Изобретение относится к станкостроению и может быть использовано для полирования ферропорошками в магнитном поле наружных поверхностей тел вращения.
Целью изобретения является упрощение конструкции и повышение компактности устройства, а также повышение качества обработки..
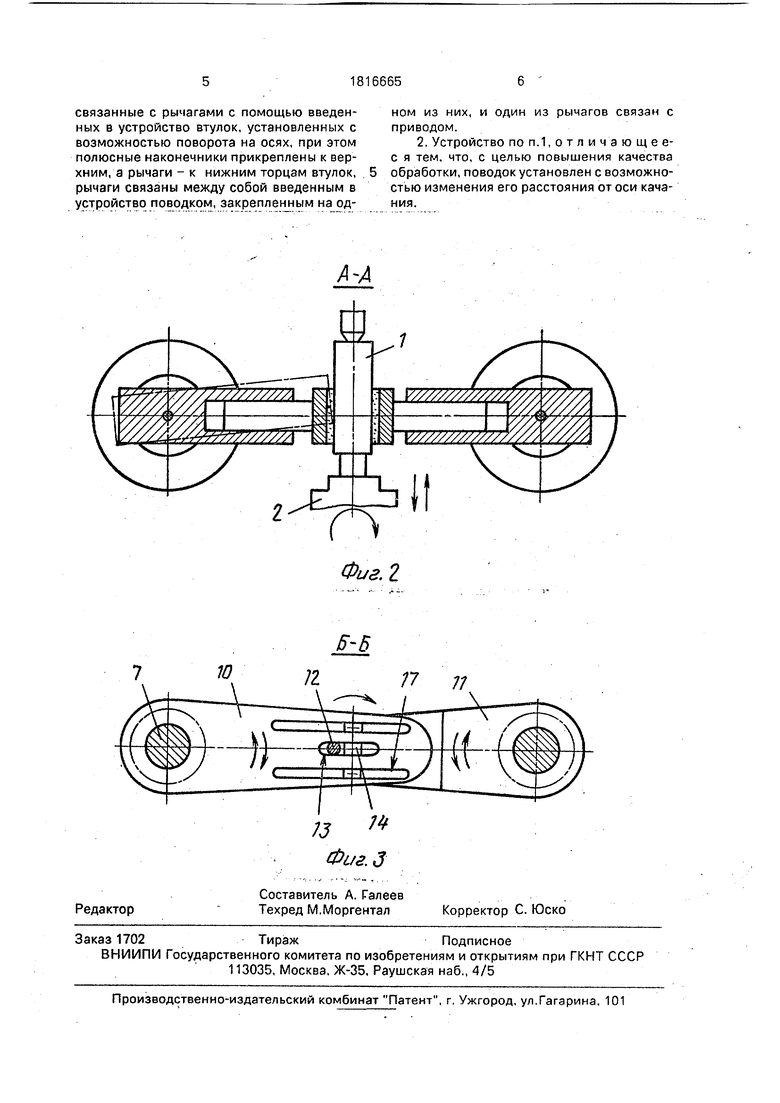
На фиг.1 показано устройство, общий вид; на фиг.2 - разрез А-А на фиг. 1; на фиг.З
- разрез Б-Б на фиг.1,, ...
Устройство для обработки детали состоит из механизма 2 вращения, в котором за- креплёна обрабатываемая деталь 1, электромагнитной системы с магнитопрово- дом 3, электромагнитами 4, полюсными наконечниками, состоящими из постоянной подвижной части 5 и сменного наконечника (полюсника) 6. На выполненных цилиндрическими концах 7 магнитопровода 3 установлены втулки 8, к одному из торцов которых жестко прикреплены полюсные наконечники 5.
Устройство также содержит механизм привода 9 качательного осциллирующего движения полюсных наконечников и рычаги 10 и 11, жестко прикрепленные к другому торцу втулок 8 и кинематически связывающие полюсные наконечники 5 и механизм привода 9. Цилиндрические концы 7 магнитопровода 3 расположены в плоскости вращения детали 1 и выполняют функции оси поворота (качания) полюсных наконечников 5 и 6 (совместно с втулками 8) вдоль продольной оси детали 1. Привод 9 качательного движения полюсных наконечников выполнен, например, в виде эксцентрикового механизма, палец 12 которого входит в продольный паз 13 рычага 10. Рычаги 10 и 11 кинематически связаны между собой жестко закрепленным, например, на рычаге 10 поводком 14, палец 15 которого входит в продольный паз 16 рычага 11. Положение поводка 14 на рычаге 10 можно изменить, используя, например, пазы 17. При малой массе полюсных наконечников они могут быть дополнительно связаны с магнитопро- водом 3, например, стойками 18, соосными с цилиндрическими концами 7 магнитопровода, посредством пружины 19, обеспечивающих контакт между полюсными наконечниками 5 и магнитопроводом 3. Для установки детали 1 сменные наконечники 6 имеют возможность перемещения в плоскости, перпендикулярной оси детали 1 (привод не показан), При установке детали наконечники 6 разводят, а после установки
- сводят до образования между поверхностью детали и полюсными наконечниками 6 необходимого рабочего зазора.
Устройство работает следующим образом.
В рабочие зазоры между полюсными наконечниками 6 и обрабатываемой поверхностью изделия 1 засыпают ферромагнит- ио-абразивный порошок, подают напряжение на электромагниты 4 магнитной системы и включают механизмы 2 вращения детали 1 и привод 9 качательного
движения (осцилляции). Колебания рычага 10 посредством поводка 14 с пальцем 15 и паза 16 сообщаются рычагу 11 и далее посредством втулок 8 полюсным наконечникам 5 и 6. Полюсные наконечники 6 будут ,
5 совершать качатёльные движения продольной оси обрабатываемого изделия. При этом зерна порошка, удерживаясь в зазорах силами магнитного поля, интенсивно перемешиваются, заставляя непрерывно
0 вступать в работу новые зерна, и, прижимаясь к поверхности изделия, производят ее обработку. Интенсивность перемешивания увеличивается, а качество обработки улучшается за счет изменения положения по5 водка 14, что позволяет получить равные углы поворота рычагов 10 и 11, а следовательно, и полюсных наконечников 6, но при этом полюсники двигаются синхронно. Изменение взаимного положения про0 тиворасположенных полюсных наконечников 6 в процессе обработки вызывает постоянное изменение направления замыкающихся магнитных силовых линий, что заставляет непрерывно переориентироваться
5 и зерна порошка. При обработке поверхностей деталей, превышающих длину полюсных наконечников, им сообщают продольное возвратно-поступательное перемещение относительно детали,
0 Формула изобретения
1. Устройство для магнитно-абразивной обработки наружных поверхностей деталей, установленных с возможностью вращения между полюсными наконечниками магнит5 ной системы, содержащей источники магнитного поля и магнитопровод с полюсными наконечниками, которые для создания рабочего зазора, периодически изменяющегося вдоль оси детали в процессе обработки,
0 установлены на осях с возможностью качания и связаны с рычагами, установленными на тех же осях с возможностью качания и кинематически связанными с приводом качательного осциллирующего движения, о т5 личающееся тем, что, с целью повышения компактности и упрощения конструкции, магнитопровод выполнен П-об- разным с вертикальными ветвями в виде цилиндрических осей, нз верхние торцы которых установлены полюсные наконечники
ном из них, и один из рычагов связан с
приводом.
2. Устройство по п.1, отличэющеес я тем, что, с целью повышения качества хним, а рычаги - к нижним торцам втулок, 5 обработки, поводок установлен с возможно- рычаги связаны между собой введенным в стью изменения его расстояния от оси кача- устройство поводком, закрепленным на од- ния.
связанные с рычагами с помощью введенных в устройство втулок, установленных с возможностью поворота на осях, при этом полюсные наконечники прикреплены к вер
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для магнитно-абразивной обработки | 1979 |
|
SU931414A1 |
| Устройство для магнитно-абразивной обработки | 1989 |
|
SU1722790A1 |
| Устройство для магнитно-абразивной обработки | 1989 |
|
SU1646808A1 |
| Головка для обработки поверхностей вращения с криволинейной образующей ферроабразивным порошком | 1982 |
|
SU1041272A1 |
| Станок для обработки деталей магнито-абразивным порошком | 1977 |
|
SU776889A1 |
| Устройство для магнитно-абразивной обработки изделий | 1982 |
|
SU1106641A1 |
| Способ магнитно-абразивной обработки | 1988 |
|
SU1585124A1 |
| Устройство для магнито-абразивной обработки | 1978 |
|
SU764954A1 |
| Устройство для магнитно-абразив-НОй ОбРАбОТКи ТЕл ВРАщЕНия | 1979 |
|
SU814684A1 |
| СПОСОБ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2787597C1 |
Использование: полирование ферропо- рошками наружных поверхностей тел вращения. Сущность изобретения: вертикальные ветви П-образного магнито- провода 3 выполнены в виде цилиндрических осей. На их торцах расположены полюсные наконечники 5. На осях с возможностью поворота установлены втулки 8, по#ч люсные наконечники 5 прикреплены к верхним торцам втулок 8, а рычаги 10 и 11 - к нижним. Рычаги 10 и 11 связаны между собой поводком 14. Рычаг 10 связан с приводом 9 качательного осциллирующего движения. Качательное осциллирующее движение от привода 9 через рычаги 10 и 11 и втулки 8 передается полюсным наконечникам 5. Качание полюсных наконечников вдоль оси детали 1 приводит к интенсивному перемешиванию магнитно-абразивного порошка в зазорах. Связь рычагов 10 и 11 с помощью поводка обеспечивает разные углы поворота рычагов, а соответственно и полюсных наконечников. Это приводит к постоянному изменению направления магнит- ных силовых линий и к непрерывной переориентации зерен порошка. Устройство выполнено конструктивно просто, компактно и обеспечивает высокое качество обработки, 1 з.п. ф-лы, 3 ил. ел с
Фи а. 2
| Устройство для магнитно-абразив-НОй ОбРАбОТКи ТЕл ВРАщЕНия | 1979 |
|
SU814684A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Способ магнитно-абразивной обработки фасонных поверхностей | 1980 |
|
SU867619A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
| Устройство для магнитно-абразивной обработки | 1979 |
|
SU931414A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
