(54) ФУТЕРОВКА ИНДУКЦИОННОЙ ПЕЧИ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВКИ ТИГЛЯ ВАКУУМНОЙ ИНДУКЦИОННОЙ ПЕЧИ | 2018 |
|
RU2693717C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВКИ ТИГЛЯ ВАКУУМНОЙ ИНДУКЦИОННОЙ ПЕЧИ | 2022 |
|
RU2802219C1 |
| ОГНЕУПОРНАЯ МАССА | 2012 |
|
RU2511106C1 |
| Высокостойкие огнеупорные массы для футеровки (тиглей) индукционных печей | 1960 |
|
SU149343A1 |
| ОГНЕУПОРНАЯ МАССА ДЛЯ ФУТЕРОВКИ ТЕПЛОВЫХ АГРЕГАТОВ | 2007 |
|
RU2347765C1 |
| НАБИВНАЯ МАССА ДЛЯ ФУТЕРОВКИ ИНДУКЦИОННЫХ ПЕЧЕЙ | 1992 |
|
RU2031093C1 |
| Набивная огнеупорная масса | 1979 |
|
SU773029A1 |
| Способ изготовления футеровки индукционных печей | 1972 |
|
SU578548A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВКИ ТИГЛЯ ИНДУКЦИОННОЙ ПЕЧИ | 2005 |
|
RU2303222C2 |
| Двухслойная футеровка плавильной камеры | 1989 |
|
SU1648933A1 |
1
Изобретение относится к области металлургии, в частности, к футеровкам индукционных плавильных печей.
Известна футеровка индукционнойплавильной печи, содержащая внутренний и наружный слой с вставкой из уг лерод-истого материала и соотношением толщин стенок наружного слоя к внутреннему, равным 1-5 ij.
Однако известная футеровка разрушается в процессе плавки и смена внутреннего слоя невозможна из-за монолитности футеровки.
Цель изобретения - повышение стойкости тигля, уменьшение трудоемкости его монтажа и улучшение качества выплавляемого металла.
Эта цель достигается за счет того, что внутренний слой, выполнен в виде вставки.
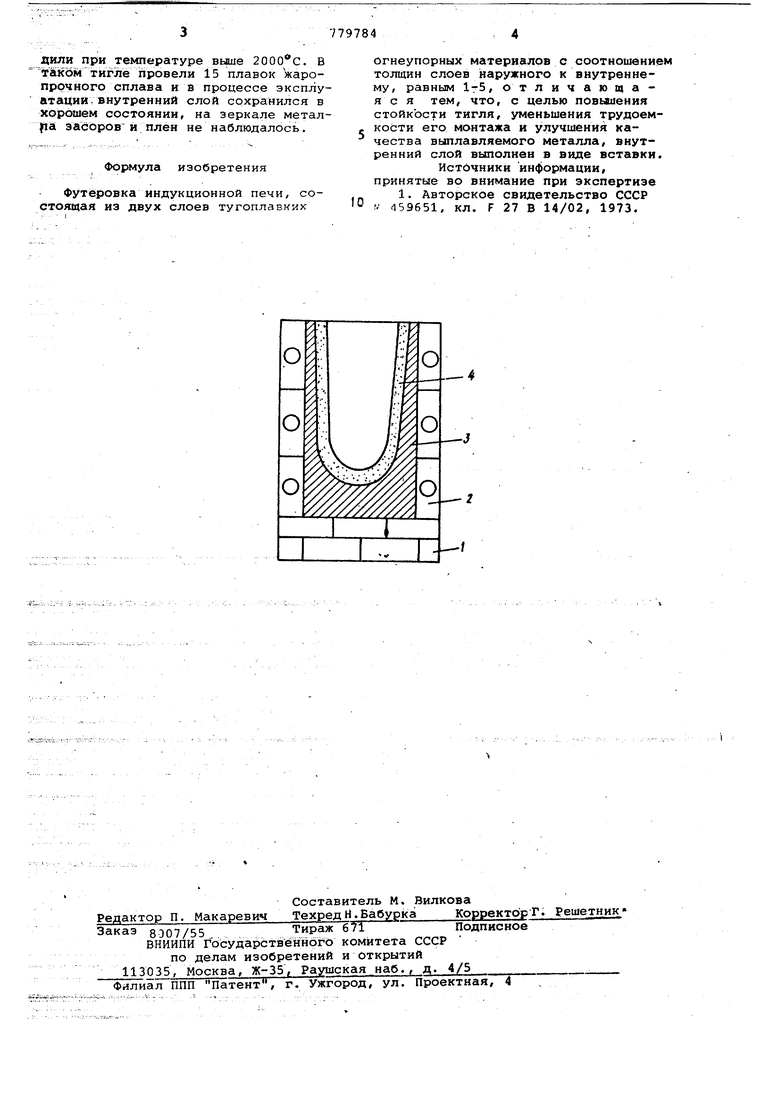
На чертеже изображена конструкция тигля, общий вид.
Тигель состоит из каркаса 1, индукционной катушки 2, огнеупорного наружного слоя 3 и внутреннего (рабочего) слоя 4. Наружный слой может быть изготовлен, например, из шпинели, а внутренний слой, например, из электрокорунда, однако могут быть
использованы и другие огнеупорные материалы в различных соотношениях.
При работе печи замена внутреннего слоя производится периодически,
5 по мере износа футеровки. Замена внутреннего слоя такого тигля может производиться как непосредственно а самом тигле, так и путем изготовления внутреннего слоя вне тигля спо 0 следующей установкой его в наружный слой перед началом проведения плавок. В последнем случае смена внутреннего слоя производится гораздо быстрее, чем в первом случае.
15 Предлагаемая футеровка была опробована в лабораторных условиях в тиглях емкостью 15, 50 и 150 кг.
Пример. Выполнение футеровки индукционной печи.
20 Была приготовлена футеровка для вакуумной индукцаонной печи емкостью 150 кг, которая состояла из наружного слоя толщиной 100 мм, выполненного из шпинели 80% МдО и 20%
25 AljOj и внутреннего слоя толщиной 20 мм, выполненного из электрокорунда. Набивка тигля осуществлялась с использованием графитовых шаблонов, набивка проводилась без увлажнения,
30 спекание и оплавление стенок проводили при температуре выше , В тЖком тигле провели 15 плавок жаропрочного сплава и в процессе эксплуатации, внутренний слой сохранился в хорошем состоянии, на зеркале металfia эасЬрови плен не наблюдалось.
Формула изобретения
Футеровка индукционной печи, состоящая из двух слоев тугоплавких
огнеупорных материалов с соотношение толщин слоев наружного к внутреннему, равным IrS, отличающаяся тем, что, с целью повышения стойкости тигля, уменьшения трудоемкости его монтажа и улучшения качества вьшлавляемого металла, внутренний слой выполнен в виде вставки.
Источники информации, принятые во внимание при экспертизе
