1
Изобретение относится к абразивной обработке изделий с использованием энергии магнитного поля.
Известен способ абразивной обработки изделий, при котором изделие за- 5 крепляют в магнитном поле между полюсными наконечниками электромагнита с зазором и сообщают.ему вращательное и осциллирующее вдоль оси движения. Съем материала происходит в резуль- « тате силового воздействия зерен абразивного порошка на повехность изделия и указанных относительных движений. При этом порошок должен .обладать как абразивныг 1и, так и магнитными свой- 15 ствами, так как в роли связки магнитно-абразивных зерен порошка используют магнитное поле, которое-обладает упругими силами воздействия на единичные зерна. Этисилы удерживают 20 зерна в рабочем зазоре, прижимают их к поверхности обрабатываемого издет ЛИЯ и производят резание. Степень упругости связки регулируют изменением напряженности магнитного поля 25
И..
Недостатком способа является невозможность его внедрения в широких промышленных масштабах из-за высокой стоимости и низких эксплуатационных 30
характеристик магнитно-абразивных порошков, которые зависят от микротвердости и прочности соединения ферромагнитной и абразивной составляющих материалов порошка, а также гранулометрического состава, формы частиц и технологии изготовлени магнитно-абразивных порЪшков.
Цель изобретения - повышение работоспособности и снижение стоимости абразивного материала Порошка.
Поставленная цель достигается тем, что энергией магнитного поля создают жестко-эластичную оболочку из ферромагнитного порошка в заз9ре между полюсным наконечником и поверхностью обрабатУваёмого изделия, которую располагают по периметру полюсных наконечников электромагнита, а внутрь ; йтой оболочки под давлением подают немагнитный абразивный порошок.
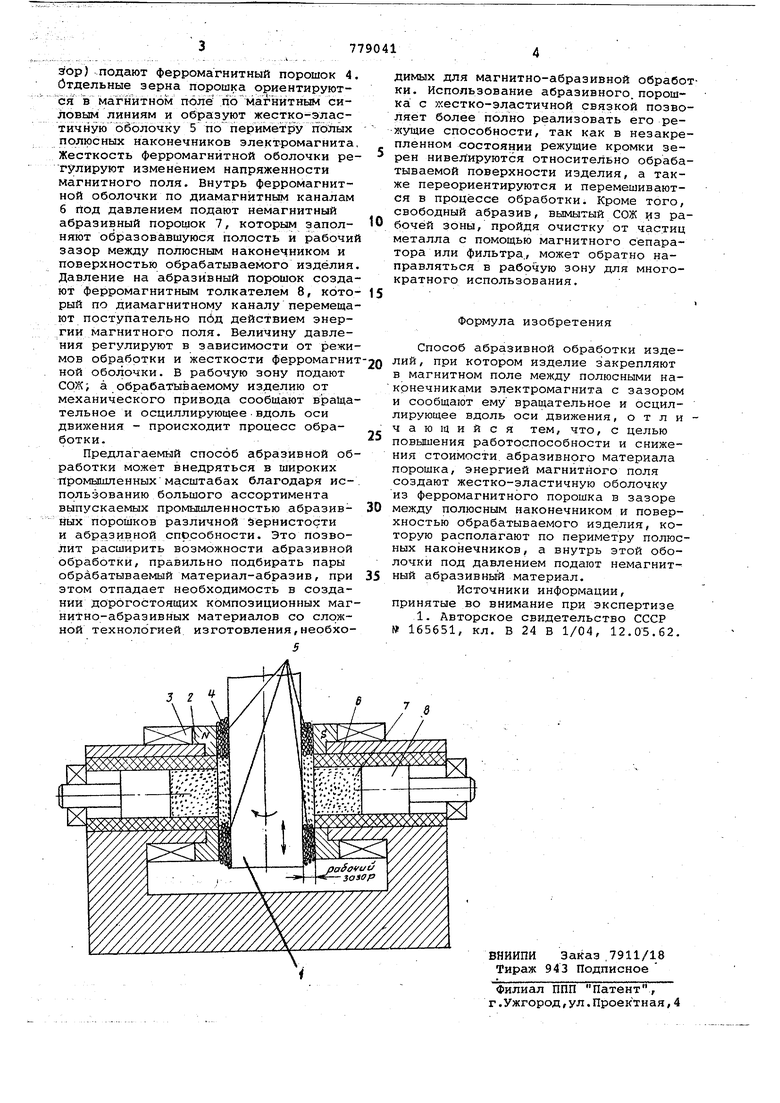
На чертеже приведена схема устройства, реализующего предлагаемый способ.
Обрабатываемре изйелие 1 закрепляют между полыми полюсными наконечниками 2 электромагнита 3 с некоторым зазором. Включают электромагнит и в зазор между поверхностью изделия и полисными наконечниками (рабочий за
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для абразивной обработки в магнитном поле | 1982 |
|
SU1196235A1 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ АБРАЗИВНОЙ ОБРАБОТКИ | 1973 |
|
SU396254A1 |
| Способ магнитно-абразивной обработки | 1988 |
|
SU1537486A1 |
| Способ магнитно-абразивной обработки | 1977 |
|
SU992173A1 |
| Устройство для объемной полировки деталей | 1987 |
|
SU1558648A1 |
| Устройство для магнитно-абразивной обработки деталей типа тел вращения | 1986 |
|
SU1342705A1 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ ОБРАБОТКИПОВЕРХНОСТЕЙ ЗАГОТОВОКФЕРРОМАГНИТНЫМИ ПОРОШКАМИ В МАГНИТНОМПОЛЕ | 1972 |
|
SU428928A1 |
| Устройство для магнитно-абразивной обработки | 1979 |
|
SU931414A1 |
| Способ магнитно-абразивной обработки | 1988 |
|
SU1585124A1 |
| Устройство для магнитно-абразивной обработки | 1991 |
|
SU1816665A1 |
