Лзобретение относится к обработке металл ов давлением, конкретно к оснастке для гиб и изделий сложной формы, имеющих угол загиба более 90а.
Известен гибочный штамп для изготовлен 4Я изделий с симметрично отогнутыми внурь полками, содержащий подвижный вер (ний инструмент, основание с матричным узлом, имеющим подвижную в осевом направлении среднюю часть, установленную на направляющих, закрепленные на горизонтальных осях поворотные секции С рабочими поверхностями для первой и последующей гибки, опорные поверхности для поворотных секций, а также ограничительные упоры, размещенные на направляющих.
Однако на известном устройстве не могут быть получены изделия с отогнутыми краями полок.
Целью изобретения является расширений технологических возможностей за счет
получения изделий с отогнутыми краями на полках.
Для достижения этой цели гибочный штамп для изготовления изделий с симметрично отогнутыми внутрь полками, содержащий подвижный верхний инструмент, основание с матричным узлом, имеющим подвижную в осевом направлении среднюю часть, установленную на направляющих, закрепленные на горизонтальных осях поворотные секции с рабочими поверхностями для первой и последующей гибки, опорные поверхности для поворотных секций, а также ограничительные упоры, размещенные на направляющих, снабжен пружинами скручивания, установленными на осях поворотных секций и закрепленными на них одними концами, а другими - на средней части, верхний инструмент выполнен с боковыми выступами с наружными и внутренними рабочими кромками, оси поворотных секций размещены в плоскостях, параллельных поперечной плоскости симметрии
О
ю ч VI
о
штампа и проходящих через центры кривизны наружных рабочих кромок верхнего инструмента, опорные поверхности для поворотных секций размещены на средней части матрицы и на торцах направляющих, а направляющие неподвижно закреплены на .основании снаружи от осей поворотных секций. - . ... .; . -;. .- .
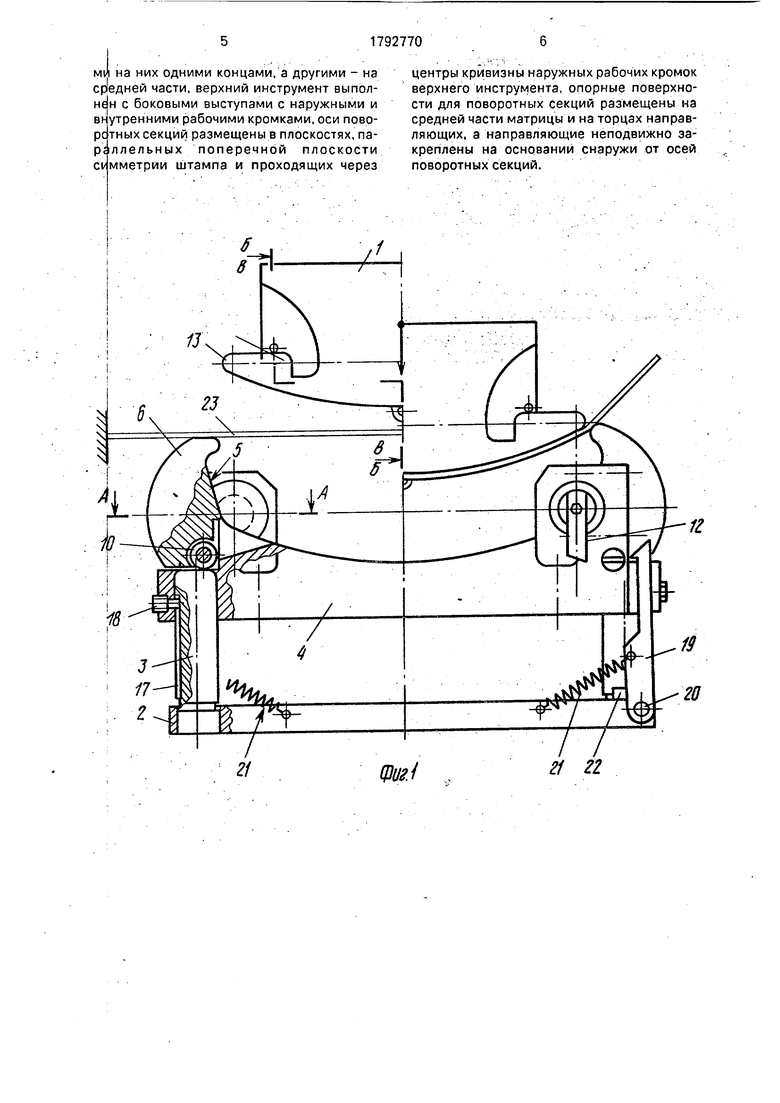
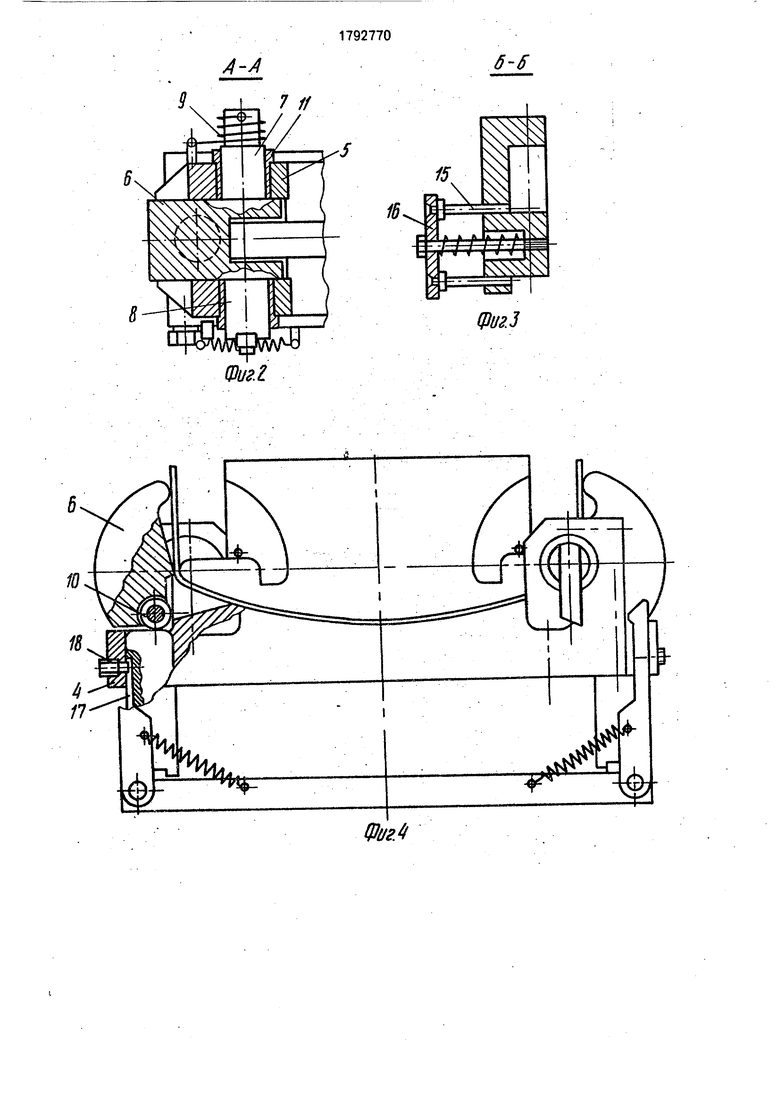
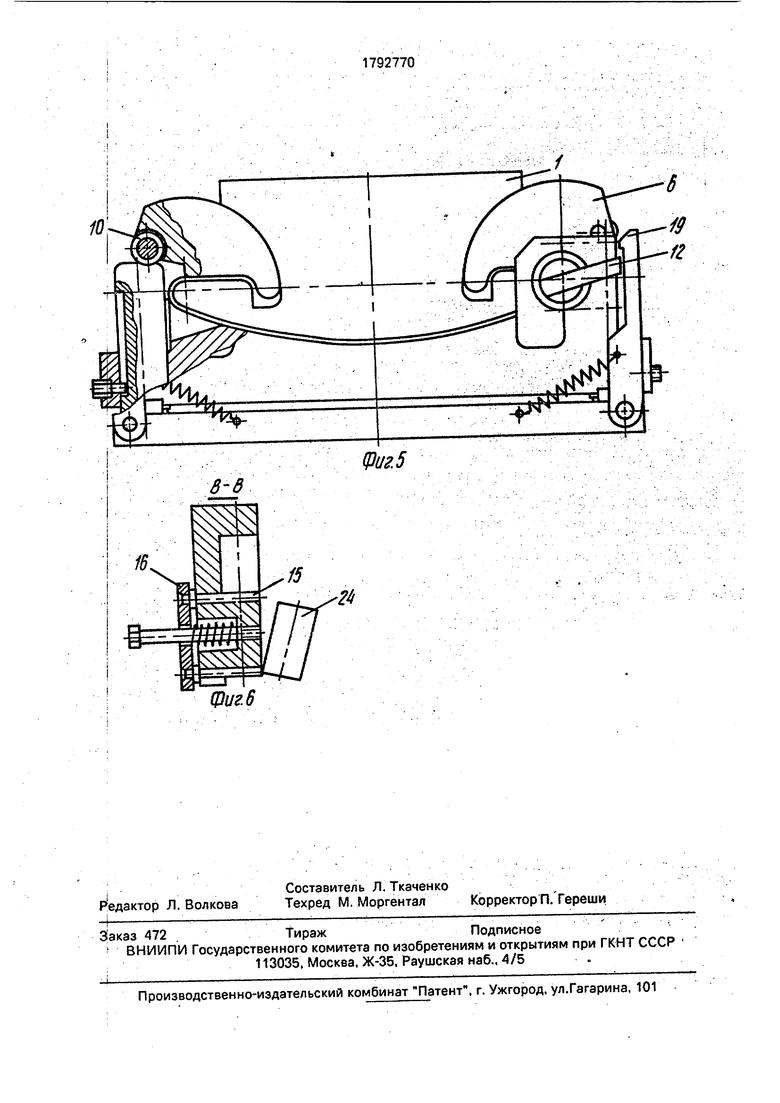
На фиг. 1 изображен предлагаемый штамп в исходном положении перед гибкой (левая часть) и начальная фаза гибки (правая часть), общий вид: на фиг. 2 - сечение А-А на фиг, 1; на фиг. 3 -сечение Б-Б на фиг. 1; на фиг. 4 - штамп в положении промежуточной фазы гибки, общий вид; на фиг. 5 - то же в положении окончания гибки; на фиг. 6 - сечение В-В на фиг. 1. ;
Штамп содержит подвижный пуансон 1 , основание 2 с направляющими 3 и матричным узлом, имеющим среднюю часть А со стойками 5, установленную на нап равляю- щих 3. и поворотные секции 6 с осями 7 и 8. На осях 7 установлены и закреплены одними концами пружины 9 скручивания, которые другими концами связаны со стойками 5 и обеспечивают поджим поворотных секций б через ролики ТО к торцам направляющих 3. Оси 7 и 8 размещены с помощью подшипниковых втулок 11IB стойках 5. На торцах осей 8 радиально консольно закреплены рычаги 12. Пуансон 1 выполнен с наружными 13 и внутренними. 14 рабочими кромками и содержит по периметру формообразующего контура подвижные толкатели 15, закрепленные на подпружиненной плите 16, которая связана с механизмом выталкивания (на фиг. не показан). Направляющие 3 выполнены с пазами 17. торцевые стенки которых являются ограничительными поверхностями для упоров 18 и размещены с наружной стороны осей 7 и 8 поворотных секций 6. На основании 2 установлены собачки 19 с возможностью качания на осях 20. подпружиненные пружинами 21 к упорам 22. Оси 7 и 8 размещены в плоскостях, проходящих через центры кривизны рабочих кромок 13. Штамп работает следующим образом.
Заготовка 23 устанавливается на поворотные секции 6, которые находятся в раскрытом положении, при этом пуансон 1 находится над заготовкой, средняя часть 4 находится в крайнем верхнем положении,
рычаги 12 направлены вертикально вниз, а толкатели 15 находятся.в отжатом положении. Затем пуансону 1 сообщается перемещение вниз до контакта с заготовкой 23 и далее, при этом заготовка 23 начинает деформироваться сначала по пуансону, а затем продавливается между верхними выступами секций 6 до замыкания со средней частью 4 матричного узла, после чего средняя часть 4 начинает опускаться при
одновременном повороте секций 6 вовнутрь вокруг осей 7 и 8 и осуществляется загиб полок изделия по кромкам 15. При дальнейшем повороте секций 6 осуществляется гибка по кромкам 14 концов полок, при
этом средняя часть 4 находится в крайнем нйжнем положёнии, рычаги устанавливаются ниже зуба собачек 19, а пружины 21 закручиваются, накапливая энергию. По. окончании гибки пуансону 1 сообщается пе.ремещение верх, при этом по мере перемещения под действием пружин 9 секции 6 раскрываются, и пуансо 1 вместе с изделием 24 беспрепятственно перемещается в исходное положение. Так как в результате
формообразования возможнб заклинива- ние секций 6 на элементах изделий 24 от их упругости, то при перемещении вверх пуансона 1 рычаги.12. упираясь в зуб собачек 19, начинают раскрытие секций, которые окончательно отклоняются за счет пружин 9.
Штамп позволяет осуществлять гибку сложных изделий за один рабочий ход прессового оборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Последовательно совмещенный штамп | 1990 |
|
SU1808445A1 |
| Гибочный штамп | 1978 |
|
SU780929A1 |
| Способ и устройство для гибки тонколистового металла | 2017 |
|
RU2638465C1 |
| ШТАМП ДЛЯ ОТГИБКИ ЭЛЕМЕНТОВ ЗАГОТОВКИ В РАЗНЫЕ СТОРОНЫ | 1991 |
|
RU2021861C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТОГО МЕТАЛЛИЧЕСКОГО ПРОФИЛЯ И ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581687C2 |
| Штамп для гибки швеллеров | 1985 |
|
SU1324709A1 |
| Штамп для отгибки кромок на листовой заготовке на 180 @ | 1987 |
|
SU1489886A1 |
| Гибочный штамп | 1985 |
|
SU1260065A1 |
| Штамп для гибки профилированной заготовки преимущественно типа швеллера | 1983 |
|
SU1136868A1 |
| Штамп для гибки скоб и калибровки их угловых частей | 1990 |
|
SU1750791A1 |
Использование: при получении гибкой изделий сложной формы, имеющих угол загиба более 30°. Сущность изобретения: гибочный штамп содержит матричный узел, включающий среднюю часть со стойками и закрепленные в стойках поворотные сек- ции,.опирающиеся на торцы направляющих средней части, размещенных с наружной сторонь осей поворотных секций. Пуансон выполнен с двумя парами гибочных кромок. После формования средней части изделия по средней части матричного узла поворотные секции, поворачиваясь, отгибают полки и их концы. 6 ил.
Формул а изобретени я
Гибочный штамп для изготовления изделий с симметрично отогнутыми внутрь полками, содержащий подвижный верхний инструмент, основание с матричным узлом, имеющим подвижную в осевом направлении среднюю часть, установленную на направляющих, закрепленные на горизонтальных осях поворотные секции с
рабочими поверхностями для первой и последующей гибки, опорные поверхности для поворотных секций, а также ограничительные упоры, размещенные на направляющих, отличающийся тем. что, с целью расширения технологических возможностей за счет получения изделий с отогнутыми краями на полках, он снабжен пружинами скручивания, установленными на осях поворотных секций и закреплениили н
17
ми на них одними концами, а другими - на средней части, верхний инструмент выполнен с боковыми выступами с наружными и внутренними рабочими кромками, оси пово- рстных секций размещены в плоскостях, параллельных поперечной плоскости симметрии штампа и проходящих через
1792770
центры кривизны наружных рабочих кромок верхнего инструмента, опорные поверхности для поворотных секций размещены на средней части матрицы и на торцах направляющих, а направляющие неподвижно закреплены на оснований снаружи от осей поворотных секций.
А-А
Фи г. I
6-6
Фж4
| Штамп для гибки концевых участков деталей на 180 @ | 1987 |
|
SU1466837A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
