.1 . - Изобретение относится к ленточно-шлифовальным стайкам,производя иим обработку деталей с перемещением ленты перпендикулярно к плоскости ее е вращения.
Известен способ сообщения абразивной ленте поперечных Движений, при котором ее смещение производят воздействием на ее боковой.торец давления - ц. подвижного элемента, например огибаемого лентой ролика или желобка с бортами 1.
При-, воздействии на боковой тррец вращаквдейся ленты роликом или желоб- |5 ком с бортами происходит быстрый износ контактирующих с торцом вращающейся ленты перемещающих ее подвижных злементов и обтрепывание краев ленты,- что резкоснижает ее стойкость. 20 Кроме того, при значительных силах сопротивления поперечному перемещению ленты этот способ практически оказывается неработоспособным, так как перемещающий ленту подвижный элемент, 25 воздействуя на ее торец, сминает её и она рвется при меньших силах, чети несмятая .лента. .
Эти недостатки устраняет наиболее близкий по технической сущности к 30
изобретению способ поперечных переСмещении абразивной ленты, при котором ее свободную ветвь и взаимодействующий, с ней подвижный элемент развс ачивают на 90 в плоскости, перпендикулярной направлению движения этой в.етви, а подвижный элемент подают в направлении поперечных перемеще ;- : НИИ 2. .
Недостатком известного способа является то, что для сообщения ленте возвратного поперечного перемещения в устройстве, реализующей cnbdo6j нужно с противоположной стороны ветвн .ленты устанавливать второй подвижный элемент, с которым лента взаимодействует абразивным покрытием, что приводит к быстрому его износу и дополнительному затуплению ленты, или же, в другсэм случае, после смещения ленты в одну сторону надо р1азворачиЕ1ать ее ветвь на 180° и устанавливать с доугой стороны перемещающего ее элемента. Для этого нужно остановить вращение ленты и отвести от неё об-рабатываемую деталь, что снижает производительность обработки.
Цель изобретения - повышение производительности путем обеспечения
возможности сообщения ленте возвратных поперечных движений одними и теми же элементами без переустановки ленты и без установки ее на роликах абразивным покрытием к их осям.
Поставленная цель достигается тем, что участки ленты, разделенные перемещающими ее подвижными контактами элементами, располагают во взаимноперпендикулярных плоскостях при среднем относительно величины поперечных перемещений ленты ее положейии, причем возвратные поперечные перемещения ленты осуществляют силой ее натяжения, которую прикладывают на участке ленты, противоположном ее части, расположенной между перемещающими ее роликами и контактным элементом.
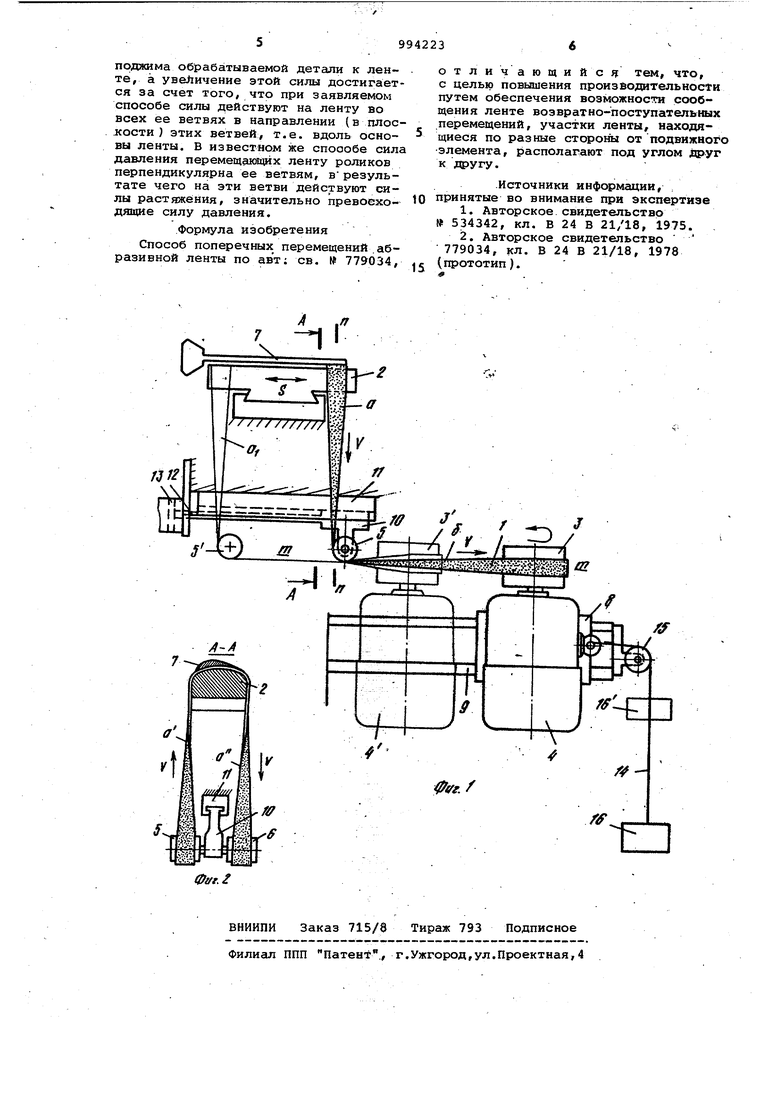
На фиг. 1 элементы у-стройства, реализующего способ, изображены в плоскости поперечного перемещения ленты; на фиг. 2 представлено сечение А-А на фиг; 1.
Бесконечную абразивную ленту 1 устанавливают на контактном .копире 2, приводном шкиве 3, закрепленном на валу электродвигателя 4, и подвижными элементами, выполненными в виде роликов 5 и б, сообщают ей поперечные движения S по контактному копиру 2, с помощью которого обрабатывают деталь 7.
Электродвигатель установлен на салазках 8, имеющих возможность совершать поперечные движения в направ ляющих 9 корпуса (станины ; устройства.
Сообщающие ленте поперечные перемещения ролики 5 и 6 установлены на ползуне 10, имеющем возможность перемещаться в направляющих 11, например, под действием штока 12 силового пневмо- или гидроцилиндра 13, закрепленного на станине.
На электродвигателе закреплен гибкий элемент i трос) 14, пегрекинутый через ролик 15, ось которого закреплена на станине или направляющих 9. Трос 14 снабжен грузом 16, который сообщает Натяжение абразивной ленте за счет своего веса.
Отличительной особенностью заявляемого способа является то, что участки ленты а и 5 , разделенные перемещающими ее роликами 5 и б на 1асти, заключенные, с одной стороны, между контактным копиром 2 и роликами и, с другой.стороны, между теми же роликами и приводным шкивом 3, располагают во взаимно перпендикулярных плос костях hn и mm при среднем относительно величины поперечных .перемещений ленты ее положении (в процессе работы из-за сопротивления перемеще нию ленты в зоне обработки участок . q ленты может отставать от роликов
5 и 6, в результате чего его плофкость вращения nh будет неперпен икулярна плоскости mm вращения ykacTка В ленты ).;
При работе устройства, реализующего способ, вращается абразивна лента, обрабатываемая деталь 7. оперечные перемещения участка с« из одного крайнего положения Ф в другое крайнее положение а (изо ражено пунктиром на фиг. 1) осущес гвляют роликами 5 и б, для чего их Bij ecте с ползуном 10 смещают с помощ| ю силового цилиндра 13 в направляющих 11 в положение 5. Электродвигатель при этом участком б ленты смещае ся в направляющих 9 из положенля 4 j в положение 4, поднимая груз l6j в положение 16. При обратном движении роликов 5 и б из положения 5 в Доходное положение 5 они уже могут сообщать участку а ленты попереч вле перемещения, так как не оказывают давления на него.;
Отличительной особенностью настоящего способа является и то, что возвратное поперечное перемещений . ленты из положения «-, в положение tS осуществляют силой натяжения, |;оздаваемой грузом 16, который, опуркаясь из-положения 16 в положение- 16, тянет, за собой электродвигатель ,: а вместе с ним и приводной шкив из положения 3 в положение 3. Шкив натягивает участок ленты б, который В свою очередь передает силу на ролики 5 и б. Таким образом, при смещении роликов из положения 5 в положение 5, т.е., возвратное поперечйое движение ленты из положения «ч- в положение 0 осуществляют под действием силы натяжения, которую приклады ают на участке ленты б, противоположном ее части ot, расположенной между йеремещающими ее роликами 5 иБи контактным элементом 2.
Ветви а и а (фиг. 2)участка ленты о, как и в известном способе, разворачивают на угол 90°, чтобы они касались роликов 5 и б тыльной сфороной, не имеющей абразива. того, в отличие -ОТ известного спфсоба, ленту на роликах 5 и б изгибают в среднем положении на 90°, в рефультате чего ее части а и б вращаютфя во взаимно перпендикулярных плоскостях tin и mm.
Настоящий способ исследован экспериментально, в результате чего ус|;та-г новлено, что повышение производительности обработки в 1,5 - 1,8 раза |осуществляется не только за счет тойо, что автоматизировано бозвратное lio.перечное перемещение ленты, но п6 сравнению с известным способом и ;за счет того, что заявляемый способ позволяет значительно увеличить силу
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ поперечных перемещений абразивной ленты | 1978 |
|
SU779034A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU613887A1 |
| Ленточно-шлифовальный станок для обработки пера лопаток | 1977 |
|
SU745656A1 |
| Способ ленточного шлифования кромок пера лопаток и устройство для его осуществления | 1981 |
|
SU948631A1 |
| Способ ленточного шлифования кромок пера лопаток и устройство для его осуществления | 1980 |
|
SU944883A1 |
| Устройство для сообщения абразивной ленте поперечных к плоскости ее вращения перемещений | 1978 |
|
SU683887A1 |
| Ленточно-шлифовальный станок | 1980 |
|
SU942957A1 |
| Ленточно-шлифовальный станок | 1977 |
|
SU663561A1 |
| Способ шлифования сложнопрофильных изделий | 1981 |
|
SU965733A1 |
| Способ ленточного шлифования и лен-ТОчНОшлифОВАльНый CTAHOK | 1976 |
|
SU831567A1 |
