Изобретение относится к ленточно-шлифовальным станкам, производящих обработку деталей с перемещением ленты перпендикулярно к плоскости ее вращения. Известен, способ сообщения вращающейся абразивной ленте движений, поперечных к плоскости ее вращения,при котором поперечное смещение ленты производят за счет силы ее натягжения, для чего наклоняют под углом к плоскости вращения ленты опорные цилиндрические ролики I. Для увеличения преодоления лентой сил сопротивления ее поперечному перемещению необходимо увеличить натяжение ленты, что понижает ее стойкость. Кроме того, поперечное движение ленты является практически неуправляемым, что сужает технологические возможности этого способа, связанные, например, с синхронизацией поперечных движений ленты с другими движениями в ленточно-шлифовальных станках. Известен также способ сообщения абразивной ленте поперечных движений, при котором ее смещение производится воздействием на боковой торец давления подвижного элемента, например, огибаемого лентой ролика или я елоба с бортами 2, Однако при воздействии на боковой торец вращающейся ленты роликом или желобом с бортами происходит быстрый износ контактирующих с торцом вращающейся ленты, перемещающих ее подвижных элементов и обтрепывание краев ленты, что резко снижает ее стойкость. Кроме того, при значительных силах сопротивления поперечному перемещению ленты этот способ практически оказывается неприемлемым, так как перемещающий ленту, подвижный элемент, воздействуя на ее торец, сминает ее и лента рвется. Цель изобретения - повыщение надежности поперечнУх перемещений ленты и расщирение технологических возможностей обработки при сохранении высокой стойкости ленты и перемещающих ее подвижных элементов. Поставленная цель достигается тем, что плоскость участка свободной ветви ленты, на который воздействуют давлением, располагают в месте его контакта с перемещающим элементом параллельно плоскости вращения ленты, для чего этот участок ветви ленты разворачивают на 90°.
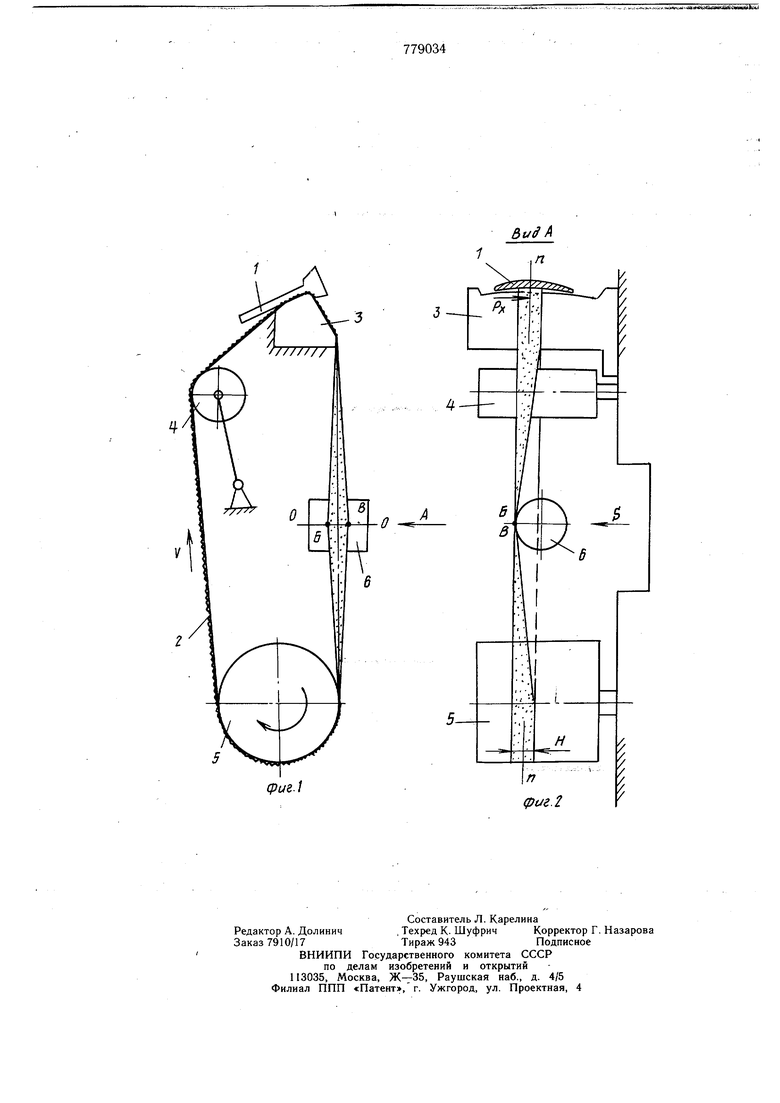
На фиг. 1 изображено устройство, реализующее предлагаемый способ; на фиг. 2 - вид А на фиг. 1.
Деталь 1 обрабатывают бесконечной абразивной лентой 2, огибающей контактный элемент 3 натяжной ролик 4, приводной шкив 5, сообщающий ей вращение со скоростью щлифования V, и подвижный элемент 6, сообщающий ленте поперечные к плоскости ее вращения пп движения S, для чего ему сообщают соответствующее перемещение S в направлении к плоскости вращения ленты.
В качестве подвижного элемента б может быть использован желобок или ролик с осью вращения О-О, закрепленные на известных механизмах.
Особенностью предлагаемого способа является то, что плоскость участка свободной ветви ленты, на который воздействуют давлением подвижного элемента 6, (фиг. 1) сечение Б-В ленты располагают в месте с перемещением элемента 6 параллельно плоскости вращения ленты пп (фиг. 2), для чего ветвь ленты разворачивают на 90° по отношению к плоскости вращения ленты пп. При этом подвижный элемент 6 давит при своем перемещении не на торец ленты, а на плоскость ее основы, что предохраняет ленту и сам подвижный элемент от быстрого износа, смятия и позволяет преодолеть практически любые силы сопротивления Рх (фиг. 2) поперечному смещению ленты в зоне обработки.
Если ленте необходимо сообщать возвратные поперечные движения, то в предлагаемом устройстве с противоположной стороны ветви ленты устанавливают второй подвижный элемент (ролик) или после смещения ленты в одну сторону разворачивают ее ветвь на 180°. Кроме того, возможна переустановка самого подвижного элемента на другую сторону ленты и т. п.
Предлагаемый способ целесообразно применять для относительно узких Лент, для которых отношение длины { ветви ленты 2, расположенной между опорными элементами 3 и 5 лентопротяжного механизма, к ширине ленты И не менЬще 10-15.
При меньших значениях этого отношения, разворачиваемый на 90° участок ленты, имеет большее натяжение боковых кромок (краев ленты), что приводит к снижению стойкости ленты.
Формула изобретения
Способ поперечных перемещений абразивной ленты, при котором на ветвь ленты воздействуют подвижным элементом, отличающийся тем, что, с целью расширения технологических возможностей путем повышения надежности поперечных перемещений, свободную ветвь ленты и взаимодействующий с ней подвижный элемент разворачивают на 90° в плоскости перпендикулярной направлению движения этой ветви, при этом подвижный элемент подают в направлении поперечных перемещений. Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 462706, кл. В 24 В 21/12, 1973.
2.Авторское свидетельство СССР № 534842, кл. В 24 В 21/18, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ поперечных перемещений абразивной ленты | 1979 |
|
SU994223A2 |
| Способ ленточного шлифования кромок пера лопаток и устройство для его осуществления | 1980 |
|
SU944883A1 |
| Устройство для ленточного шлифования | 1979 |
|
SU889397A1 |
| Ленточно-шлифовальный станок для обработки кромок пера лопаток | 1980 |
|
SU891366A1 |
| Ленточно-шлифовальный станок | 1979 |
|
SU865627A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU613887A1 |
| Ленточно-шлифовальное устройство | 1977 |
|
SU701774A1 |
| Ленточно-шлифовальный станок | 1977 |
|
SU704765A2 |
| Ленточно-шлифовальный станок | 1979 |
|
SU812534A1 |
| Устройство для натяжения ленты | 1981 |
|
SU982876A1 |