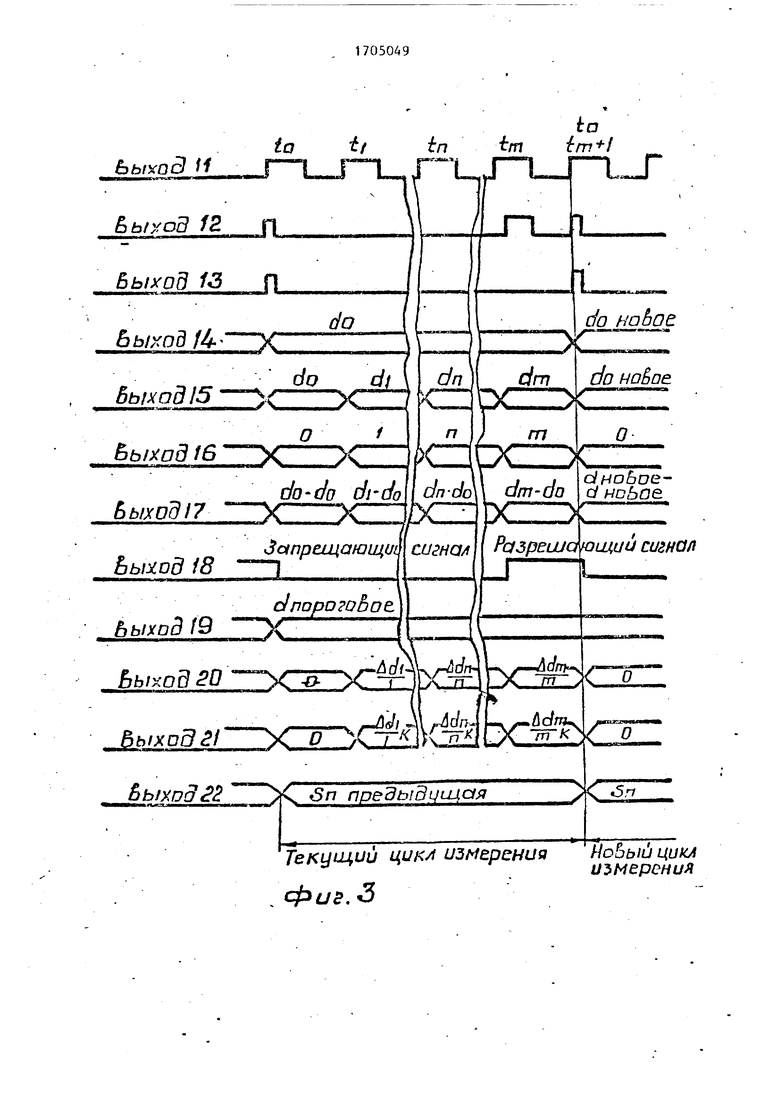
На фиг. 1 изотражена функциональная схема систем..;; на .2 - функциональная схема блока определения постоянной времени; на фиг. 3. - временная диаграмма цикла измерения скорости съема припуска; на фиг. 4 - временная диаграмма цикла определения постоянной времени.
Система содержит схему измерения размера детали и формирования команд на изменение режима отработки и на отвод шлифовального круга п,ли достижении предварительного и окончательного размеров, заданных в программ.: устройства программного управления (УНУ) . Схема включает мину 1 данных предварительного размера, им ну 2 данных окончательного размера, поступающих от УНУ, регистры 3 н , формирователь 5 команды на и мон«;-:ие ре-ч-.мл обработки, формирователь о к мандл на отьоц шлн- фС /..ого круга, .:.:1 г о два нхо- да, нзг-:ерите; .. глл голоьку 7 с первнч- iiw 11р о6рл с11--.что :ем 3, PTopjinHw t пре- оорлзовлте;п. 9 и I..IHV данных теку
5 0 5
о
,
0
0
|цего j n-iopa. При этом выход.| формирователей LJ и 6 команд поступают н УНУ, (:тил.Ч 01цее у;;р;: ил е.ние П)иг;одом подучи плнфовального круга. Регистры 3 и А обеспечивает хранение уста- пок предварительного и окончател -ного размероь, поступающих от УПУ. При этом через шииу 10 слгстема постоянно передает :еличп у текущего размера.
Кроме того, система содержит схему определения скорости съема припуска, состоящую из генератора 11 временных интерналов, выход которого соединен через элемент И 12 н одновибратор 13 с входом записи регистра 14 опорной величины размера и непосредственно связан с входом записи регистра 15 текущей величины размера и с входом сброса счетчика 16 временных интервалов. Выходы регистров 14 и 15 через шины данных соединены с входом вычита- теля 17, выход которого через ипглу данных соединен с вторым вхолом первого компаратора 18, первый нход которого через шину данных связан с за- датчиком 19 порога. Выход аычптсте- ля 17 также соединен с первым входом блока 20 деления, втором вход которого связан с выходом счетчика 16 интервалов, а выход соединен с первым блоком 21 умножения, через ши;;у данных роединен с регистром 22 сксрости съема припуска. Вход записи последнего через шину данных соединен с выходом одновибратора 13, а выход - с УПУ.
Система автоматического контроля также содержит блок 23 определения постоянной времени, включающий второй 2А и третий 25 блоки умножения, второй компаратор 26, счетчик 27 тактов, первую 28 и вторую 29 ячейки памяти. Вход второго блока 24 умножения соединен с регистром 22 скорости съема припуска и с первым входом второго компаратора 26. Вход данных первой ячейки 28 памяти соединен со вторым блоком 24 умножения, а вход записи - с УПУ, а также с входом сброса счетчика 27 тактов, сметный вход которого соединен с генератором 11 временных интервалов. Выход нерпой ячейки 28 памяти через шину данных соединен с нтормм компаратором- 26, выход которого соединен с входом записи второй ячейки 29 намят;:, информационный вход которой соелннен со счетчиком 27 тактов. Выход второй ячейки 29 памяти через шину данных соединен с третьим
317050
блоком 25 умножения, выходом связанным с УПУ.
Работа системы осуществляется сле- дуюгцим образом.
После ввода измерительной головки 7 по сигналу от устройства программного управления (в схеме связь не показана) на рабочую позицию сигналы от первичного измерительного преобразо- . вателя 8 поступают к второму преобразователю 9, на выходе которого формируется код, пропорциональный величине текущего размера обрабатываемой детали. Этот код через тину текущего раз- jr мера подается на первые входы формирователей 5 и 6 команд, на вторые входы которых поступают соответственно коды с регистров 3 и А. От У11У перед началом обработки задаются предвари- Q тельный и окончательный размеры дета- . ли, поступающее в виде кодов через шину 1 данных предварительного размера и шину 2 данных окончательного размера в регистры 3 и А, и запомина- 25 ются там до окончания обработки. Линии записи в регистры 3 и 4 не показаны как несущественные. Формирователи 5 и 6 команд, являющиеся по существу компараторами, постоянно срав- зо нивают заданные от УПУ уставки с ве личиной текущего размера, поступающей от вторичного преобразователя 9.
По мере обработки детали текущий размер меняется и сначала становится ,. равньм предварительному размеру, хранящемуся в регистре 3. При этом на выходе формирователя 5 появляется команда на изменение режима обработки, например, снижение величины подачи и до оборотов детали, .алее текущий размер становится равньм окончательному размеру. При этом на выходе формирователя 6 появляется команда на отвод шлифовального круга от детали. УПУ осуще-дз ствляет отвод шлифовального круга от детали и завершает процесс ее обработки. При этом в процессе обработки в УПУ постоянно перелается через шину 10 данных величина текущего размера,де- CQ тали.
Измерение скорости съема припуска происходит циклически. Временная диаграмма, процесса измерения представлена
на фиг. 3. В некоторый момент времени ,, С0 , который является началом очередного измерительного цикла, от генера- . тора 11 на второй вход элемента И 12 поступает рабочий фронт тактового им49h
пульса. К этому моменту на пер тли вход элемента И 12 от парного компаратора 18 поступает разрешающий потенциал (1). Рабочий фронт тактового импульса, пройдя через элемент И 12, поступает на вход одновибратора 13, на ны- ходе которого формируется импульс, который поступает на вход записи регистра 14 опорной нелнчины (размера и записывает в нем значение d0 текущего размера на момент с0 . .- Этот же импульс сбрасывает счетчик 16 временных интервалов в О и- записывает величину скорости съема припуска от предыдущего цикла измерения в регистре 21 скорости съема припуска .
Кроме того, тактовый импульс от генератора 11 временных интервалов непосредственно поступает на вход записи регистра 15 текущей величины размера. При этом регистр 15 запоминает значение текущего размера (в момент с0 это dQ). Вычитатель 17 выдает на выходную шину данных код О (1o-d0 0) и О поступает на второй вход первого компаратора 18, где сравнивается код нуля с некоторой заранее заданной величиной, хранящейся в задат- чике 19 порога на период измерения (способ записи величины порога в за- датчик 19 порога несущественный, поэтому не указан) и снимается разрешающий потенциал на первом входе элемента И 12. Так как О меньше порога определения скорости, то первый компаратор 18 выдает О, который является запрещающим потенциалом для элемента Я 12. Таким образом, рабочий фронт следующего тактового импульса в момент сi через элемент И на вход одновибратора 13 не поступает. Регистр 14 будет хранить значение на весь цикл измерения скорости съема припуска, а регистр 15 текущей величины размера записывает в момент t новое значение текущего размера d. Вычитатель производит вычитание d, и выдает значение прироста текущего размера за время ,-с0. При этом в счетчик 16 временник интервалов внонь поступает нмпульс и на выходе счетчика 16 появляется код 1.
В момент времени t0 на вмходе вмчн- тателя 17 имеется величина &dn dn-d0, а на выходе счетчиков 16 - колнчестно тактовых импульсов г0. Делитель 20 постоянно выполняет операцию деления
л
...()/n, а б.,ок 21 умно.чония умножает этот результат на постоям ими кпэ Мнщп ент пропори. юнал,:юстп k, равный частоте, генератора 11 временных интервалов. Цикл изт-геренич скорости съема припуска завершается п момент времени г(У1, когда ш ;:;чпка Лг1п оказывается большей, чем порог, хран.яршмся в за- датчике 19. Тогда на ш.г-:оде первого компаратора 18 появляется разрешающий сигнал и тактовый импульс, поступающий в момект сг„-Н , который является моментом ЕО нового цикла измерения, осуществляет запись, очередного ре- зультата измерения из блока 21 умно- жеиия в регистр 2. скорости съема припуска. Эта величина S( ) k/n из регистра 22 поступает в УПУ. Одновременно с этим тактовый кмпульс ст+ обеспечивает запись нового значения опорной величины размера в регистр 14 и сбрасывает счетчик 16 временных интервалов . В результате начинается сле
дующий цикл измерения скорости съема припуска.
Порог определения скорости съема припуска, хранящийся в задатчике 19 порога, подбирается в зависимости.от дискретности первичного преобразователя 8, реальных допусков при обработке детали и конкретного временного интервала генератора 11.
Регистр 22 скорости съема припуска отслеживает ее значение. Если фактическая скорость съема припуска не . меняется, то код на выходе регистра 22 также не меняется, хотя измерительные циклы автоматически следуют друг ЗА другом. Информация о скорости съема припуска используется в качестве сигнала обратной связи при адаптивном управлении процессом шлифования.
Данная схема определения скорости
0
5
0
5
0
35
40
ной времени Тр переходного процесса съема припуска. Это производится на предварительном этапе цшгла обработки. По сигналу УПУ на привод подачи прекращается поперечная подача шлифопаль- ной бабки и дальнейший съом припуска происходит только за счет созданного натяга в системе СПИД, причем скорость съема экспоненциально уменьшается. Схема следит за уменьшением скорости съема припуска от значения Я,., до значения 0,37 Sn следующим образом. С выхода регистра 22 скорости съела припуска значение Sn через шину данных поступает на вход второго блока 24 умножения и на первый вход второго компаратора 26. Во втором блоке 24 умножения это значение умножается на постоянный коэффициент 0,37. Полученное значение через шину данных поступает в первую ячейку 28 памяти, на второй вход которой поступает сигнал запуска от УПУ в момент прекращения поперечной подачи шлифовальной бабки. В результате величина 0,37 Sn запоминается в первой ячейке 28 памяти на весь цикл определения постоянной времени и поступает далее на второй вход второго компаратора 26.
Одновременно по сигналу запуска от УПУ счетчик 27 тактов начинает счет количества интервалов, поступающих к нему от генератора 11 временных интервалов. Код, соответствующий текущему количеству временных интервалов, поступает через шину данных на вход данных второй ячейки 29 памяти, а в момент, когда текущая скорость съема припуска становится равной ранее определенной величине 0,37 Sn, с выхода второго компаратора 26 вырабатывается сигнал для записи количества временных интервалов N ро вторую ячейку 29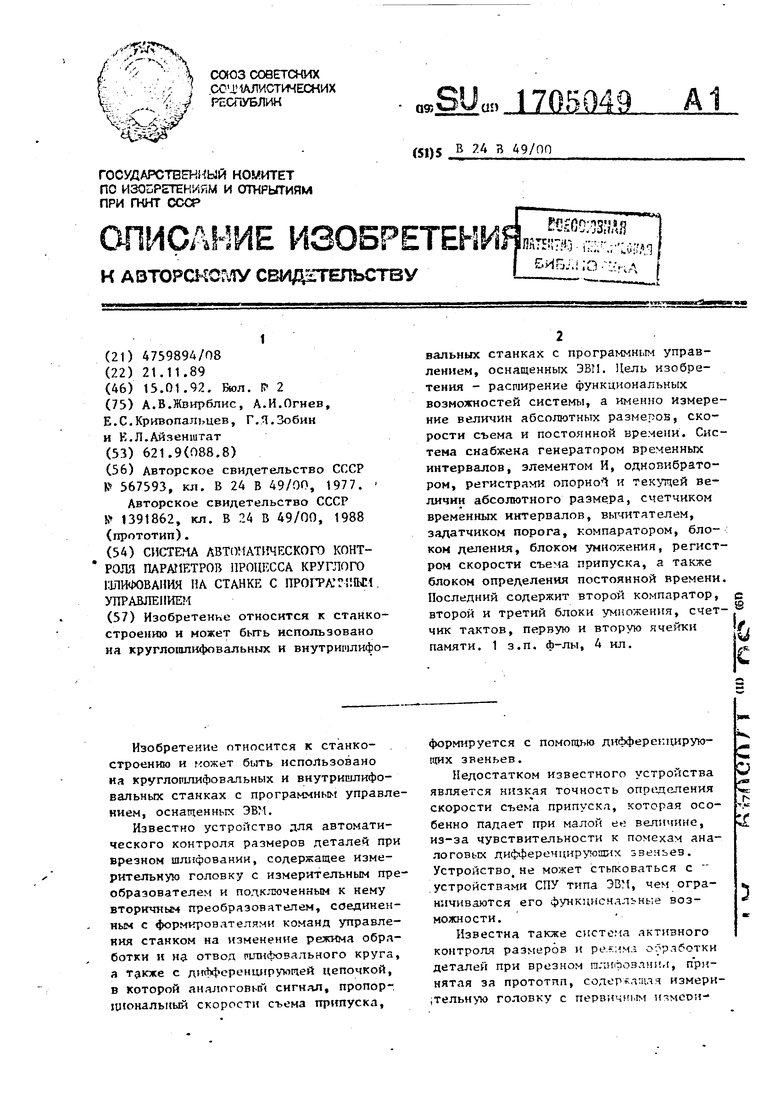
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство аналого-цифрового преобразования | 1981 |
|
SU1012435A1 |
| Цифровой коррелятор | 1983 |
|
SU1129621A1 |
| ИНФОРМАЦИОННО-АНАЛИТИЧЕСКАЯ СИСТЕМА ПРОГНОЗИРОВАНИЯ ЭКОНОМИЧЕСКИХ ПОКАЗАТЕЛЕЙ ПАССАЖИРСКИХ АВИАПЕРЕВОЗОК | 2005 |
|
RU2289160C1 |
| АДАПТИВНОЕ ЦИФРОВОЕ СГЛАЖИВАЮЩЕЕ И ПРОГНОЗИРУЮЩЕЕ УСТРОЙСТВО | 2016 |
|
RU2622852C1 |
| Устройство для отображения информации | 1986 |
|
SU1367009A1 |
| АВТОМАТИЗИРОВАННАЯ СИСТЕМА УПРАВЛЕНИЯ ПАССАЖИРСКИМИ АВИАПЕРЕВОЗКАМИ | 2005 |
|
RU2280281C1 |
| АДАПТИВНОЕ ЦИФРОВОЕ СГЛАЖИВАЮЩЕЕ И ПРОГНОЗИРУЮЩЕЕ УСТРОЙСТВО | 2016 |
|
RU2626338C1 |
| Анализатор сигнала тактовой синхронизации | 1990 |
|
SU1781834A2 |
| Устройство аналого-цифрового преобразования | 1982 |
|
SU1045378A1 |
| Устройство для воспроизведения функций | 1990 |
|
SU1709355A1 |
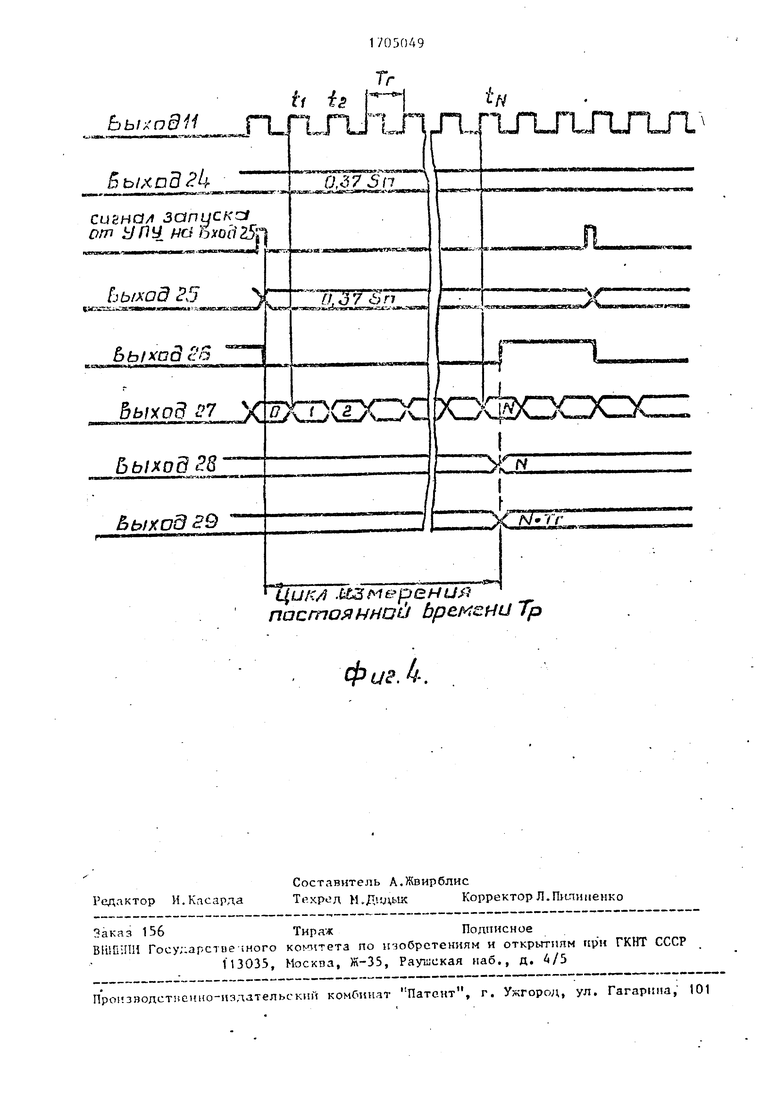
сг.ема припуска лишена свойственных памяти. Данное значение передается че- вестиым аналоговым дифференцирующим рез шину данных в третий блок 25 умно-
схемам недостатков, к которым относятся чувствительность к помехам и значительное снкяеине точности при малой величине Sh, и, таким образом, обеспечнваст повышение эффективности адаптивного управления с использованием информации о скорости съема припуска Кроме того, благодаря тому, что информация передастся в числовом коде, позмохтно применение системы на станках, управляемых dT ЭВМ..
К .ок 23 определения постоянной вре- nJtii ос.ущ - Г.твллст определение настоянжения и умножается в нем на величину тактового интервала Тг. По;гученное
значение , являющееся постоянной времени, поступает в УПУ.
Информация о величине Тр совместно с информацией о величине S используется для адаптивного управления процессом шлифования и для автоматизированного определения величины оптимального припуска, снимаемого на заключительном этапе цикла обработки. .Достоверность информации повышается благодаря предлагаемой схеме, иредусматри.у1 вающей счет тактовых интервалов преме ни, поступающих от генератора 11.
Использование предлагаемой системы по сравнению с известной системой измерения модели БВ-4261 позволяет повысить производительность обработки на ЗП-50% на станках, управляемых от ЭВМ. Однонременно повышается точность измерения текущей величины абсотаотно- го размера обрабатываемой поверхности
Форму.л а изобретения
49
10
регистром текущей величины размера, вход данных которого соединен с пто- ричным преобразователем, а вход записи - с генератором временных интервалов, выход последнего подключен также к счетному входу счетчика временных интервалов, выходом шину данных подключенного к второму входу блока деления, первым входом соединенного посредством шины данных с вычитателем через шину данных связанного с вторым входом компаратора, первый вход которого через шину данных подключен к за датчику порога, выход блока деления посредством шины данных подключен к входу блока умножения, информационный выход блока умножения подключен к входу данных регистра скорости съема припуска, входом записи соединенного с одновибратором, а выходом посредством шины данных - с устройством программного управления.
1
Г
2 зпф
шгю.-ы «
L
fiUFix
вг
&-
L
/ впф
I
ог
70
|
г/
У
б/
О
я
я
9
зпф
шгю.-ы « вяутмм we
fc.V V %fiKM
п
fiUfi О
ъ-4
|
№
С/
/
//
г
rU,
lЈ
га
Г1±Г
ши| г
fiufi шо
6vo,on
Выход
6btxodJ5 Выход 16
Ьыход17
Ьыход 18
do-do di-do L ffo
- w p MMMiMMwV va iHHK«n « v - н в шн нгаяг РШШВНЯВ Н Р В
Зстрещающш сигнал Разрешающий сигнал
-пII--s
dHobue- d HDboe.
d пороговое, Ьыход 9 -Х
. -ч
ЬыхоЗ 20 --у-р-у- ФВыхад SI
Ьыход22 Sn предыдущая
Текущий цик/t измерения фиг.З
dHobue- d HDboe.
im. т А
О
DC
т к
О
«5гГ
НоЪый цикл измерения
ЬыхпбН
и.-|- TI irjjri IMF
Тг b is М
JTJTJTJTT
5ь/хоЗ 4
Цик/l .(Ј3M&J3GHU&
постоянной ЬремЈНиТр
Фиг. ft-.
tw
ииггигл
| Устройство для автоматического контроля размеров деталей при врезном шлифовании | 1972 |
|
SU567593A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Самонастраивающаяся система активного контроля размеров и режима обработки деталей при врезном шлифовании | 1985 |
|
SU1391862A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
