(54) ГИБОЧНЫЙ ШТАМП
| название | год | авторы | номер документа |
|---|---|---|---|
| Подающее устройство к штампу для изготовления сотового заполнителя | 1980 |
|
SU958021A1 |
| Штамп последовательно совмещенного действия для изготовления двух полочных жеребеек за один ход ползуна | 1952 |
|
SU118797A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ | 1991 |
|
RU2013170C1 |
| Совмещенный штамп для гибки деталей типа крючок | 1987 |
|
SU1532132A1 |
| Гибочный штамп для изготовления изделий с симметрично отогнутыми внутрь полками | 1988 |
|
SU1792770A1 |
| Универсальный гибочный штамп | 1982 |
|
SU1072951A1 |
| ГИБОЧНЫЙ ШТАМП И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2623939C2 |
| Штамп для изготовления изогнутых деталей | 1988 |
|
SU1639835A1 |
| Штамп для гибки крестообразных деталей с отогнутой лапкой | 1987 |
|
SU1505630A1 |
| Штамп для гибки деталей из листового материала | 1987 |
|
SU1484404A1 |
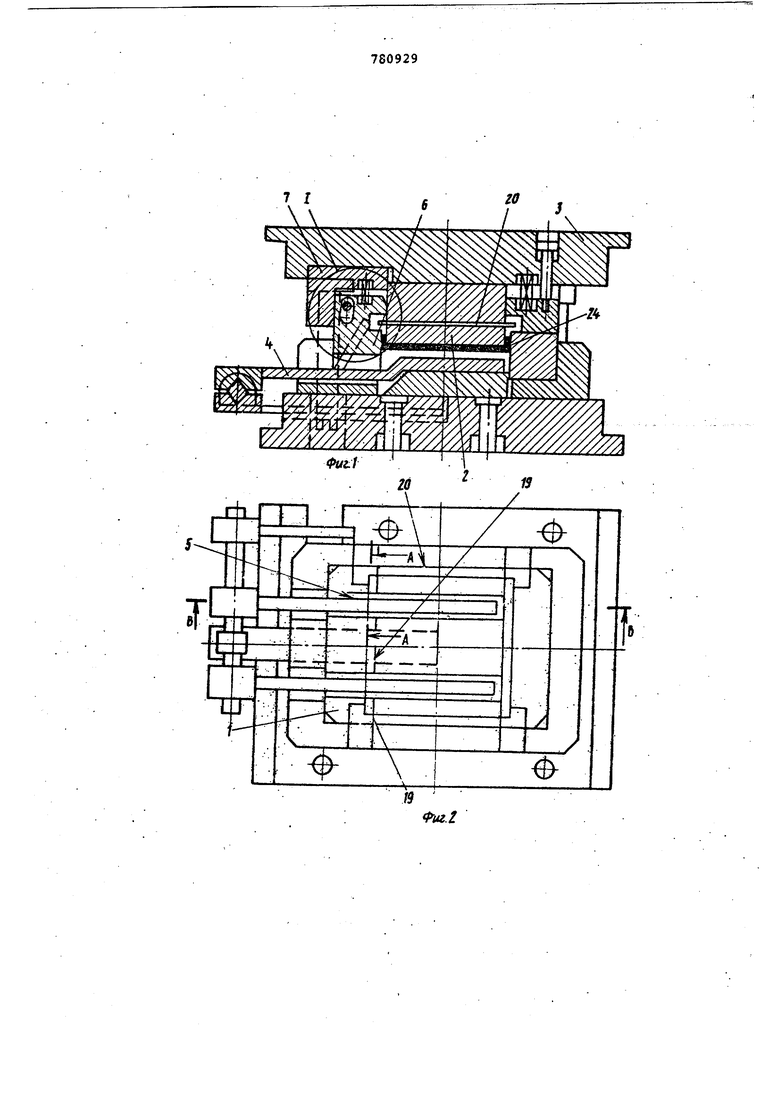
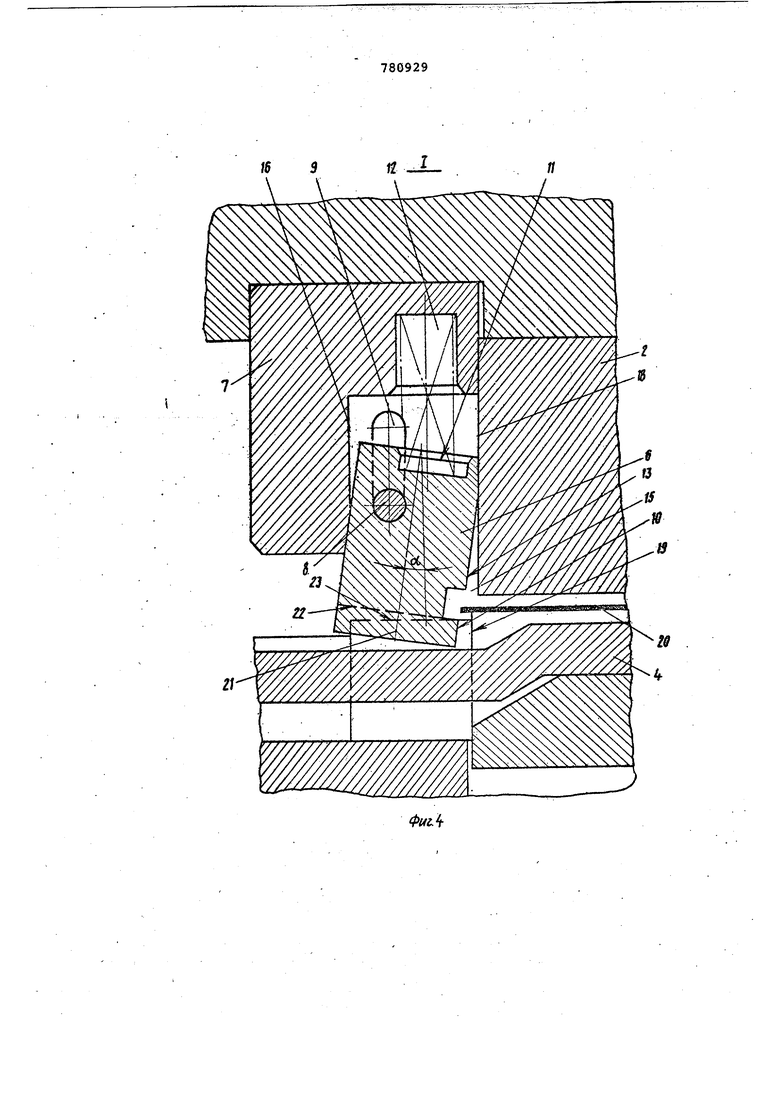
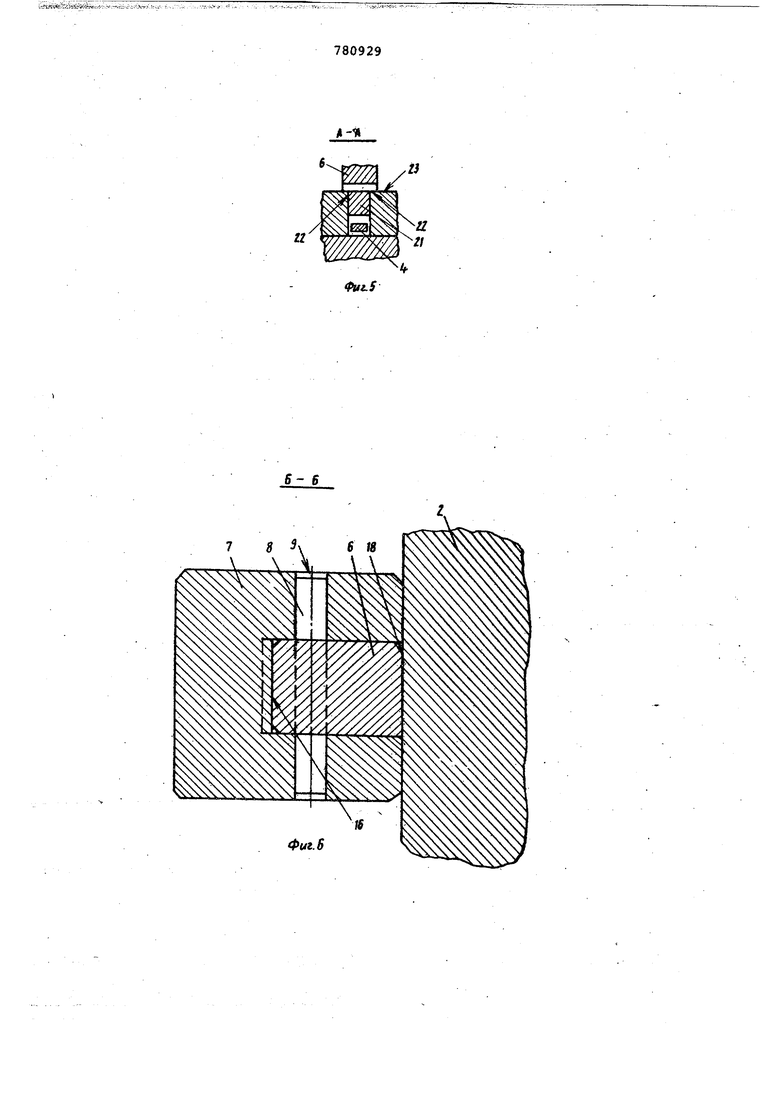
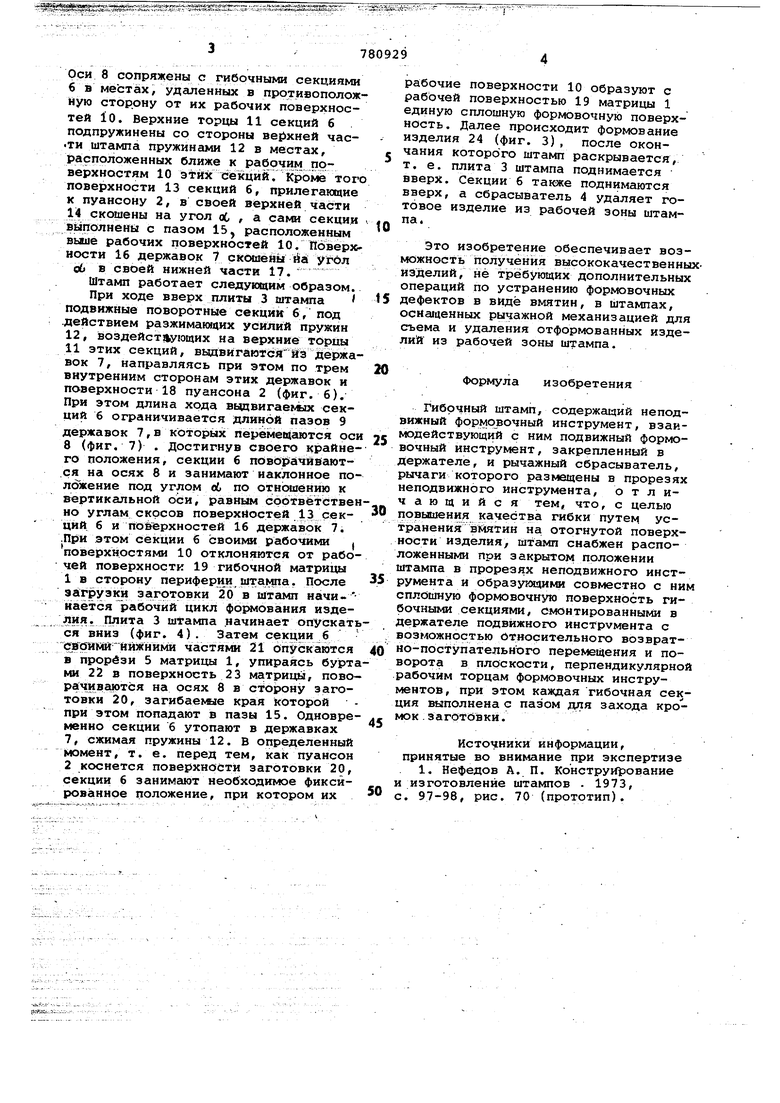
Изобретение относится к обработке металлов давлением, а именно к штампам для гибки листовых заготовок. Известен гибочный штамп, содержащий неподвижный формовочный инструмент, в заимодействуняций с ним подвижный формовочный инструмент,закреплен ный в держателе,и рычажный сбрасыватель, рычаги которого размещены в про резях неподвижного инструмента pL3 ., Существенным недостатком этого штампа является образование на отогнутой поверхности изделия вмятин в результате затекания формуемого металла в прорези, имеющиеся в неподвижном формующем инструменте. Вмятины недопустиюл для облицовочных и прочих изделий подобного рода. Цель изобретения - повышение качества гибки путем устранения вмятин на отогнутой поверхности изделия. Цель достигается тем, что штамп снабжен расположенными при зак идтом положении штампа в прорезях неподвиж ного инструмента и образующими совместно с ним сплошную формовочную по верхность гибочными секциями, смонтированными в держателе подвижного инструмента с возможностью относител .ного возвратно-поступательного пере ещения и поворота в плоскости, перпендикулярной рабочим торцам формовочных инст.рукюнтов, при этом каждая гибочная секция выполнена с пазом для захода кромок заготовки. На фиг. 1 изображен штамп в рабочем положении, общий вид; на фиг. 2вид нижней части штампа в плане; на фиг. 3 - узел 1 на фиг. 1, в рабочем положении штампа} на фиг. 4 - то же, в момент опускания вниз верхней часна фиг. 5 - разрез А-А ти штампа иа фиг. 6 - разрез Б-Б на фиг. 2 на фиг. 7 --штамп в расна фиг. 3 крвлтрм положений после очередного процесса формования изделия, разрез В-В на фиг. 2., Штамп содержит неподвижный формовочный инструмент - матрицу 1, подвижный формовочный инструмент - пуансон 2, закрепленный в плите-держателе 3 и рычажный сбрасыватель 4, рычаги которого размещены в прорезях 5 матрицы. Гибочные секции 6 встроены в державки 7, прикрепленные к плите 3 и сопряжены с этими державками с помощью осей 8, расположенных своими краягш в пазах 9 державок 7 и имеющих воз1ложно«5ть перёметцаться в этих пазах.
Оси 8 сопряжены с гибочными секциями 6 в местах, удаленных в противоположную сторону от их рабочих поверхностей 10. Верхние торцы 11 секций 6 подпружинены со стороны части штампа пружинами 12 в местах, расположенных ближе к рабочим поверхностям 10 sl-rix секций .К)Ьм1е того поверхности 13 секций 6, прилегающие к пуансону 2, в своей верхней части 14 скошены на угол оС, , а сами секции выполнены с пазом 15, расположенным выше рабочих поверхностей 10. Поверхности 16 державок 7 скошёйы йа угол об в своей нижней части 17.
Штамп работает следующим образом.
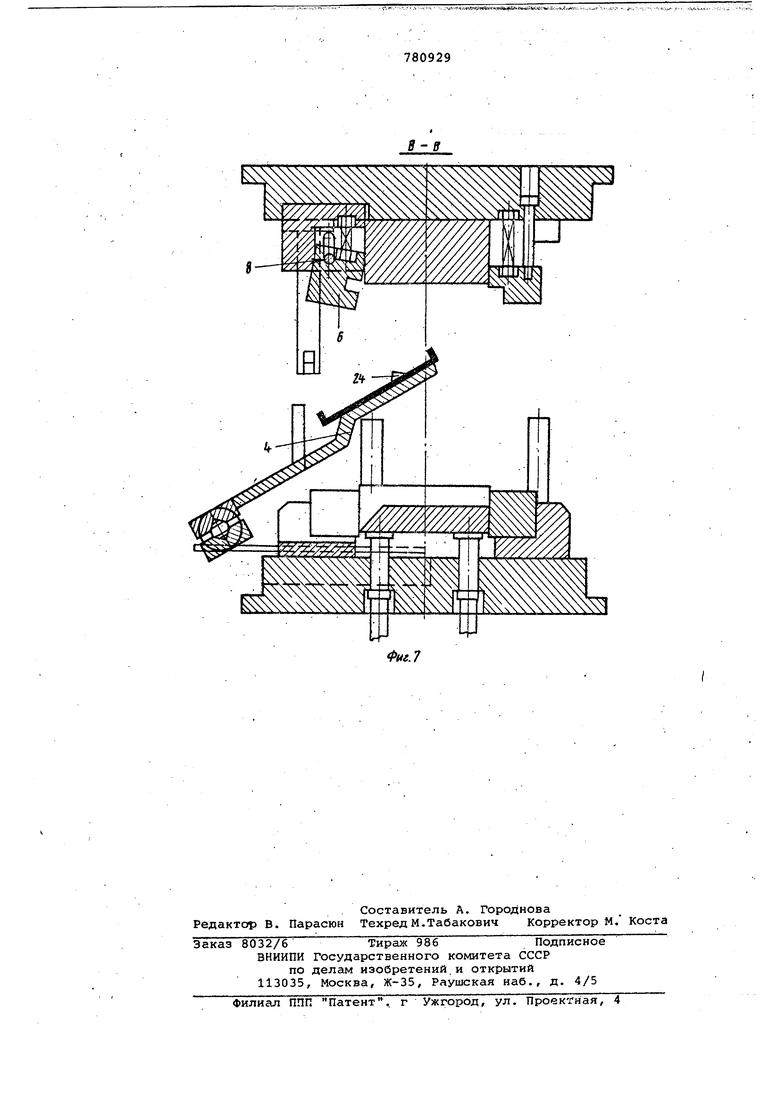
При ходе вверх плиты 3 штампа подвижные поворотные секции 6, под .действием разжимаю 4их усилий пружин 12, воздействующих на верхние тОрцы 11 этих секций, вьвдвигаютсй Из державок 7, направляясь при этом по трем внутренним сторонам этих державок и поверхности 18 пуансона 2 (фиг. 6). При этом длина хода вьщвигаекых секций 6 ограничивается длиной пазов 9 державок 7,в которых перемещаются оси 8 (фиг. 7) . Достигнув своего крайнего положения, секции 6 поворачиваются на осях 8 и занимают наклонное положение под углом oL по отнсшению к вертикальной оси, равным соответственно углам скосов поверхйостей 13 секций б и поверхностей 16 державок 7. .При этом секции б рабочими j поверхностями 10 отклоняются от рабочей поверхности 19 гибочной матрицы
1Б сторону периферии штампа. После эагруз1Ш заготовки 20 в штамп начи- наётся рабочий цикл формования изделия. Плита 3 штампа начинает опускаться вниз (фиг. 4). Затем секции б С1ВШ1йй ййжнйми частями 21 опускаются
в прорези 5 матрицы 1, упираясь буртами 22 в поверхность 23 матрицы, поворачиваются на осях 8 в ст-орону заготовки 20, загибаекие края которой при этом попадают в пазы 15. Одновременно секции 6 утопают в державках 7, сжимая пружины 12. В определенный момент, т. е. перед тем, как пуансон
2коснется поверхности заготовки 20, секции 6 занимают необходимое фиксированное положение, при котором их
780929
рабочие поверхности 10 образуют с рабочей поверхностью 19 матрицы 1 единую сплошную формовочную поверхность. Далее происходит формование изделия 24 (фиг. 3), после окончания которого штамп раскрывается/ т. е. плита 3 штампа поднимается вверх. Секции 6 также поднимаются вверх, а сбрасыватель 4 удаляет готовое изделие из рабочей зоны штампа.
Это изобретение обеспечивает возможность получения высококачественныизделий, не требующих дополнительных операций по устранению формовочных дефектов в вИдё вмятин, в штампах, оснащенных рычажной механизацией для съема и удаления отформованных изделий из рабочей зоны штампа.
Формула изобретения
Гибочный штамп, содержащий неподвижный формовочный инструмент, взаимодействующий с ним подвижный формовочный инструмент, закрепленный в держателе, и рычажный сбрасыватель, рычаги которого размещены в прорезях неподвижного инструмента, отличающийся тем, что, с целью повышения качества гибки путем устранения ймятин на отогнутой поверхности изделия, штамп снабжен расположенными при закрытом положении штампа в прорезях неподвижного инструмента и образукнцими совместно с ни сплетшую формовочную поверхность гибочными секциями, смонтированными в держателе подвижного инструмента с возможностью относительного возвратно-поступательного перемещения и поворота в плоскости, перпендикулярно рабочим торцам формовочных инструi HTOB, при этом каждая гибочная секция выполнена с пазом для захода кромок .заготовки.
Источники информации, принятые во внимание при экспертизе
.1
№ 3
П
m
mm
ч
и
21
780929
S-ff
