(54) СПОСОБ ИЗГОТОВТОНИЯ ХИРУРГИЧЕСКОГО СКАЛЬПЕЛЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ПРОФИЛЯ ЗУБЬЕВ ШЛИЦЕВЫХ ПРОТЯЖЕК | 2015 |
|
RU2586185C1 |
| Способ изготовления зуборезного инструмента | 1990 |
|
SU1797532A3 |
| СПОСОБ ЗАТОЧКИ НЕПЕРЕТАЧИВАЕМОЙ ПЛАСТИНЫ (ВАРИАНТЫ) И ШЛИФОВАЛЬНЫЙ КРУГ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2007 |
|
RU2432246C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНОКРИСТАЛЛИЧЕСКИХ КРЕМНИЕВЫХ ПЛАСТИН | 2005 |
|
RU2308556C1 |
| Развертка с криволинейными режущими кромками | 1985 |
|
SU1346359A1 |
| Способ абразивной доводки однолезвийного режущего инструмента | 1984 |
|
SU1168395A1 |
| Способ заточки спиральных сверл по задней поверхности режущих перьев | 1959 |
|
SU128321A1 |
| НЕЙРОХИРУРГИЧЕСКИЙ СКАЛЬПЕЛЬ | 2012 |
|
RU2501530C1 |
| УСТРОЙСТВО ДЛЯ ЗАТОЧКИ ЛЕЗВИЙ БЫТОВОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 1991 |
|
RU2036067C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЫПОЛНЕНИЯ ПРОФИЛЯ КРАЕВ ВХОДНОГО ВАЛА ПОВОРОТНОГО ЗОЛОТНИКА | 1993 |
|
RU2110390C1 |
1
Изобретение относится к способам изготовления медицинских режущих инструментов, в частности хирургических скальпелей цельной конструкции с режущей кромкой, выполненной по дуге окружности.
Известен способ изготовления хирургического скальпеля цельной конструкции с режущей кромкой, выполненной по дуге окружности, путем шлифования поочередно каждой стороны его рукоятки, шейки и лезвия с поворотом вокруг оси кривизны режущей кромки и опорой на боковую сторону лезвия при шлифовании по профилю и заточке другой боковой его стороны l .
Недостатком указанного способа является то, что сложные геометрические Лормы заготовки не создадут установочных баз, необходимых при механизированной обработке, а следовательно, практически исключают возможность машинного изготовления скальпеля и на большинстве технологических операций требуют применения ручного труда, что служит причиной большой трудоемкости изготовления изделия и ставит его качество в пря|мую зависимость от квалификации ра1бочего.
Цель изобретения - упрощение изготовления скальпеля и улучшение качества его заточки.
Указанная цель достигается тем, что боковые стороны лезвия вначале шлифуют по плоскости совместно с рукояткой в размер ее плоскопараллельного участка, после чего шлифуют боковые стороны лезвия по криволиней10ному ПРОФИ.ЛЮ и его последующую заточку осуществляют при неизменном расположении в одной плоскости оси поворота лезвия и оси абразивного круга.
ts
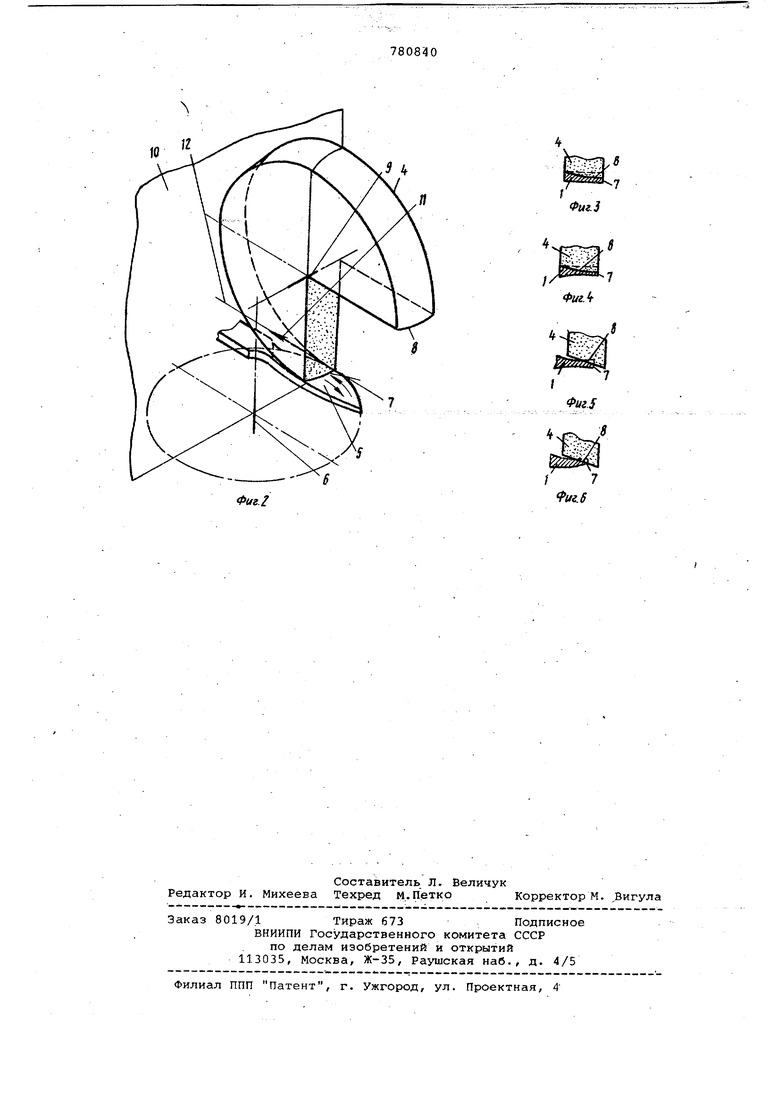
На фиг. 1 изображено поперечное сечение заготовки - плоской плacтины на Лиг. 2 - схема взаимного расположения абразивного круга (четвертая часть его условно удалена) и изделия
20 в процессе обработки поперечного профиля боковой поверхности лезвия (при обработке фаски заточки схема аналогична) ; на фиг. 3 - профиль абразивного круга и поперечное сечение
25 лезвия, в процессе обработки одной его боковой поверхности; на фиг. 4 то же, в процессе обработки другой боковой поверхности; на фиг. 5 - то же, в процессе обработки Ласки заточ30ки с одной стороны, на Лиг. 6 - то
же, в процессе обработки фаски заточки с другой стороны (в увеличенном масштабе) . . , - - Способ изготовления хирургического скальпеля цельной конструкции с радиусной формой режущей части заключается в следующем.
Путем штамповки или прессования выполняют заготовку 1, придав ей форму плоской пластины постоянной толщины, равной толщине h плоскопараллельного участка рукоятки скальпеля. Параллельные плоскости 2 и 3 пластины используют в качестве установочных баз при дальнейшей абразивной обработке, когда шлифуют пластину по контуру скальпеля, и сами плоскости 2 и 3 путем абразивной обработки поочерёдно преобразуют в профильные, боковые поверхности его рукоятки и лезвия, используя в последнем случае в качестве установочных баз и вновь образованные профильные боковые поверхности.
Обработку боковых поверхностей лезвия и его заточку ведут профильным абразивным кругом 4 путем повйрота лезвия 5 вокруг оси б кривизны его режущей кромки 7, пр едставляющей собой дугу окружности. Для этого образующей 8 абразивного круга 4 поочередно придают контур, сопряженный с контуром поперечного профиля боковой поверхности лезвия (фиг. 3 и 4) или фаски его заточки (фиг. 5 и 6), а его ось 9 неизменно располагают в одной плоскости 10 (на чертеже выполнена условно прозрачной) с осью 6 поворота лезвия 5, чтобы направление 11 линейной скорости вращения абразивного круга 4 в любой точке по линии его контакта с лезвием 5 в плоскости 10 совпадало с касательной 12 к траектории продольной подачи скальпеля при возвратно-качательномдвижении последнего вокруг оси 6.
Предлагаемый способ обеспечивает постоянство формы, размеров и взаимкого расположения поперечных профилей боковой поверхности лезвия и фаски заточки пЬ всей длине его режущей кромки независимо от диаметра обрабатывакяцего абразивного круга, тем самым выполняя условия правильной и качественной заточки скальпеля в производстве и сохраняя их при его переточках в клинике. Предлагаемый способ обеспечив.ает также создание технологических баз на всех стадиях обработки, что позволяет механизировать технологический процесс из.готовления хирургических скальпелей, улучшая их качество, и получать изделия требуемой формы и размеров независимо от квалификации рабочего.
Формула изобретения
Способ изготовления хирургического скальпеля цельной конструкции с режущей Громкой, ,, выполненной по дуге окружности, путем шлифования поочередно каждой стороны его рукоятки, шейки и лезвия с поворотом вокpiyr оси кривизны режущей кромки и опорой на боковую сторону лезвия при шлифовании по профилю и заточке другой боковой его стороны, отличающийся тем, что, с целью упрощения изготовления скальпеля и улучшения качества его заточки, боковые стороны лезвия вначале шлифуют по плоскости совместно с рукояткой в размер ее плоскопараллельного участка, после чего шлифуют боковые 5 стороны лезвия по криволинейному профилю и его последующую заточку осуществляют при неизменном расположении .в одной плоскости оси поворота лезвия и оси абразивного круга.
. Источники информации, принятые во внимание при экспертизе
Id
Фиг. 2
Фиг.3
