(54) ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КРОМОК ПЕРА ЛОПАТОК
I
Изобретение относится к станкостроению, в частности к шлифованию и полированию входных и выходных кромок пера лопаток.
Известен ленточно-шлифовальный станок для обработки входных и выходных кромок пера лопаток, содержащий лентопротяжный механизм и механизмы обкатки и подачи 1.
Однако механизмы обкатки и подачи имеют сложные кинематические связи, что снижает надежность работы станка. Кроме того, у станка невысокие технологические возможности - он не позволяет обрабатывать крупногабаритные лопатки, а вдоль кромки пера не обеспечивает требуемую геометрию.
Известен способ формообразования кромок пера лопаток движущейся бесконечной абразивной лентой, к свободной ветви которой поджимают обрабатываемую кромку детали, а с противоположной стороны кромки в зоне обработки поджимают вторую ветвь ленты, которую располагают рядом с первой под углом к ней, симметрично относительно оси, проходящей через верщину их пересечения, причем обоим ветвям абразивной ленты сообщают движение в направлении с пера на кромку, при этом всей ленте совместно с опорными элементами, на которых она установлена, сообщают возвратно-поступательные перемещения в плоскости ее вращения, которыми производят качания лопатки относительно ее продольной оси. Способ позволяет повысить производительность и качество скругления кромок пера лопаток.
Устройство для осуществления способа
Q содержит стол поперечной подачи, на котором расположен лентопротяжный механизм, ветви абразивной ленты которого в зоне обработки расположены под углом, симметрично относительно оси, проходящей через верщину их пересечения 2.
S Однако известное устройство не позволяет полностью обработать кромки пера на лопатках с полкой на величину, равную щирине абразивной ленты.
Кроме того, ветви абразивной ленты в зоне обработки не самоустанавливаются по
20 отнощению к обрабатываемой кромке, занимающей различные положения в пространстве вдоль пера, что сказывается на качестве ее скругления,так как в этом случае цолучается не плавное сопряжение обработанной новерхности вдоль кромки, т. е. получается поперечная огранка.
Недостатки устранимы при последующей обработке кромки вручную на операции полирования, что снижает производительность и качество обработки.
Цель изобретения - повышение производительности и качества обработки.
Поставленная цель достигается тем, что на столе поперечной подачи с возможностью поворота относительно указанной оси установлен поворотный стол, на кронштейне которого расположены: подвижная опора, содержащая закрепленный на ней гибкий элемент с устройством для его натяжения, а также подпружиненный рычаг, на котором установлены опорные ролики одной из ветвей абразивной ленты, причем подпружиненный рычаг и подвижная опора имеют общий привод.
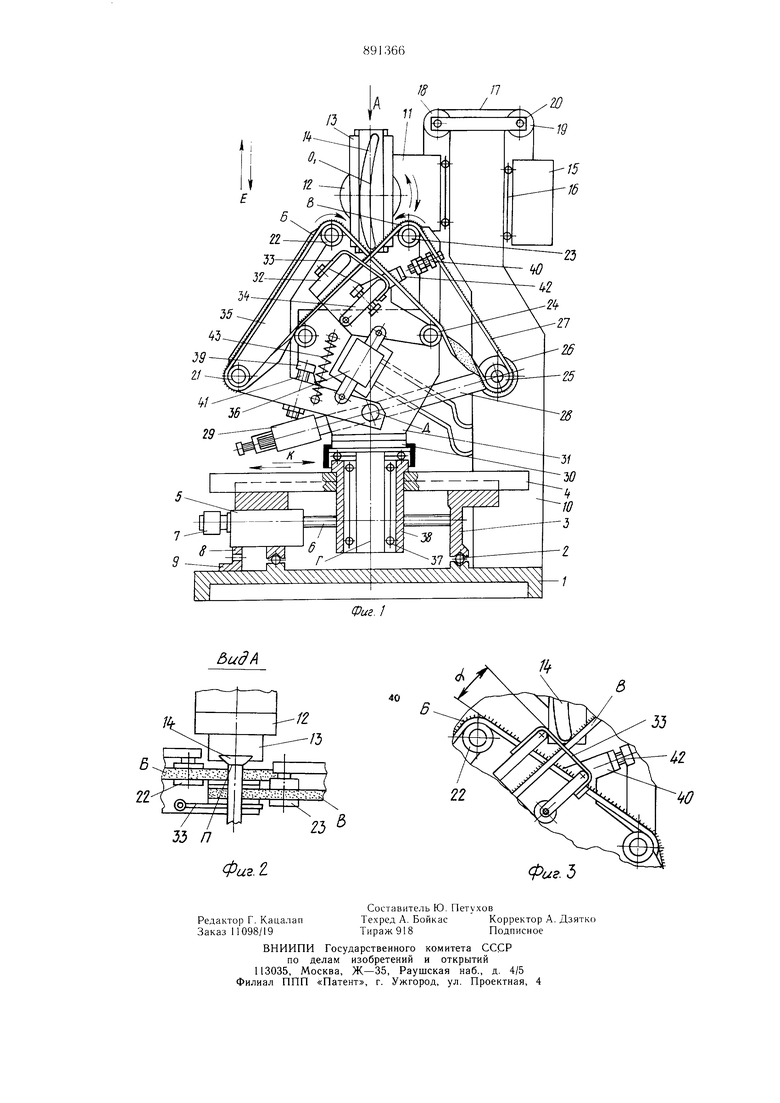
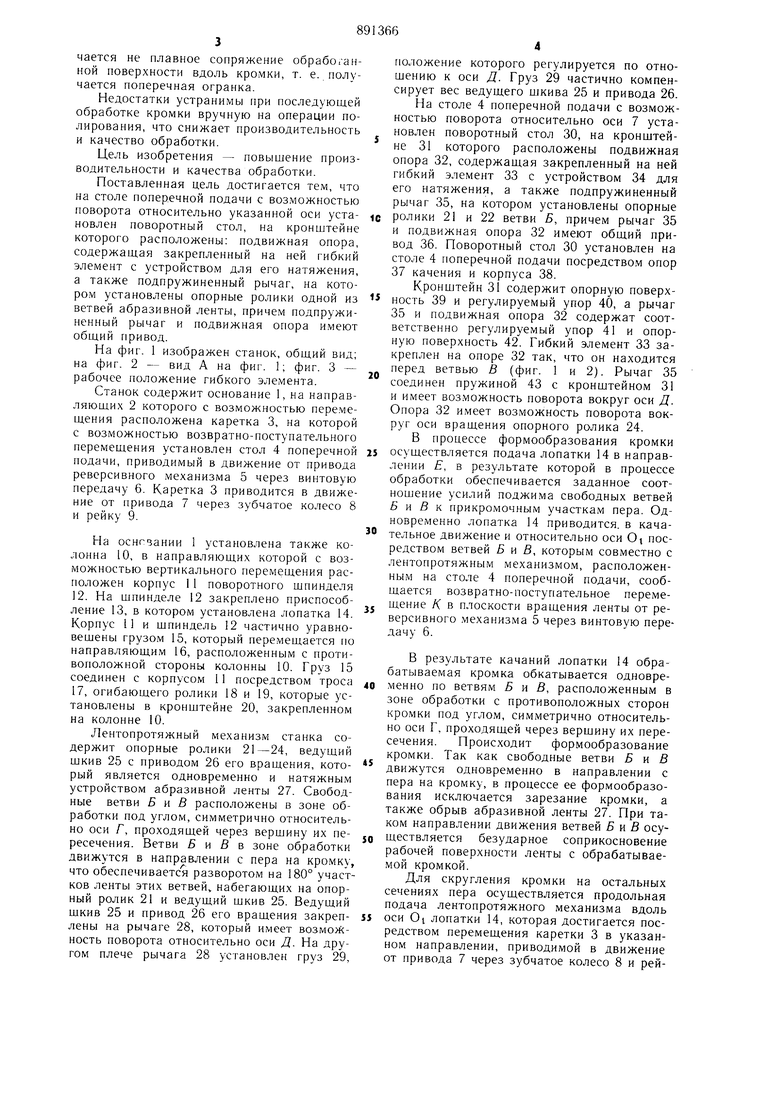
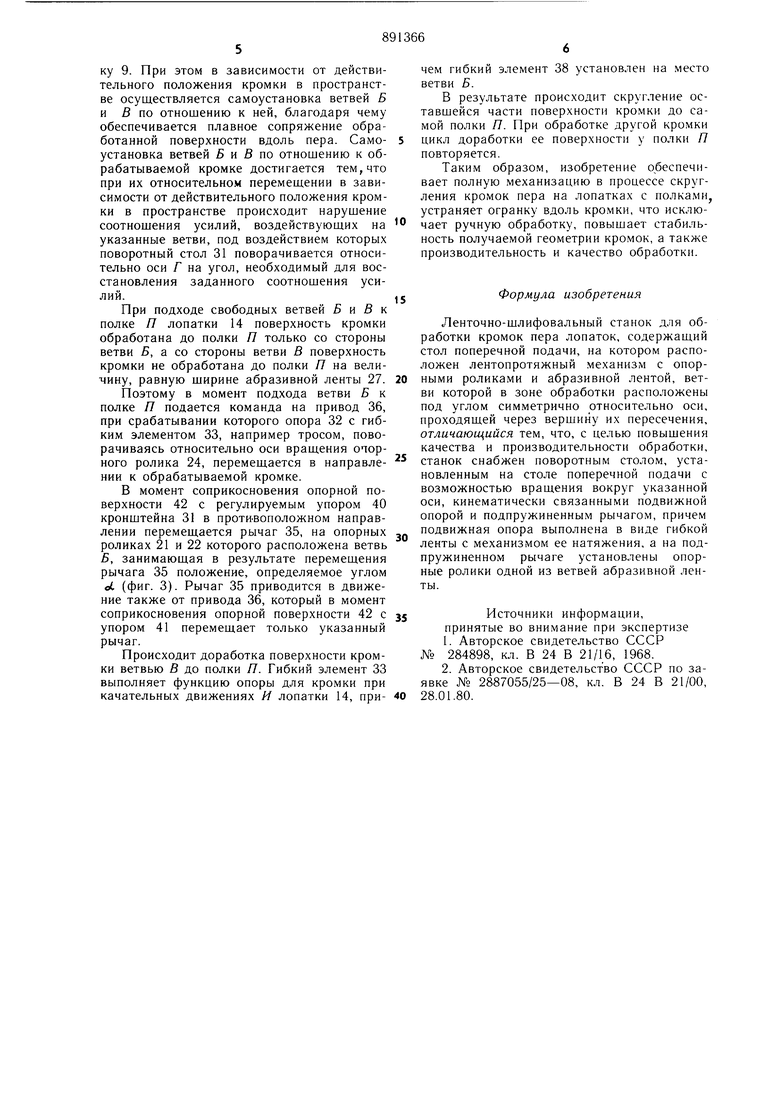
На фиг. 1 изображен станок, общий вид; на фиг. 2 - вид А на фиг. 1; фиг. 3 - рабочее положение гибкого элемента.
Станок содержит основание 1, на направляющих 2 которого с возможностью перемещения расположена каретка 3, на которой с возможностью возвратно-поступательного перемещения установлен стол 4 поперечной подачи, приводимый в движение от привода реверсивного механизма 5 через винтовую передачу 6. Каретка 3 приводится в движение от привода 7 через зубчатое колесо 8 и рейку 9.
На оснгвании 1 установлена также колонна 10, в направляющих которой с возможностью вертикального перемещения расположен корпус 11 поворотного шпинделя 12. На шпинделе 12 закреплено приспособление 13, в котором установлена лопатка 14. Корпус 11 и шпиндель 12 частично уравновешены грузом 15, который перемещается по направляющим 16, расположенным с противоположной стороны колонны 10. Груз 15 соединен с корпусом 11 посредством троса 17, огибающего ролики 18 и 19, которые установлены в кронштейне 20, закрепленном на колонне 10.
Лентопротяжный механизм станка содержит опорные ролики 21-24, ведущий шкив 25 с приводом 26 его вращения, который является одновременно и натяжным устройством абразивной ленты 27. Свободные ветви Б и В расположены в зоне обработки под углом, симметрично относительно оси Г, проходящей через верщину их пересечения. Ветви Б и fi в зоне обработки движутся в направлении с пера на кромку что обеспечивается разворотом на 180° участков ленты этих ветвей, набегающих на опорный ролик 21 и ведущий щкив 25. Ведущий щкив 25 и привод 26 его вращения закреплены на рычаге 28, который имеет возможность поворота относительно оси Д. На другом плече рычага 28 установлен груз 29,
положение которого регулируется по отнощению к оси Д. Груз 29 частично компенсирует вес ведущего шкива 25 и привода 26.
На столе 4 поперечной подачи с возможностью поворота относительно оси 7 установлен поворотный стол 30, на кронштейне 31 которого расположены подвижная опора 32, содержащая закрепленный на ней гибкий элемент 33 с устройством 34 для его натяжения, а также подпружиненный рычаг 35, на котором установлены опорные ролики 21 и 22 ветви Б, причем рычаг 35 и подвижная опора 32 имеют общий привод 36. Поворотный стол 30 установлен на столе 4 поперечной подачи посредством опор 37 качения и корпуса 38.
Кронштейн 31 содержит опорную поверхность 39 и регулируемый упор 40, а рычаг 35 и подвижная опора 32 содержат соответственно регулируемый упор 41 и опорную поверхность 42. Гибкий элемент 33 закреплен на опоре 32 так, что он находится перед ветвью В (фиг. 1 и 2). Рычаг 35 соединен пружиной 43 с кронштейном 31 и имеет воз.можность поворота вокруг оси Д. Опора 32 имеет возможность поворота вокруг оси вращения опорного ролика 24.
В процессе формообразования кромки осуществляется подача лопатки 14 в направлении Е, в результате которой в процессе обработки обеспечивается заданное соотнощение усилий поджима свободных ветвей 5 и В к прикромочным участкам пера. Одновременно лопатка 14 приводится, в качательное движение и относительно оси Oi посредством ветвей и В, которым совместно с лентопротяжным механизмом, расположенным на столе 4 поперечной подачи, сообщается возвратно-поступательное перемещение К в плоскости вращения ленты от реверсивного механизма 5 через винтовую передачу 6.
В результате качаний лопатки 14 обрабатываемая кромка обкатывается одновременно по ветвям Б я В, расположенным в зоне обработки с противоположных сторон кромки под углом, симметрично относительно оси Г, проходящей через вершину их пересечения. Происходит формообразование кромки. Так как свободные ветви Б и В движутся одновременно в направлении с пера на кромку, в процессе ее формообразования исключается зарезание кромки, а также обрыв абразивной ленты 27. При таком направлении движения ветвей Б и В осуществляется безударное соприкосновение рабочей поверхности ленты с обрабатываемой кромкой.
Для скругления кромки на остальных сечениях пера осуществляется продольная подача лентопротяжного механизма вдоль оси Oi лопатки 14, которая достигается посредством перемещения каретки 3 в указанном направлении, приводимой в движение от привода 7 через зубчатое колесо 8 и рейку 9. При этом в зависимости от действительного положения кромки в пространстве осуществляется самоустановка ветвей Б и б по отношению к ней, благодаря чему обеспечивается плавное сопряжение обработанной поверхности вдоль пера. Самоустановка ветвей Б и S по отношению к обрабатываемой кромке достигается тем, что при их относительном перемеш,ении в зависимости от действительного положения кромки в пространстве происходит нарушение соотношения усилий, воздействуюших на указанные ветви, под воздействием которых поворотный стол 31 поворачивается относительно оси Г на угол, необходимый для восстановления заданного соотношения усилий. При подходе свободных ветвей Б и S к полке Я лопатки 14 поверхность кромки обработана до полки Я только со стороны ветви Б, а со стороны ветви В поверхность кромки не обработана до полки Я на величину, равную ширине абразивной ленты 27. Поэтому в момент подхода ветви Б к полке Я подается команда на привод 36, при срабатывании которого опора 32 с гибким элементом 33, например тросом, поворачиваясь относительно оси вращения опорного ролика 24, перемещается в направлении к обрабатываемой кромке. В момент соприкосновения опорной поверхности 42 с регулируемым упором 40 кронштейна 31 в противоположном направлении перемещается рычаг 35, на опорных роликах 21 и 22 которого расположена ветвь Б, занимающая в результате перемещения рычага 35 положение, определяемое углом ot (фиг. 3). Рычаг 35 приводится в движение также от привода 36, который в момент соприкосновения опорной поверхности 42 с упором 41 перемещает только указанный рычаг. Происходит доработка поверхности кромки ветвью В до полки Я. Гибкий элемент 33 выполняет функцию опоры для кромки при качательных движениях И лопатки 14, причем гибкий элемент 38 установлен на место ветви Б. В результате происходит скругление оставшейся части поверхности кромки до самой полки Я. При обработке другой кромки цикл доработки ее поверхности у полки Я повторяется. Таким образом, изобретение обеспечивает полную механизацию в процессе скругления кромок пера на лопатках с полками, устраняет огранку вдоль кромки, что исключает ручную обработку, повышает стабильность получаемой геометрии кромок, а также производительность и качество обработки. Формула изобретения Ленточно-шлифовальный станок для обработки кромок пера лопаток, содержащий стол поперечной подачи, на котором расположен лентопротяжный механизм с опорными роликами и абразивной лентой, ветви которой в зоне обработки расположены под углом симметрично относительно оси, проходящей через вершину их пересечения, отличающийся тем, что, с целью повышения качества и производительности обработки, станок снабжен поворотным столом, установленным на столе поперечной подачи с возможностью вращения вокруг указанной оси, кинематически связанными подвижной опорой и подпружиненным рычагом, причем подвижная опора выполнена в виде гибкой ленты с механизмом ее натяжения, а на подпружиненном рычаге установлены опорные ролики одной из ветвей абразивной ленты. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 284898, кл. В 24 В 21/16, 1968. 2.Авторское свидетельство СССР по заявке № 2887055/25-08, кл. В 24 В 21/00, 28.01.80.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ленточного шлифования кромок пера лопаток и устройство для его осуществления | 1980 |
|
SU944883A1 |
| Шлифовальный станок | 1980 |
|
SU889398A1 |
| Ленточно-шлифовальный станок | 1980 |
|
SU942957A1 |
| Способ ленточного шлифования кромок пера лопаток и устройство для его осуществления | 1981 |
|
SU948631A1 |
| Ленточно-шлифовальный станок для обработки кромок пера лопаток | 1981 |
|
SU1004079A1 |
| Ленточно-шлифовальный станок для скругления кромок пера лопаток | 1980 |
|
SU872213A1 |
| Ленточношлифовальный станок для обработки кромок пера лопаток | 1981 |
|
SU986739A1 |
| Ленточно-шлифовальный станок | 1991 |
|
SU1797561A3 |
| Способ обработки кромок пера лопаток абразивной лентой | 1980 |
|
SU876384A1 |
| Копировальный станок | 1979 |
|
SU876383A2 |