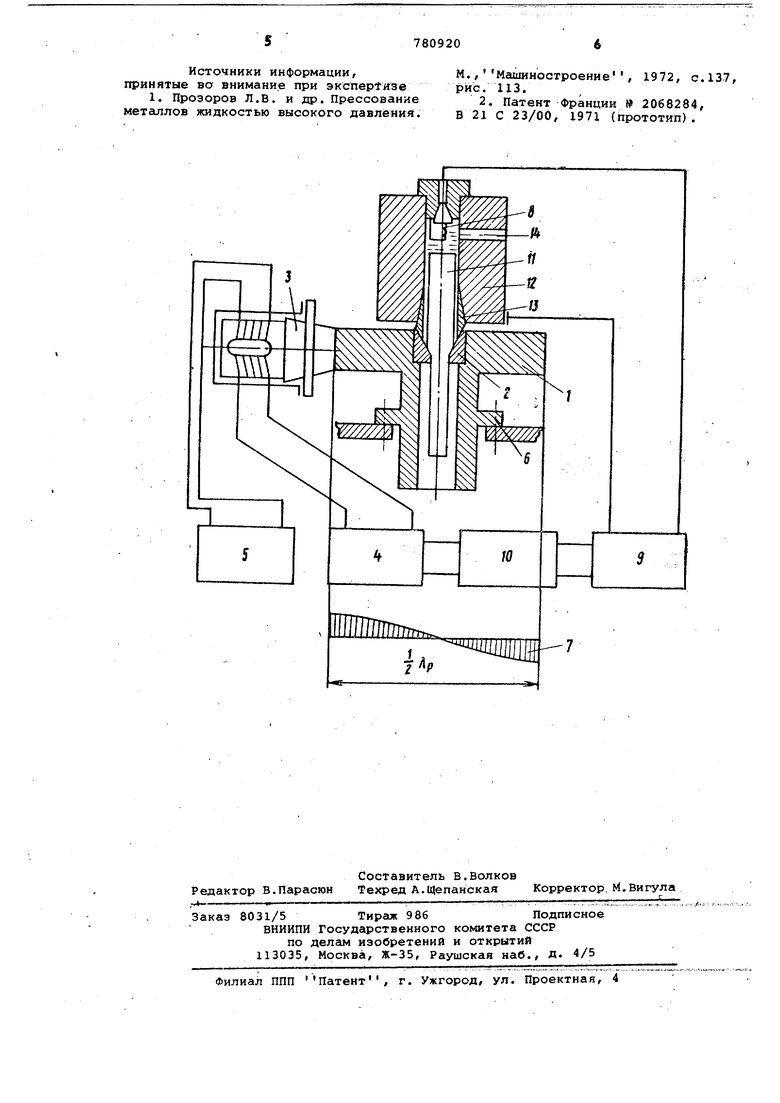
Изобретение относится к обработке металлов давлением, а именно к гидропрессованию металлов и их сплавов. Известен способ гидропрессования металлов, при котором в начале истечения заготовки повышают давление жидкости в верхней полости контейнера или снижают в нижней, или то и другое одновременно 1). Недостатком этого способа является невозможность снижения общего дав ления в контейнере в процессе прессо вания, а также необходимость дополнительной механической обработки до гидропрессования. Наиболее близкое техническое решение - способ прессования металлов при помощи жидкости, по которому в очаге деформации создается высокое гидростатическое давление путем нагнетания жидкости в контейнер, что позволяет поддерживать заданную скорость истечения материапа с.помощью автоматического изменения давления жидкости в функции изменения сопрот ления деформации 2 . Недостаток данного способа заключается в том, что он не устраняет характерный для гидростатического. прессования скачок давления в начальной стадии процесса, не может снизить общего давления в контейнере,для него типичны сложность конструкции для поддержания давления в функции изменения сопротивления деформации материала, а также повьашенные энергозатраты. Цель изобретения - устранение скачка давления в начальной стадии прессования, снижение общего давления жидкости в контейнере, создание условий гарантированной гидройинамической смазки, повышение стационарного процесса истечения металла, снижение энергозатрат, устранение пульсаций давления жидкости в процессе гидропрессования,.а также повышение производительности. Цель .достигается тем, что в очаг деформации вводятся ультразвуковые колебания с интенсивностью, обратно пропорциональной величине давления. На чертеже изображено устройство для гидропрессования. Устройство содержит диск-волновод 1 с запрессованной в него матрицей 2. К цилиндрической поверхности диска прикреплен магнитострикционНый преобразователь 3, который возбуждает в диске волновода радиальные ультразвуковые колебания. Источником колебаний служит генератор 4 с обратной акустической связью 5. Диаметр диска равен или KpsiTeHnojfioвйне дЛины радиальной ультразвуковой волны ( ). Он имеет стержень с фланцем 6, служащим для крепления. Общая длина диска со стержнем должна быть равна или кратна половине ультразвуковой волны (п ) Фланец расположен на расстоянии 4-Лп. от торца диска. От генератора через магнитострикционный преобразователь в диске-волноводе возбуждают радиаль ные ультразвуковые колебания таким о ра;эом, что в очаге деформации располо жен узел колебаний резонансного диск Эпюра 7 показывает амплитуду смещений. Давление жидкости в контейнере замеряется манганитовым датчиком 8, соединенным с преобразователем 9 сигналов., который в свою очередь имеет связь с блоком 10 регулировки мощности генератора. Заготовка 11, находящаяся в контейнере 12, прессуется жидкостью высокого давления через матрицу, запрессованную в диск-волновод. Контейнер и диск соединены друг с другом при помощи конической втулки 13. Давление в кон тейнере создается насосом, подающим жидкость высокого давления через подвод 14 в контейнере. При гидропрессовании давление внутри контейнера изменяется, в результате чего изменяется сопротивление манганитового датчика. Сигнал об этом передается к преобразовател 9 сигналов, который в свою очередь подает команды блоку регулировки мощности ультразвукового генератор с которым он связан. Вследствие это го в очаг деформации будет подавать ся большая или меньшая энерги.я ульт развука, которая компенсирует сигигш подаваеьый от датчика давления. Таким образом,получается автомати- , ческое изменение вводимой энергии ультразвука в очаг деформации в зависимости от давления в камере контейнера. В результате возбуждения в диске-волноводе радиальных колебани в зависимости от давления жидкости контейнере, используя указанное устройство, он периодически изменяет свои размеры, а следовательно, будет периодически изменяться зазор между матрицей и обрабатываемым металлом. При этом растет гидродинами ческий эффект смазки. При сжатии матрицы слой жидкости под1вёргается до11олнительному гидростатическому . давлению, что в свою очередь способ ствует росту напряжений вязкого сдв га, облегчая деформацию. Растет ско рость истечения смазки из очага деформации, а значит и расход её всле ствие непрерывности течения. При ув личении диаметра матрицы за следующий пОлупериод, смазка за счет наличия давления жидкости в контейнере загоняется в клиновой зазор между поверхностями матрицы и заготовки. Вврд радиальных ультразвуковых колебаний в очаг деформации, а также их интенсивность регулируется устройством, которое обеспечивает автоматическое изменение мощности ультразвукового генератора в зависимости от изменения давления жидкости в контейнере, или что то же - от сопротивления деформации. Таким образом, ультразвуковые колебания матрицы способствуют получению устойчивости гидродинамической смазки. Наряду с этим под действием энергии ультразвука спускается вязкость жидкости в контейнере за счет расщепления высокополимеров, которые входят в состав смазочных жидкостей, применяеких для осуществления процесса, а также активизации химических реакций на контактной поверхности. Факторы влияния ультразвука на гидропрессование снижают общее давление жидкости, необходимое для процесса деформации, приводят к стационарности истечения металла на поверхности всего цикла прессования устраняют скачок давления в начальной стадии деформации, повышают производительность процесса, а также требуют меньших энергозатрат. Устройство для гидррпрессования отличается простотой и надежностью. формула изобретения 1. Способ гидропрессования металлов путем создания в очаге реформации высокого гидростатического давления, отличающийся тем, что, с целью устранения скачка давления в начгшьной стадии прессования, снижения общего давления жидкости в контейнере, создания устойчивой гидродинамической смазки и повышения .стационарности истечения, в очаге деформации возбуждают высокочастотные ультразвуковые колебания с интенсивностью, обратно пропорциональной величине .давления. 2. Устройство для осуществления способа ПО п. 1, содержащее контейнер илсокого давления, пуансон и матрицу, отличающееся тем, что оно снабжено размещенными нл выходе из матрицы источникам ультразвуковых колебаний, питаемым от генератора с обратной акустической связью, И блоком регулировки мощности генератора, связанным через установленный в нем преобразователь сигналов с датчиком давления, размещенным в полости контейнера.
Источники информации, принятые во внимание при экспер1изе
1. Прозоров Л.в. и др. Прессование металлов жидкостью высокого давления.
М.,Машиностроение, 1972, с.137, рис. 113,
2. Патент Франции № 2068284, В 21 С 23/00, 1971 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для гидростатического прессования с применением ультразвука | 1976 |
|
SU619240A1 |
| Установка для гидростатического прессования с применением ультразвука | 1983 |
|
SU1159674A1 |
| Установка для гидростатического прессования с применением ультразвука | 1981 |
|
SU944706A2 |
| Способ наладки прессового инструмента с системой ультразвуковых колебаний | 1977 |
|
SU747555A1 |
| Ультразвуковой волновод-матрица | 1985 |
|
SU1299633A1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ГИДРОМЕХАНИЧЕСКОГО ПРЕССОВАНИЯ ЗАГОТОВОК | 2010 |
|
RU2440864C1 |
| Устройство для гидропрессования штучных заготовок | 1987 |
|
SU1581451A1 |
| Устройство для выдавливания с наложением ультразвуковых колебаний | 1980 |
|
SU1000139A1 |
| УЛЬТРАЗВУКОВАЯ РАЗЪЕМНАЯ ПРЕСС-ФОРМА | 1971 |
|
SU306876A1 |
| Устройство для обработки давлением с наложением ультразвуковых колебаний | 1976 |
|
SU614851A1 |
