31
Изобретение относится к трубопрокатному производству, касается усовершенствования трехвалковой рабочей клети стана поперечно-винтовой прокатки, и может быть использовано для производства тонкостенных труб.
Целью изобретения является сокращение концевых отходов при производстве тонкостенных трубе,
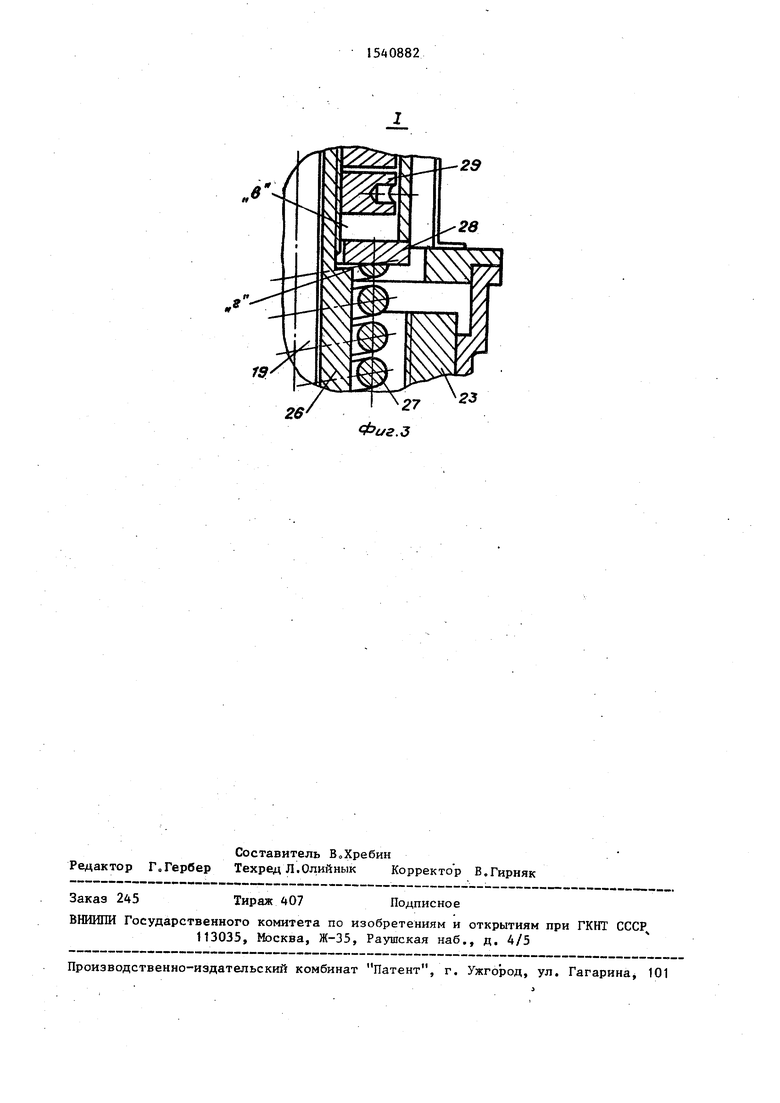
На фиг изображена рабочая клеть стана поперечно-винтовой прокатки, разрез; на фиг.2 - механизм перемещения барабана (в увеличенном масштабе); на фиг„3 - узел I на фиг„2 (в увеличенном масштабе).
Рабочая клеть стана поперечно-винтовой прокатки состоит из станины 1, в растрчках которой размещены через 20 три рабочих валка 2-4, закрепленные в поворотных барабанах 5-7 при помощи подшипниковых опор (не показано). Разворот валков на угол подачи осуществляется тремя механизмами 8-10 разворота и стопорения барабанов Установка рабочих валков на необходимый размер калибра осуществляют механизмами 11-13 перемещения барабанов, каждый из которых имеет неподвижную гайку 14, нажимной винт 15, с шлицевым концом, редуктор 16 электромеханического привода, гидроцилиндр 17 и дополнительный гидроцилиндр 18, Нажимной винт выполнен полым и сквозь него проходит уравновешивающая тяга 19, поджимающая барабан через гидроцилиндр и пяту 20 к нажимному винту„ Корпус 21 дополнительного гидроцилиндра закреплен на корпусе 22 редуктора и через него опирается на станину, а плунжеУр 23 выполнен полым с резьбой, шаг которой равен шагу резьбы нажимного вита. С внутренней резьбой плунжера сопряжена шлицевая гайка 24, охватываю щая своими внутренними шлицами шли- цевой конец нажимного винта
На гайку через упорный подшипник 25 опирается стакан 26 с пружиной 27 и опорным кольцом 28. На резьбовом конце стакана размещены две регулировочные гайки 29 и 30о На резьбовом конце тяги 19 размещена специальная гайка 31, поджимающая барабан к нажимному винту. На корпусе- гидроци- линдра 17 размещена регулировочная гайка 32 для регулировки величины изменения калибра
Клеть работает следующим образом
0
5
0
5
0
5
0
0
5
Рабочая клеть может применяться для производства труб, в том числе тонкостенных, различными способами поперечно-винтовой прокатки, причем изменение размеров калибра при прокатке утолщенных концов может осуществляться с изменением угла подачи или без его изменения, путем перемещения одного или трех рабочих валков известными способами.
Величина регулирования калибра клети определяется величиной хода гидроцилиндра 17, устанавливаемого при помощи регулировочной гайки 32. Размеры калибра для прокатки тонкостенной центральной части трубы настраиваются при наибольшей рабочей высоте гидроцилиндра 17, . при подаче рабочей жидкости в полость а.
Для предупреждения поломки тяги 19 усилием гидроцилиндра 17 настраивается величина зазора b таким образом, чтобы при полностью выбранном зазоре в полости б и при максимально возможном зазоре в полости а расстояние между регулировочной гайкой 29 и опорным кольцом 28 равнялось 23 мм, а специальная гайка 31 опиралась на опорное кольцо 28 и регулировочную гайку 30. При этом расстояние между опорным кольцом 28 и буртом г стакана 26 должно быть равно 1-2 мм.
Прокатка трубы осуществляется следующим образом.
В поло.сть б подается рабочая жидкость, а полость о соединяется со сливом„ При этом плунжер 23 с гайкой 24, стаканом 26 и пружиной 27 осаживается и опорное кольцо 28 садится на буртик г стакана 26 Далее через гайку 30 и тягу 19 движение передается на барабан 5 с рабочим валком 2, который устанавливается в положение прокатки утолщенного конца.
В клеть задается гильза и выкатывается необходимой длины утолщенный конец Затем в полость а подается рабочая жидкость Корпус гидроцилиндра 17 с барабаном 5 и рабочим валом 2 перемещается к оси прокатки до упора плунжера гидроцилиндра 17 в регулировочную гайку 32 При этом тяга 19 через специальную гайку 31, опорное кольцо 28, стакан 26, подшипник 25 и гайку 24 перемещает плунжер 23 к оси прокатки на величину, равную ходу гидроцилиндра 17. В этом поло51
жении рабочих валкств выкатывается центральная тонкостенная часть трубы
По окончании прокатки центральной части трубы рабочая жидкость подается в полость б дополнительного гидро цилиндра 18, а полость «я соединяется со сливом Валок 2 перемещается в положение прокатки утолщенного конца, как описано выше,,
Длина переходного участка определяющая величину концевого отхода, за- висит от скорости срабатывания гидро- цилиндра 17, т„е3 от величины расхода рабочей жидкости Равенство длин переходных участков обеспечивается стабильностью расхода жидкости и достаточностью усилия для перемещения барабанов во всех режимах прокатки, определяемого величиной давления рабочей жидкости
Предложенная рабочая клеть стана поперечно-винтовой прокатки по сравнению с известными позволяет сократить концевые отходы за счет уменьшения длины переходного участка на утолщенных концах трубы при произ5408826
водстве тонкостенных труб и повысить выход годного проката о
5
10
15
20
25
Формула изобретения
Рабочая клеть стана поперечно-винтовой прокатки, содержащая станину, три расположенные через 12017 барабана с рабочими валками, механизмы разворота и стопорения барабанов и меха низмы перемещения барабанов с гидроцилиндрами,, нажимными винтами, имеющими шлицевые концы, и редукторами, корпуса которых закреплены на станине, отличающаяся тем, что, с целью сокращения концевых отходов при производстве тонкостенных труб, механизм перемещения каждого барабана снабжен дополнительным гидроцилиндром, корпус которого установлен на корпусе редуктора, а плунжер выполнен полым с внутренней резьбой, шаг которой равен шагу резьбы нажимного винта, и с установленной в нем штацевой гайкой, охватывающей своими внутренними шлицами концевые шлицы нажимного винтао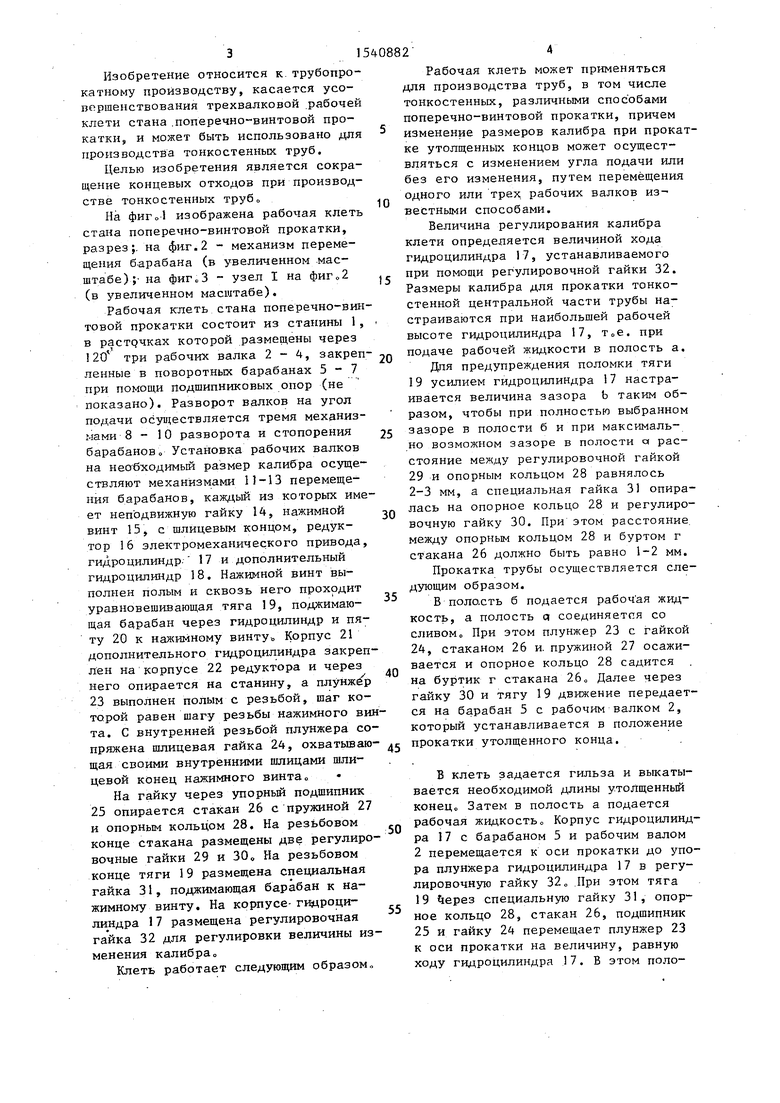

| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть стана поперечновинтовой прокатки | 1976 |
|
SU655440A1 |
| Рабочая клеть косовалкового стана | 1975 |
|
SU519234A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2008 |
|
RU2362640C1 |
| Предварительно напряженная клетьСТАНА пОпЕРЕчНО-ВиНТОВОй пРОКАТКи | 1979 |
|
SU837520A1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1998 |
|
RU2170152C2 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2040348C1 |
| Привод валка,установленного в барабане стана поперечно-винтовой прокатки | 1978 |
|
SU766687A2 |
| Трехвалковая клеть винтовой прокатки | 1979 |
|
SU780913A1 |
| Устройство стопорения барабана с валком в клети | 1981 |
|
SU995928A1 |
| Гидромеханическое нажимное устройство барабана с рабочим валком | 1980 |
|
SU900899A1 |
Изобретение относится к трубопрокатному производству, касается усовершенствования трехвалковой рабочей клети стана поперечно-виннтовой прокатки и может быть использовано для производства тонкостенных труб. Целью изобретения является сокращение концевых отходов при производстве тонкостенных труб. В станине 1 рабочей клети расположены через 120° барабаны 5 с рабочими валками 2. Механизмы перемещения барабанов имеют у нажимных винтов 15 шлицевые концы. Дополнительные гидроцилиндры 18 корпусами 21 установлены на корпусах 22 редукторов 16, а их плунжеры 23 выполнены полыми с внутренней резьбой, шаг которой равен шагу резьбы нажимного винта. На этой резьбе в плунжерах установлены шлицевые гайки 24, охватывающие своими внутренними шлицами шлицевые концы нажимных винтов. Подача жидкости в дополнительные гидроцилиндры 18 и подключение гидроцилиндров 17 к сливу обеспечивает быстрый отвод рабочих валков и снижение концевых отходов. 3 ил.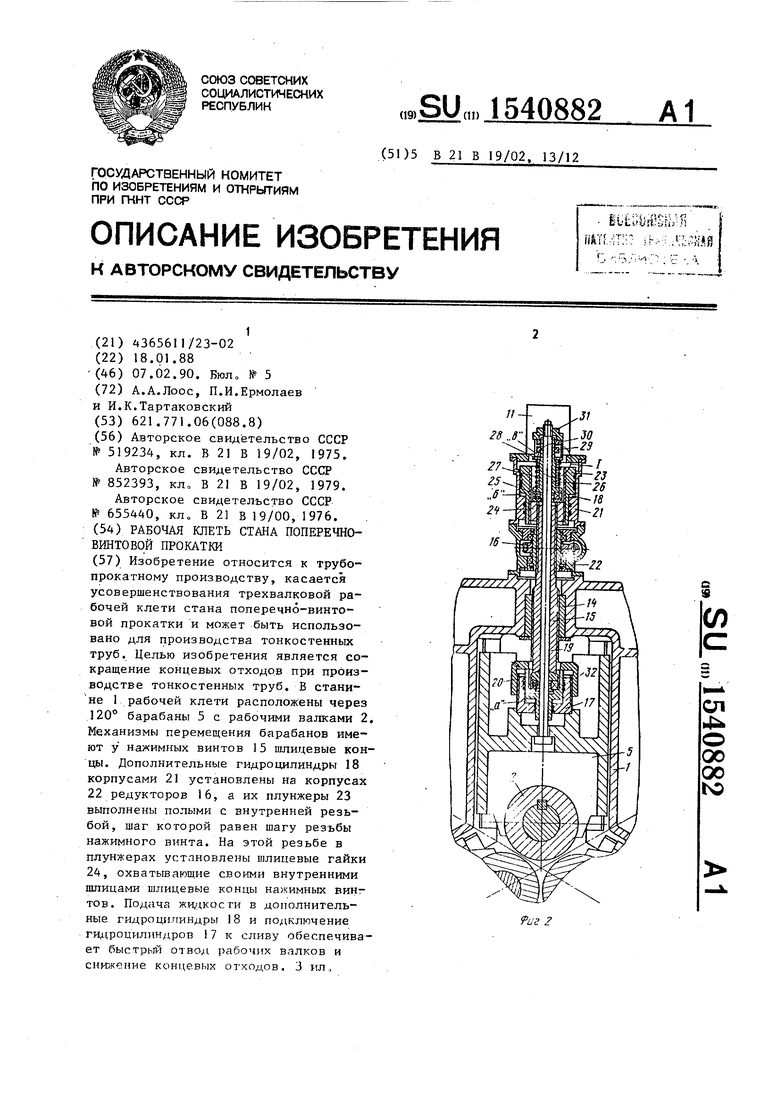
13
IZ
Составитель В0Хребин Редактор Г.Гербер Техред Л.Олийнык Корректор В.Гирняк
Заказ 245
Тираж 407
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССРЧ 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
29
Подписное
| Рабочая клеть косовалкового стана | 1975 |
|
SU519234A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Трехвалковая клеть винтовой про-КАТКи | 1979 |
|
SU852393A1 |
| Рабочая клеть стана поперечновинтовой прокатки | 1976 |
|
SU655440A1 |
