Изобретение относится к трубопрокатному производству и касается усовершенствования трехвалковой клети стана поперечно-винтовой прокатки труб на оправке с соотношением диаметра к толщине стенки трубы как до 11, так и более 11.
Целью изобретения является повышение выхода годного проката, уменьшение динамических нагрузок в клети и упрощение ее обслуживания.
Известна рабочая клеть косовалкового стана (авт.св.N 519234, кл. В 21 b 13/12), содержащая станину с крышкой, три рабочих расположенных по кругу через 120о валка, закрепленных на поворотных барабанах, один из которых размещен в проеме крышки, а два других в расточках между станиной и крышкой, нажимные механизмы продольного перемещения поворотных барабанов и стопоры для каждого барабана. Клеть снабжена устройством разведения калибра в процессе прокатки, выполненным в виде силового цилиндра, шарнирно связывающего станину и крышку, снабженных регулируемым упором.
Недостатком известной конструкции является нарушение целостности корпуса клети при изменении калибра в процессе прокатки и, как следствие, снижение качества проката. Кроме того, при прокатке на больших скоростях остаются достаточно длинные концевые участки трубы, имеющие утолщенную форму, которые идут в отходы.
Следующим недостатком является высокая трудоемкость обслуживания клети при перевалках в связи с необходимостью отсоединения подводов силового цилиндра и регулируемого упора, связывающих станину и крышку, при откидывании крышки.
Наиболее близкой к предлагаемому является трехвалковая клеть поперечно-винтовой прокатки [1] содержащая станину с крышкой, три рабочих расположенных по кругу через 120о валка, закрепленных на поворотных барабанах, один из которых размещен в проеме крышки, а два других в расточках между станиной и крышкой, нажимные механизмы продольного перемещения поворотных барабанов и механизм разведения калибра в процессе прокатки, выполненный в виде гидромеханического нажимного устройства барабана с рабочим валком, размещенного в крышке станины и отводящего верхний валок в процессе прокатки.
Недостаток известной конструкции трехвалковой клети поперечно-винтовой прокатки заключается в том, что при прокатке на больших скоростях остаются достаточно длинные концевые участки трубы, имеющие утолщенную стенку, что снижает выход годного проката. Кроме того, при работе механизма разведения калибра возникают значительные динамические нагрузки, приводящие к нарушению целостности корпуса клети и ухудшению качества проката.
Другим недостатком известной конструкции является повышенная трудоемкость обслуживания клети при перевалках.
Целью изобретения является повышение выхода годного проката, снижение динамических нагрузок и упрощение обслуживания клети, упрощение перевалки барабанов с рабочими валками.
Цель достигается тем, что трехвалковая клеть поперечно-винтовой прокатки, содержащая станину с крышкой, три рабочих расположенных по кругу через 120о валка, закрепленных на поворотных барабанах, один из которых размещен в проеме крышки, а два других в расточках между станиной и крышкой, нажимные механизмы продольного перемещения поворотных барабанов, выполненные в виде нажимных винтов с электроприводом, пропущенных через гайки, размещенные одна в крышке, две другие в станине, механическое нажимное устройство барабана с рабочим валком и привод его перемещения, она снабжена дополнительным механическим нажимным устройством барабана с рабочим валком и приводом его перемещения, при этом оба механических нажимных устройства установлены для перемещения барабанов с рабочими валками, размещенных в расточках между станиной и крышкой, а приводы устройств смонтированы на станине.
Кроме того клеть снабжена стаканами, смонтированными в станине посредством подшипниковых опор, фиксирующих их в осевом направлении, внутри которых установлены гайки нажимных механизмов, размещенных в станине, и закрепленными на торцах стаканов рычагами, выполненными в виде коромысла, одно плечо которого шарнирно связано с приводом нажимного устройства, а другое установлено над упором-ограничителем хода, при этом приводы и упоры-ограничители смонтированы на станине по разные стороны от клети.
Такое конструктивное выполнение трехвалковой клети поперечно-винтовой прокатки обеспечивает сокращение времени разведения калибра, так как при разведении калибра на одинаковый размер двумя механическими нажимными устройствами требуется меньшее почти в два раза перемещение рабочих валков, чем при отведении одного валка, что обеспечивает меньшее вертикальное перемещение заготовки по сравнению с перемещением одного верхнего валка, при этом перемещение совпадает с направлением силы тяжести, действующей на прокатываемую заготовку, и уменьшает дополнительные динамические нагрузки в клети при разведении калибра в процессе прокатки. При этом указанное сокращение времени разведения калибра приводит к соответствующму сокращению переходного участка от нормальной стенки трубы к утолщенной. Разница объемов металла между переходным участком большей длины и переходным участком меньшей длины идет в полезный объем трубы с нормальной стенкой, т.е. соответственно длина трубы увеличивается на эту величину, и выход годного проката увеличивается. Размещение приводов на станине исключает операции отсоединения-присоединения подводов к цилиндрам при снятии крышки со станины, облегчая обслуживание клети.
Такое конструктивное выполнение трехвалковой клети поперечно-винтовой прокатки позволяет значительно упростить перевалку за счет того, что все элементы нажимных устройств смонтированы в станине (неподвижном при перевалках элементе клети). Отсутствуют связи между элементами нажимных устройств и барабанами, которые необходимо рассоединять-соединять при перевалке барабанов клети.
Так как регулирование раствора калибра осуществляется непосредственно нажимными винтами двух нижних механизмов продольного перемещения барабанов за счет поворота гаек, через которые они пропущены, путем поворота этих гаек, установленных в стаканах посредством подшипниковых опор, смонтированных в станине клети и выполнения рычагов, закрепленных на стаканах двуплечими, и вывода плеч рычагов по обе стороны клети, это обеспечивает возможность размещения приводов нажимных устройств (силовых цилиндров) и упоров-ограничителей их хода по обе стороны клети на станине.
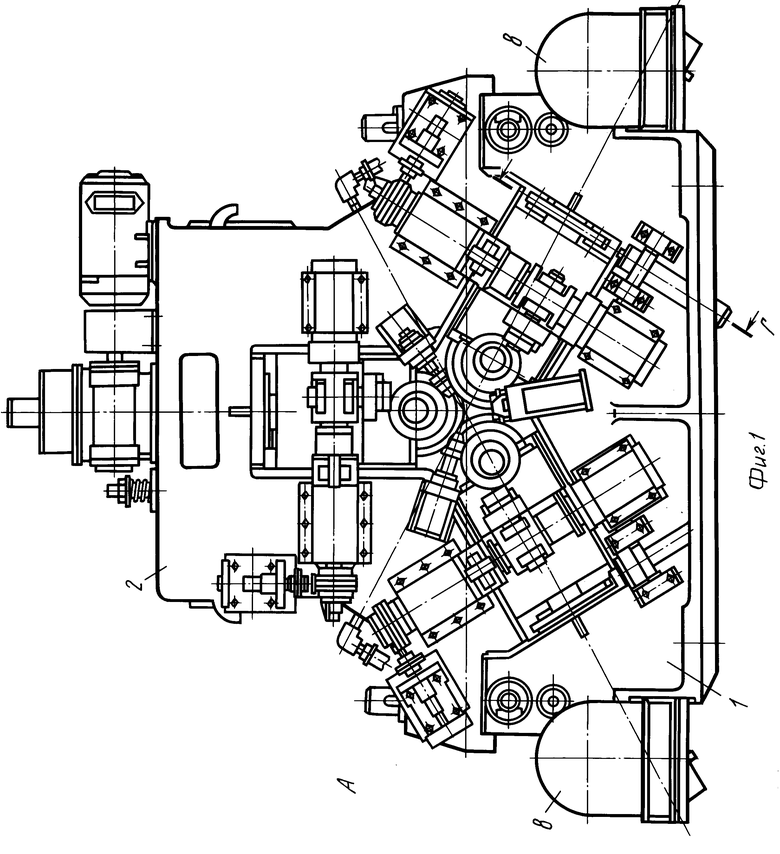
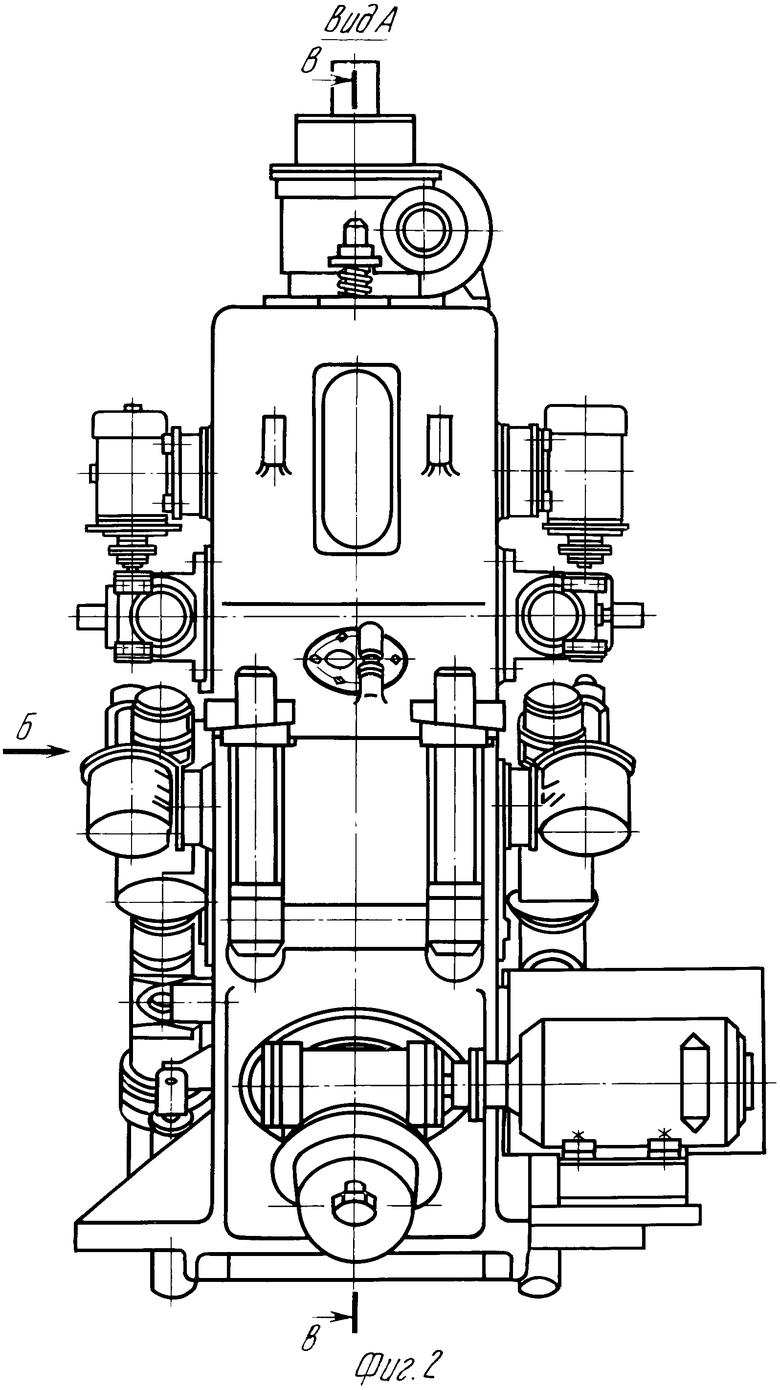
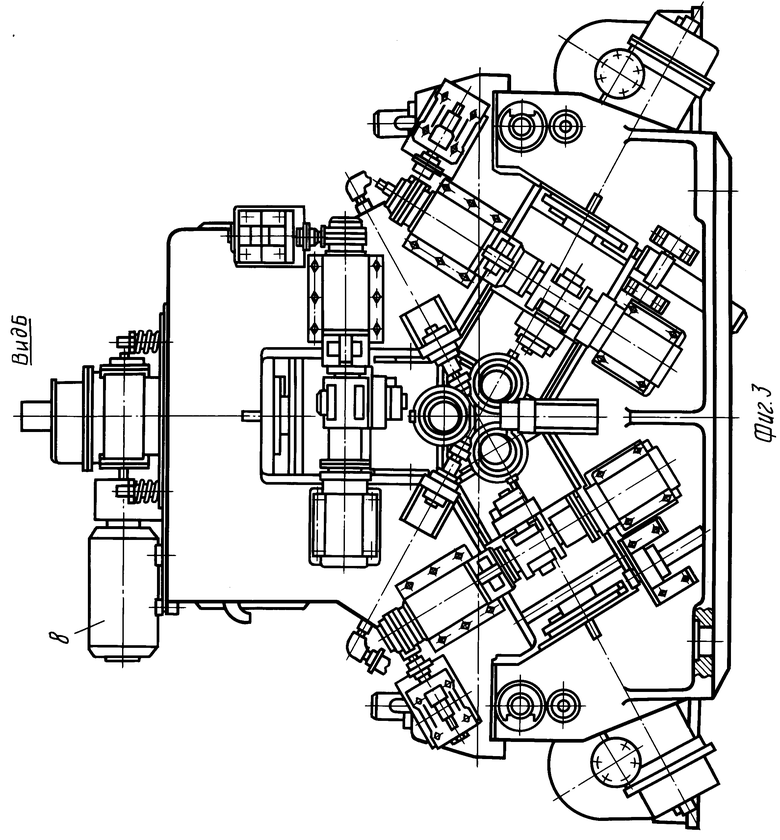
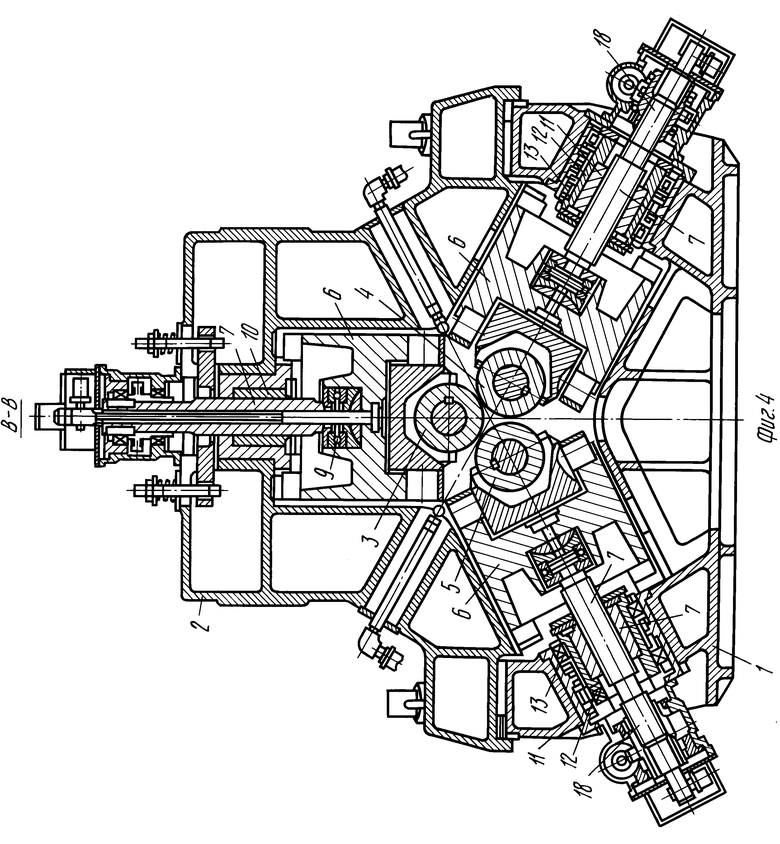
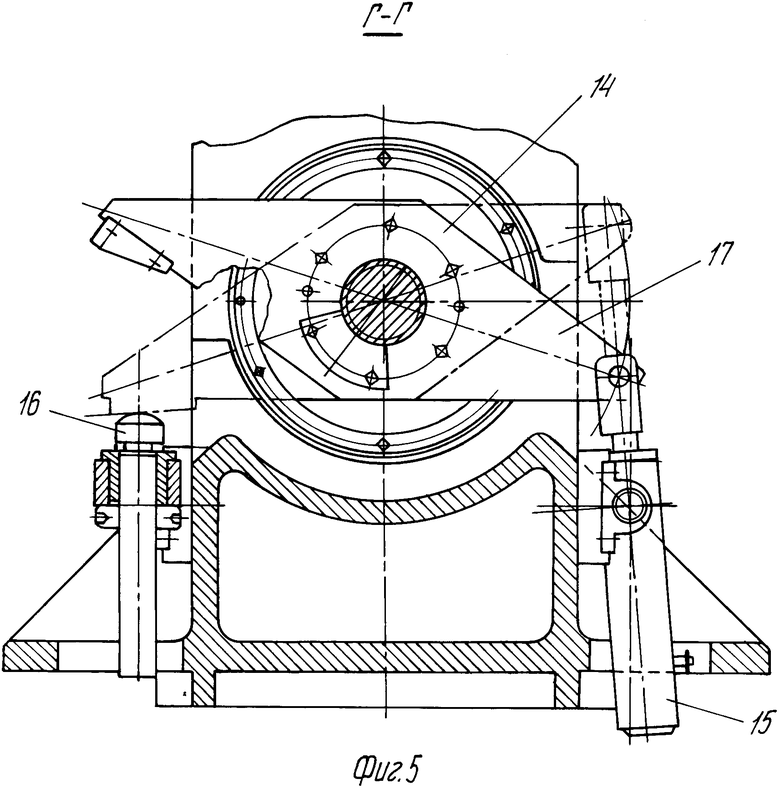
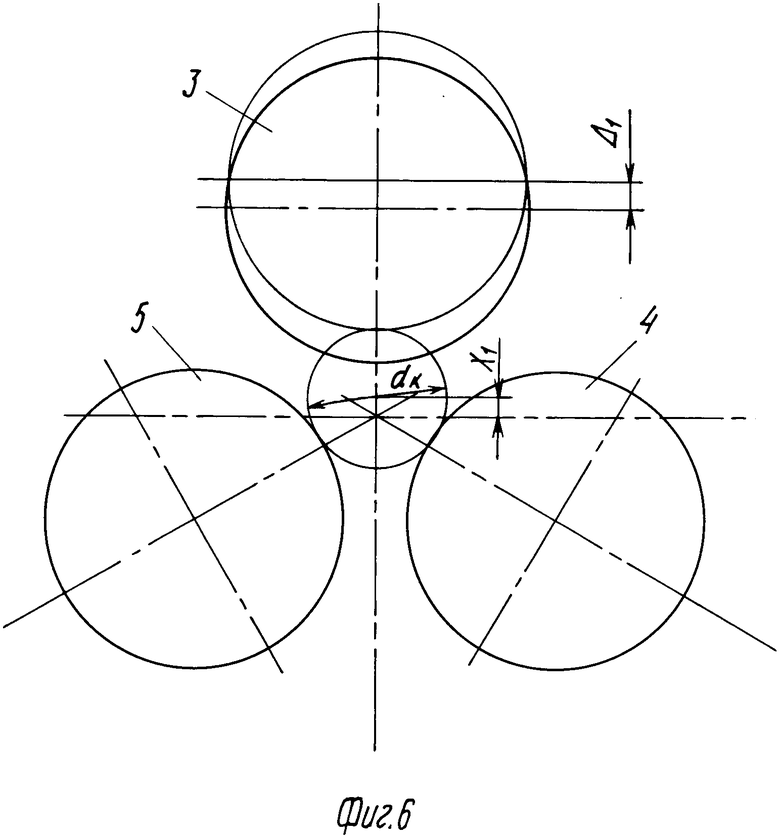
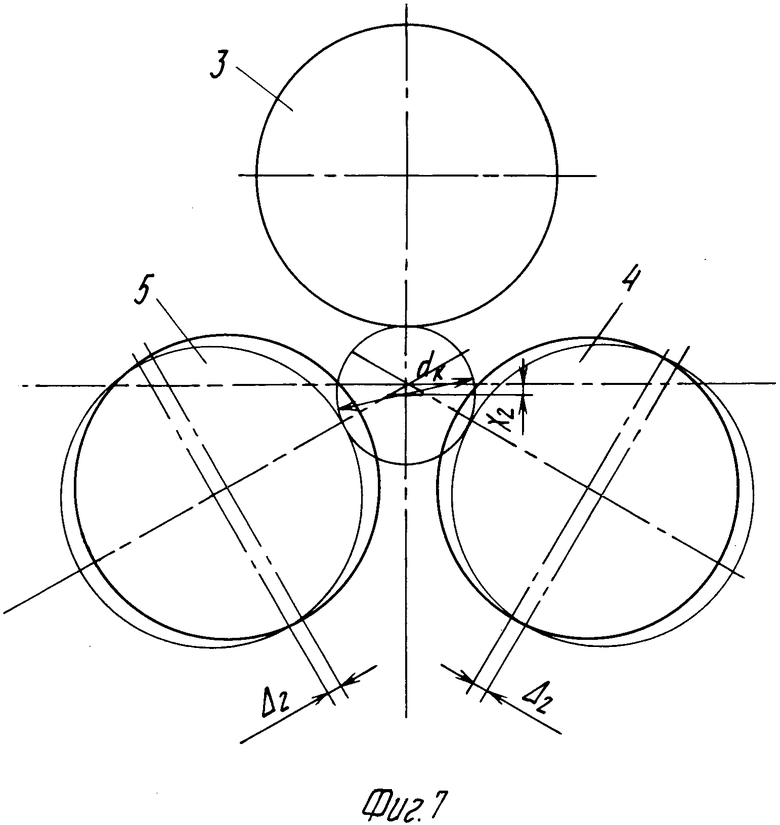
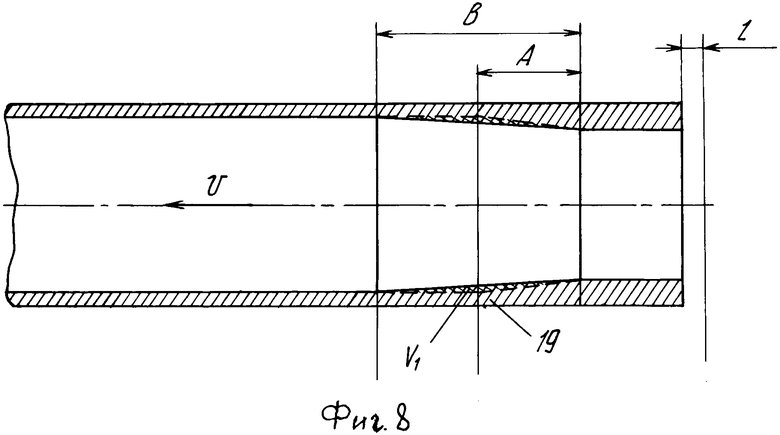
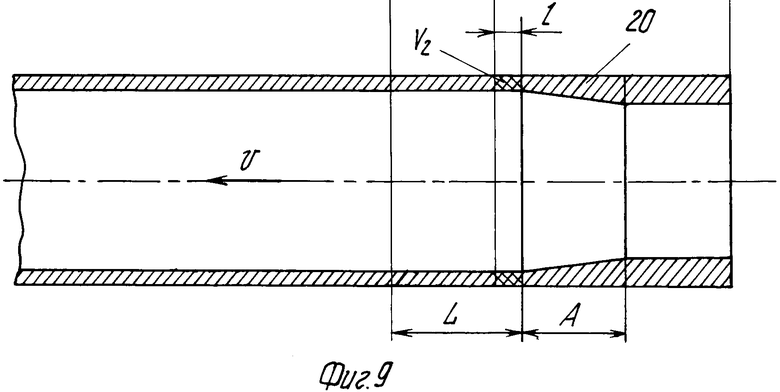
На фиг.1 изображена предлагаемая клеть; на фиг.2 вид А на фиг.1; на фиг. 3 вид Б на фиг.2; на фиг.4 разрез В-В на фиг.2; на фиг.5 разрез Г-Г на фиг. 1; на фиг. 6 схема разведения калибра одним верхним валков; на фиг.7 схема разведения калибра двумя нижними валками; на фиг.8 задний конец трубы, полученный при разведении калибра одним верхним валком; на фиг.9 то же, двумя нижними валками.
Трехвалковая клеть поперечно-винтовой прокатки содержит станину 1 с крышкой 2, три рабочих расположенных по кругу через 120о валка 3, 4, 5, закрепленных на поворотных барабанах 6, один из которых размещен в проеме крышки 2, а два других в расточках между станиной 1 и крышкой 2, нажимные механизмы продольного перемещения поворотных барабанов, выполненные в виде нажимных винтов 7 с электроприводом 8, опирающихся на пятовые опоры 9 барабанов. Нажимные винты пропущены через гайки 10, 11. Гайка 10 смонтирована неподвижно в крышке. А гайка 11 смонтированы в стаканах 12, которые посредством подшипниковых опор 13 размещены в станине 1, фиксирующих стаканы 12 с гайками 11 в осевом направлении. Клеть имеет два механических нажимных устройства 14 с приводом 15 и упоры-ограничители 16. Оба механических нажимных устройства 14 установлены для перемещения барабанов с рабочими валками, размещенных в расточках между станиной и крышкой. К торцам стаканов 12 закреплены двуплечие рычаги 17, выполненные в виде коромысла. Плечи рычагов выведены по обе стороны клети. Одно плечо шарнирно закреплено с приводом 15 (силовым цилиндром), а напротив другого установлен упор-ограничитель 16 хода. Причем приводы 15 и упоры-ограничители 16 хода смонтированы на станине. Нажимные винты нижних барабанов 6 свободно перемещаются в шлицах редукторов 18.
Трехвалковая клеть поперечно-винтовой прокатки работает следующим образом.
Перед прокаткой рабочие валки 3, 4, 5 нажимными механизмами продольного перемещения барабанов 6 настраиваются на необходимый калибр. На необходимую величину настраиваются упоры-ограничители хода нажимных устройств 14. Шток силового цилиндра 15 находится в исходном положении, изображенном на фиг.5. В рабочие валки 3, 4, 5 задается трубная заготовка на оправке и осуществляется прокатка. При подходе заднего конца заготовки к валкам 3, 4, 5. Включаются приводы 15. Штоки силовых цилиндров (приводы 15), шарнирно закрепленные с плечами рычагов 17, поворачивают их до положения, пока вторые плечи рычагов не войдут в контакт с упорами-ограничителями 16 хода. При этом стаканы 12 с неподвижно вмонтированными в них гайками 11 поворачиваются в подшипниковых опорах 13, в которых они смонтированы в станине. При этом гайки 11 в осевом направлении остаются неподвижными, так как подшипниковые опоры 13 фиксируют их со стаканами 12 в осевом направлении относительно станины 1. При повороте гаек 11 происходит осевое перемещение нажимных винтов 7 нижних барабанов 6, которые свободно перемещаются в шлицах редукторов 18. При этом происходит разведение нижних барабанов с рабочими валками на величину Δ 2. Калибр при этом раскрывается на величину dк. Для раскрытия калибра по известной схеме (фиг.6) одним верхним валком 3 на величину dк необходимо перемещение барабана, размещенного в проеме крышки на величину Δ 1. Величина Δ1 приблизительно в 2 раза больше величины Δ 2. Но это перемещение соответственно требуется в 2 раза больше времени. При одинаковых скоростях прокатки длина переходного участка 19 трубы с нормальной стенкой, утолщенной по первой схеме, соответственно равна В, по второй схеме длина переходного участка 20 равна А. В приблизительно в 2 раза больше А. Разница между объемами переходных участков V1 при прокатке в предлагаемой клети идет в полезный объем трубы V2 с нормальной толщиной стенки. Пpи этом общая дина трубы увеличивается на величину l, соответствующую объему V2 V1, а в самой трубе длина ее с нормальной толщиной стенки увеличивается на величину L (фиг.9), равную разнице между В и А и плюс величина l
L B A + l.
Таким образом увеличивается выход годного проката. При этом разведение калибра валками 4, 5 в предлагаемой клети обуславливает вертикальное перемещение трубы в процессе прокатки на величину Х2 сверху вниз, т.е. в направлении действия силы тяжести. Величина Х2 < X1, где Х1 величина перемещения трубы при разведении калибра по известной схеме (фиг.6), при этом перемещение Х1 осуществляется в направлении, обратном действию силы тяжести. Таким образом в предложенной конструкции дополнительные динамические нагрузки, возникающие при разведении калибра в процессе прокатки, значительно ниже.
Перед прокаткой следующей трубы силовые цилиндры (приводы 15) возвращаются в исходное положение.
При перевалках барабанов с рабочими валками с клети снимается крышка с верхним барабаном. Из нее свободно вынимается барабан с рабочим валком. Из раскрытой станины краном вынимаются два освобожденных нижних барабана с рабочими валками. При этом эти барабаны беспрепятственно выходят из контакта с нажимными винтами 7. Все эти операции не требуют отсоединения элементов приводных механических нажимных устройств барабанов с рабочими валками, что значительно упрощает обслуживание клети.
Предложенная трехвалковая клеть поперечно-винтовой прокатки по сравнению с известными позволяет повысить выход годного проката, снизить динамические нагрузки и повысить долговечность клети.
Устройство позволяет также упростить перевалку барабанов с рабочими валками.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1998 |
|
RU2170152C2 |
| Трехвалковая клеть винтовой прокатки | 1979 |
|
SU780913A1 |
| Трехвалковая клеть стана продольной прокатки и способ перевалки валков трехвалковой клети стана продольной прокатки | 2018 |
|
RU2677581C1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПРОДОЛЬНОЙ ПРОКАТКИ | 2009 |
|
RU2438807C2 |
| Рабочая клеть стана поперечно-винтовой прокатки | 1976 |
|
SU617090A1 |
| Рабочая клеть стана поперечновинтовой прокатки | 1976 |
|
SU655440A1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2007 |
|
RU2338607C1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПРОДОЛЬНОЙ ПРОКАТКИ | 2007 |
|
RU2343024C2 |
| Трехвалковая клеть винтовой про-КАТКи | 1979 |
|
SU852393A1 |
| Устройство для установки валка трехвалковой клети винтовой прокатки | 1988 |
|
SU1526858A1 |
Использование: трубопрокатное производство, усовершенствование трехвалковой клетки стана поперечно-винтовой прокатки труб на оправке. Сущность изобретения: трехвалковая клеть поперечно-винтовой прокатки содержит станину с крышкой, три рабочих расположенных по кругу через 120° валка, закрепленных на поворотных барабанах. Один из барабанов размещен в проеме крышки. Два других барабана размещены в расточках между станиной и крышкой. Клеть включает также нажимные механизмы продольного перемещения поворотных барабанов, два механических нажимных устройства барабана с рабочим валком и привод их перемещения. Оба механических нажимных устройства установлены для перемещения барабанов с рабочими валками, размещенных в расточках между станиной и крышкой. Приводы этих устройств смонтированы на станине. В станине клети смонтированы посредством подшипниковых опор стаканы, внутри которых установлены гайки нажимных механизмов. К торцам стаканов закреплены двуплечие рычаги. Плечи рычагов выведены по обе стороны клети. Одно плечо шарнирно связано с приводом. Напротив другого плеча установлен упор-ограничитель хода. Приводы и упоры-ограничители хода смонтированы на станине. 9 ил.
ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ, содержащая станину с крышкой, три расположенных по кругу через 120o поворотных барабана с рабочими валками, один из которых размещен в крышке, а два другие в расточках между станиной и крышкой, нажимные механизмы продольного перемещения поворотных барабанов в виде нажимных винтов с электроприводом, пропущенных через гайки, размещенные соответственно в станине и крышке, а также дополнительные механизмы продольного перемещения нижних барабанов с силовыми цилиндрами, отличающаяся тем, что каждый дополнительный механизм продольного перемещения барабана с рабочим валком выполнен в виде охватывающего нажимную гайку и зафиксированного в осевом направлении посредством подшипниковых опор стакана, на торце которого закреплен поворотный рычаг в виде коромысла и упора-ограничителя, при этом одно плечо коромысла шарнирно связано с силовым цилиндром, а другое установлено с возможностью взаимодействия с упором-ограничителем хода.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Рабочая клеть стана поперечно-винтовой прокатки | 1988 |
|
SU1540882A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |

