ел
tsS
05
00 01
оо
Изобретение относится к обработке мета,л.тов давлением, в частности к трубопрокатному оборудованию, и касается ус(шер- шенствонання устройства для устаноЕжн iicpxHero валка с барабаном трехвалковой клети винтовой прокатки.
Цель нлобретенняповышение точности нроката путем обеснечения жесткости калиб)а.
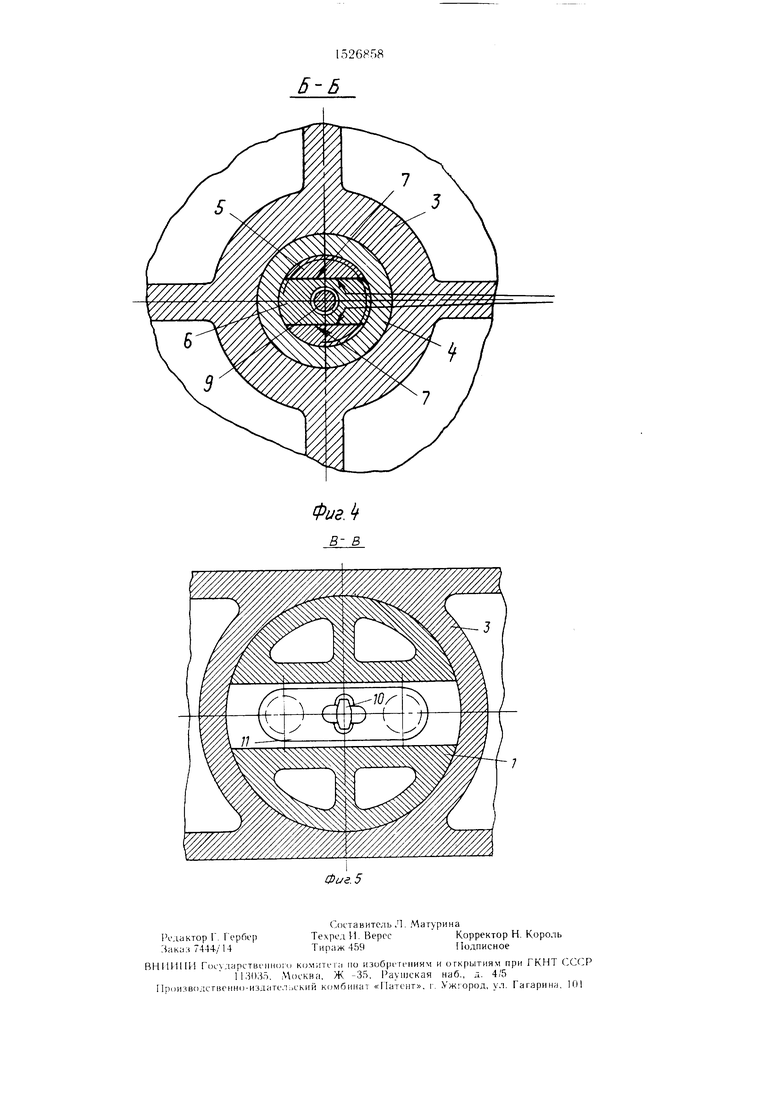
На фи1 . 1 и:к)б)ажено устройство для установки верхнего валка с барабаном трехвалковой K. iCTH винтовой прокатки, разрез; на (j) - 2разрез А- А на фиг. 1; на
фи. . узел 1 на фиг. 1; на фиг. 4 -- разрез Б -Б на фиг. 1; на фи1 . 5разрез Г В и а фиг. 1.
Усгройство содержит барабан 1 с валком 2, нажимно11 ме.ханиз.м с закрепленной в станине 3 4 и нодвижным от привода ио,1ым винтом.
Винт составлен из дву.х частей 5 и 6 и в пределах высоты гайки имеет разъемное к продольном направлении подвижное соединение через паз выступ и без проворо- та соединенных частей благодаря лыскам 7 на выстуне нод стенки паза 8. Через винт прО11ун1ена тяга 9 с головкой К), которая через онорную плиту 11, размешенную в барабане на пружина.х 12 и подпятник Л связана с барабаном. Это сно- собствует встречному прижатию витков резьбы частей винта к виткам гайки.
Привод винта состоит из червячного редуктора 14, муфты 15 и алектродвигате- ля 16. ( червячного колеса редуктора сопряжена с частью винта посредством н липевог() соединения. Тя|-а связана.. с вер.хней частью винта гайками 17 через
упорный ПОД1ПНННИК 18.
Устрслк тво работает следующим образом.
При перевалке верхнего валка 2 с барабаном 1 производят откручивание гаек 17, при этс.)м молотковая головка 10 тяги 9 выходит из паза плиты 11, а тяга 9 поворачивается на угол, равный 90°, и поднимается, освобождая барабан 1. Барабан 1 с закрепленным в нем валком 2 известным образом извлекается из расточки станины 3, а на их место устанавливается новый комплект. Тяга 9 спускается, поворачивается на угол, равный 90°, пос.те чего производят закручивание I aeK 17. При закручивании гаек 17 тяга 9 нодпимается Д..О упора торпа молотковой головки 10 в опориую поверхность плиты 11, при этом сама головка 10 фиксируется от поворота соответствуюн1им пазом п.титы 11. В результате да.тьнейп1его закручивания i-аек 17 плита 1 перемешается вверх, сжимая нружи- ны 12. Уси, 1ие сжатых пружин 12 воздействует как на нлиту 11, так и на барабан 1. Плита 11 стремится переместиться вниз совместно с тягой 9, которая через гайки
17 и упорный подшипник 18 давит на часть 6 нажимного винта. Часть 6, в свою очередь, опирается на жестко закрепленную в станине 3 гайку 4. Барабан 1 под усилием
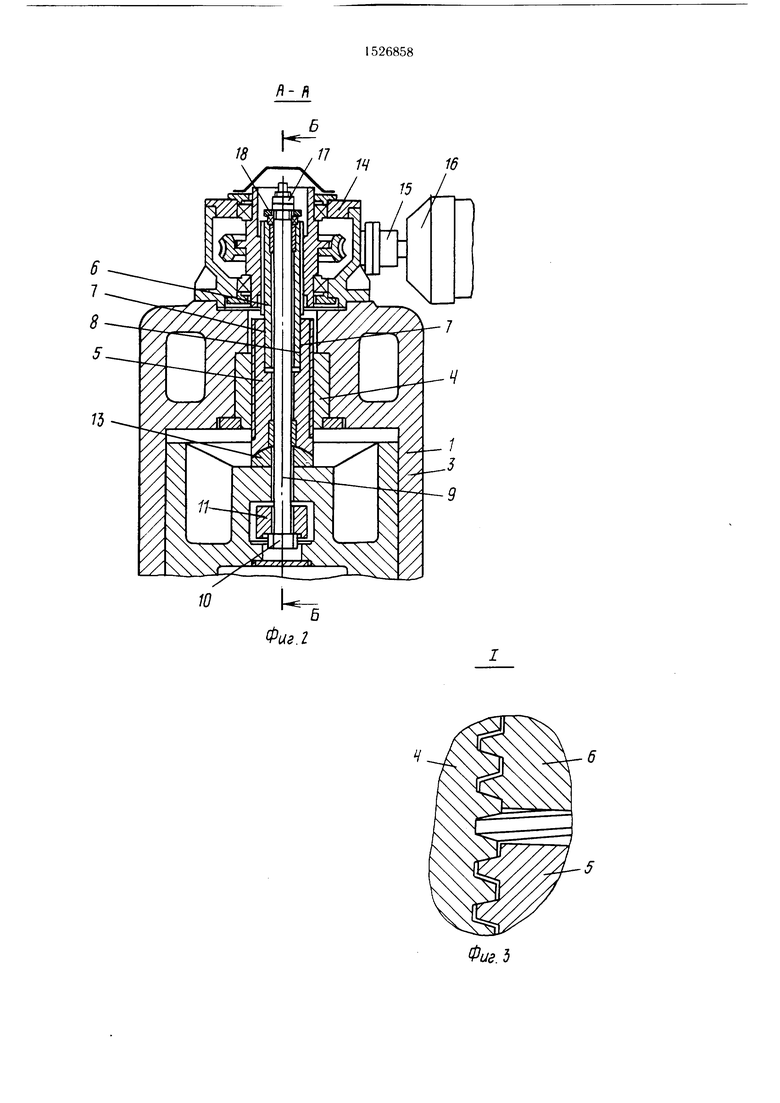
пружин 12 стремится подняться и воздействует через пяту 13 на часть 5 чажимно- го винта, которая взаимодействует с гайкой 4 (фиг. 3).
Таким образом, за счет разъемного в продольном направлении подвижного сое- динепия винта обеспечивается выборка люфтов и зазоров витками резьбы его составных частей 5 и 6 относительно витков резьбы гайки 4.
Настройка верхнего валка 2 на заданный
5 калибр производится включением электродвигателя 16, вращение от которого через муфту 15 и червячный редуктор 14 передается червячному колесу. Поскольку ступи- па червячного колеса сопряжена с частью 6 винта при помощи шлицевого соедине ния, а лыски 7, выполненные на конце части 6, взаимодействуют с гранями паза 8 части 5, во врапхение приводятся обе составные части 5 и 6 винта. Витки резьбы частей 5 и 6 взаимодействуют с вит5 ками резьбы гайки 4 и в зависимости от направления вращения винт опускается или поднимается, при этом ранее созданное напряженное состояние между витками резьбы гайки 4 и составных частей 5 и 6 винта остается неизменным. Совместно с
0 винтом перемещаются валок 2 и барабан 1, связанные с ним носредством пяты 13, тяги 9, плиты 11, пружин 12 упорного под пипника 18 и гаек 17.
Устройство для установки верхнего валка с барабаном трехвалковой клети винтовой
5 нрокатки позволяет обеспечить выборку люфтов и зазоров во всех соединениях системы барабан -гайка. Увеличение жесткости очага деформации, как известно, ведет к улучп1ению качества прокатываемых изделий.
0
Формула изобретения
Устройство для установки валка трехвалковой клети винтовой нрокатки, включаю45 нее несущий валок барабан, нажимной механизм с закрепленной гайкой и подвижным от привода полым винтом, связанным с барабаном через подпятник посредством пропущенной через полый винт тяги с головкой и пружин, отличаюгцееся тем, что, с
50 целью повышения точности проката путем обеспечения жесткости калибра, оно снабжено опорной плитой, размеп1енной в барабане на пружинах и во взаимодействии с головкой тяги, при этом винт выполнен
55
составным и в пределах высоты гайки, имеет разъемное в продольном направлении подвижное соединение, без проворота.
/3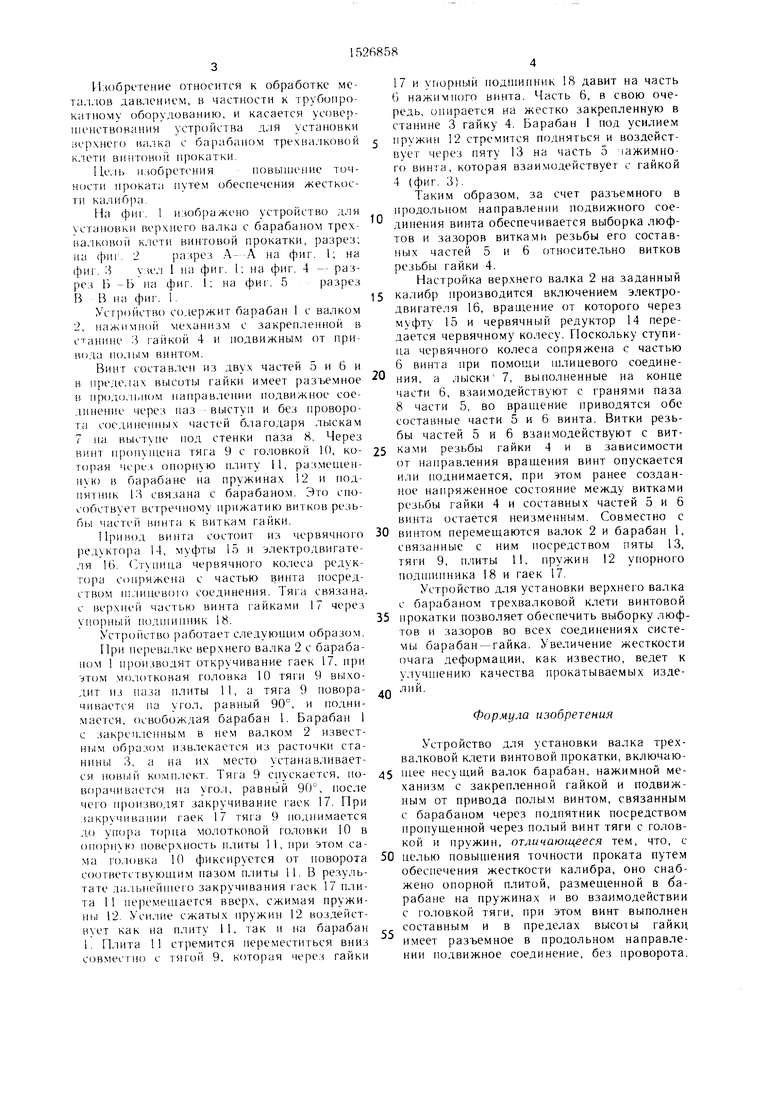
| название | год | авторы | номер документа |
|---|---|---|---|
| Трехвалковая клеть винтовой прокатки | 1979 |
|
SU780913A1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2007 |
|
RU2338607C1 |
| Рабочая клеть косовалкового стана | 1975 |
|
SU519234A1 |
| Трехвалковая клеть винтовой прокатки | 1988 |
|
SU1590184A1 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2154539C1 |
| Рабочая клеть стана поперечно-винтовой прокатки | 1988 |
|
SU1540882A1 |
| РАБОЧАЯ КЛЕТЬ ОБЖИМНОГО ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ С ДВУХОПОРНЫМИ ВАЛКАМИ | 2003 |
|
RU2243042C1 |
| Рабочая клеть стана поперечновинтовой прокатки | 1976 |
|
SU655440A1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2040348C1 |
| Предварительно напряженная клетьСТАНА пОпЕРЕчНО-ВиНТОВОй пРОКАТКи | 1979 |
|
SU837520A1 |
Изобретение относится к области обработки металлов давлением, в частности к трубопрокатному оборудованию. Цель изобретения - повышение точности проката путем обеспечения жесткости калибра. Устройство содержит барабан 1 с валком 2, нажимной механизм с закрепленной в станине 3 гайкой 4 и подвижным от привода полым составным из частей 5 и 6 винтом, связанным с барабаном через подпятник 13 посредством пропущенной через винт тяги 9 и пружин 12. Винт в пределах высоты гайки имеет разъемное в продольном направлении подвижное соединение, выполненное с возможностью исключения взаимного поворота его частей. Пружины установлены в барабане с возможностью обеспечения встречного прижатия витков резьбы частей винта к виткам резьбы гайки посредством опорной плиты 11. Последняя размещена в барабане и соединена с тягой. Устройство обеспечивает жесткость калибра, что способствует повышению точности проката. 5 ил.
Фиг.г
I
Фиг.Ь
6-ь
Фиг.
| Трехвалковая клеть винтовой прокатки | 1979 |
|
SU780913A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| РАБОЧАЯ КЛЕТЬ ТРУБОПРОКАТНОГО СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 0 |
|
SU205790A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
