Изобретение относится к обработке металлов давлением, в частности к технологической оснастке, и может быть использовано для изготовления деталей типа хомутиков и скоб гибкой из ленточного материала на универсально-гибочных автоматах.
Целью изобретения является расширение технологических возможностей штампа за счет обеспечения получения изделий различных типоразмеров.
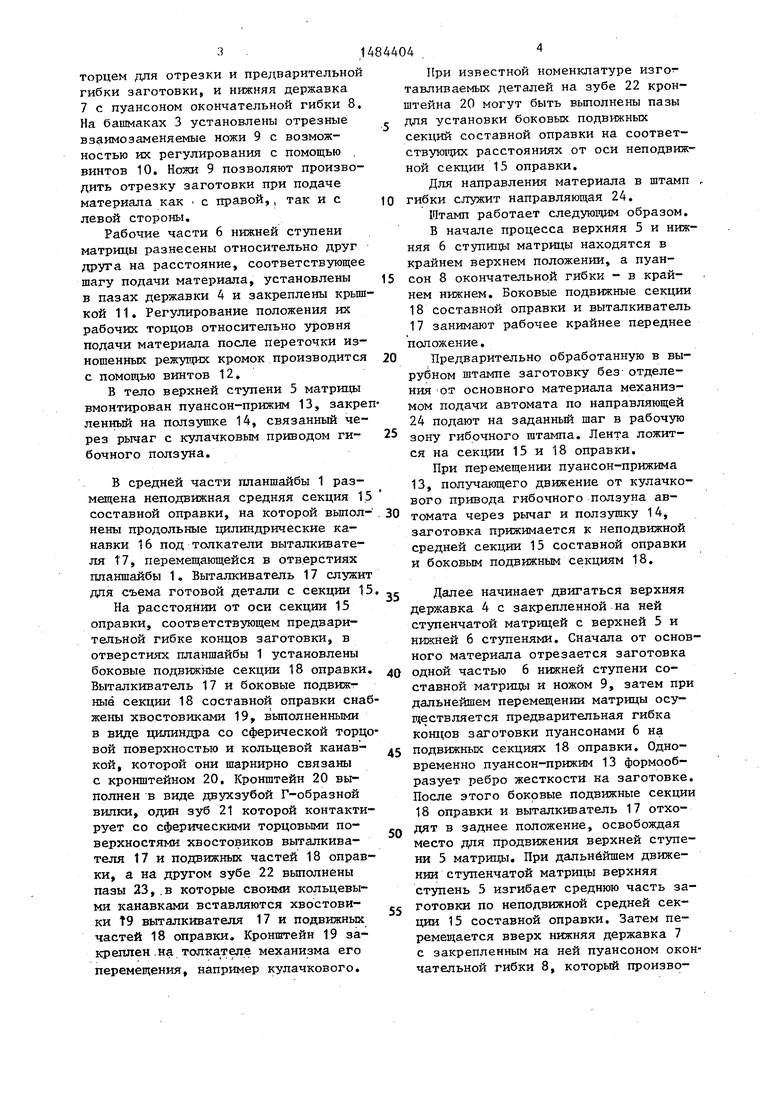
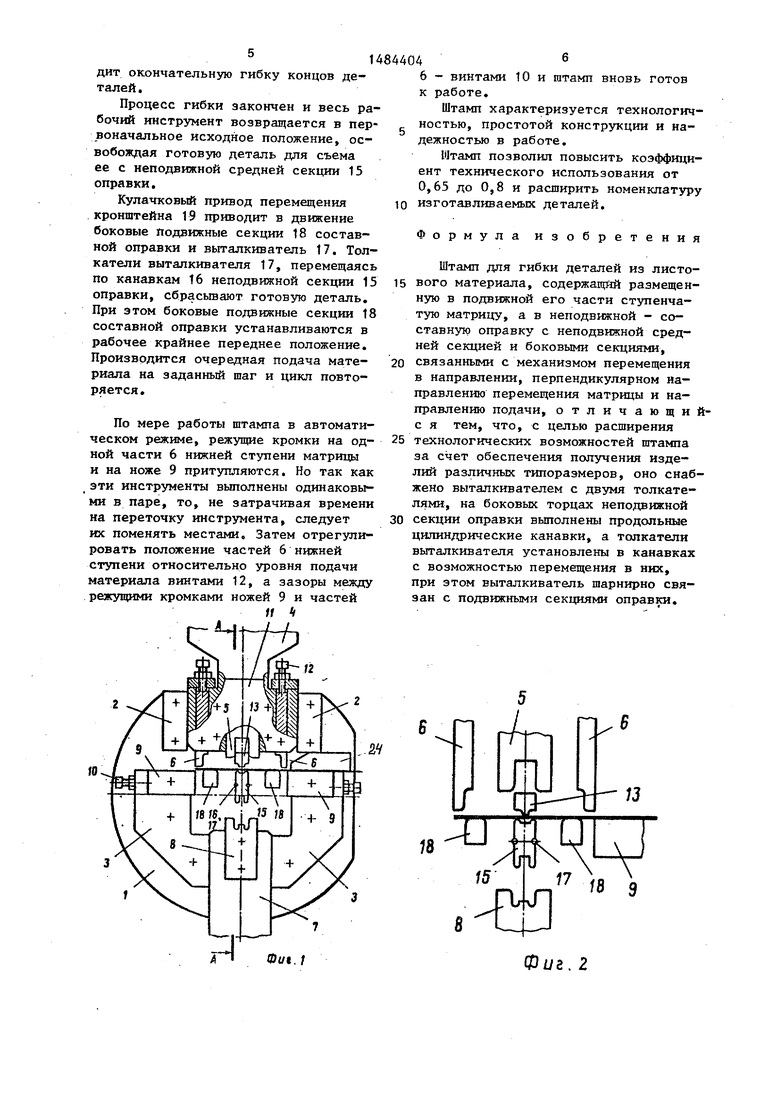
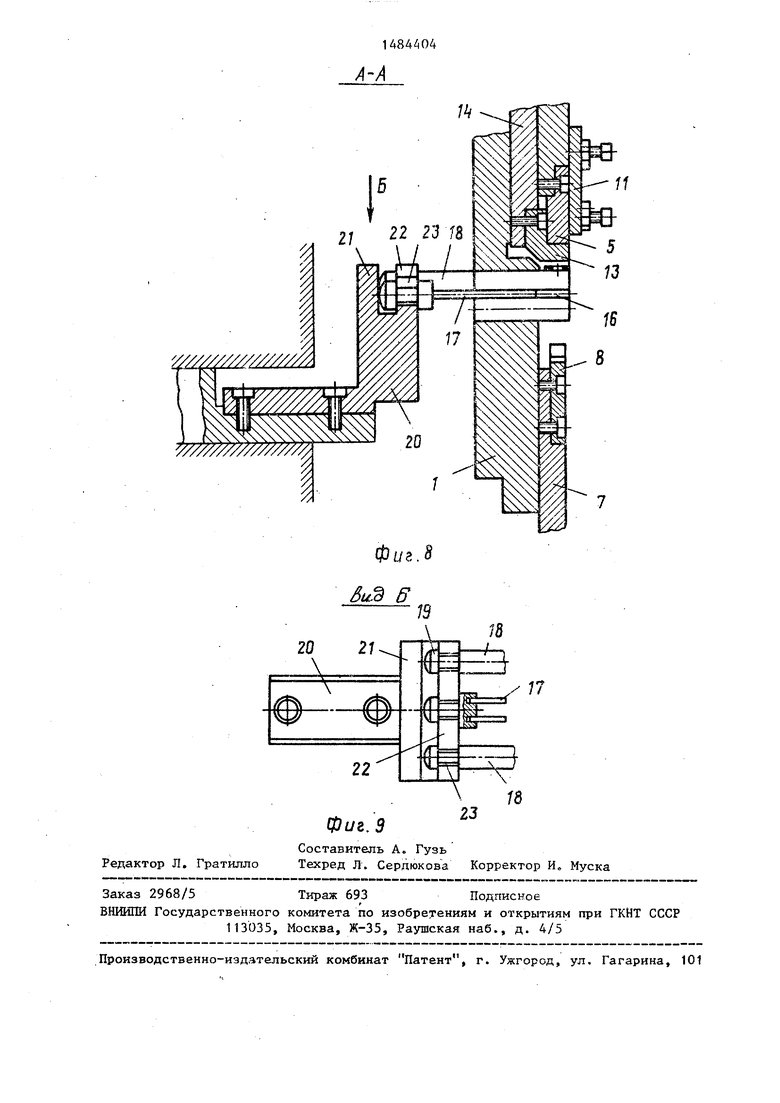
На фиг. 1 дан. штамп в момент начала работы на фиг. 2 - положение секций ступенчатой матрицы в штампе во время прижима материала к оправке; на фиг. 3 - то же, после отрезки, формовки и предварительной гибки
заготовки; на фиг. 4 - то же, после второй гибки верхними ступенями матрицы; на фиг. 5 то же, и пуансона окончательной гибки после гибки; на фиг. 6 - готовая деталь; на фиг. 7 - типовая деталь с несимметричными полками; на фиг. 8 - разрез А-А на фиг. 1; на фиг. 9 - вид Б на фиг. 8.
Штамп содержит планшайбу 1 с закрепленными на ней башмаками 2 и 3, в направляющих которых соответственно перемещаются верхняя державка 4 с гибочной ступенчатой матрицей, состоящей из верхней ступени 5 и нижней, выполненной из двух одинаковых частей 6 в виде пуансонов с рабочим
ь
оо
Ј 4 О Ј
горцем для отрезки и предварительной гибки заготовки, и нижняя державка 7 с пуансоном окончательной гибки 8. На башмаках 3 установлены отрезные взаимозаменяемые ножи 9 с возможностью их регулирования с помощью винтов 10. Ножи 9 позволяют производить отрезку заготовки при подаче материала как с правой,, так и с. левой стороны.
Рабочие части 6 нижней ступени матрицы разнесены относительно друг друга на расстояние, соответствующее шагу подачи материала, установлены в пазах державки 4 и закреплены крышкой 11. Регулирование положения их рабочих торцов относительно уровня подачи материала после переточки изношенных режущих кромок производится с помощью винтов 12.
В тело верхней ступени 5 матрицы вмонтирован пуансон-прижим 13, закреленный на ползушке 14, связанный через рычаг с кулачковым приводом гибочного ползуна.
В средней части планшайбы 1 размещена неподвижная средняя секция 15 составной оправки, на которой выполнены продольные цилиндрические канавки 16 под толкатели выталкивателя Т7, перемещающейся в отверстиях планшайбы 1. Выталкиватель 17 служит для съема готовой детали с секции 15
На расстоянии от оси секции 15 оправки, соответствующем предварительной гибке концов заготовки, в отверстиях планшайбы 1 установлены боковые подвижные секции 18 оправки. Выталкиватель 17 и боковые подвижные секции 18 составной оправки снабжены хвостовиками 19, выполненными в виде цилиндра со сферической торцовой поверхностью и кольцевой канавкой, которой они шарнирно связаны с кронштейном 20. Кронштейн 20 выполнен в виде двухзубой Г-образной вилки, один зуб 21 которой контактирует со сферическими торцовыми поверхностями хвостовиков выталкивателя 17 и подвижных частей 18 оправки, а на другом зубе 22 выполнены пазы 23, в которые своими кольцевыми канавками вставляются хвостовики Т9 выталкивателя 17 и подвижных частей 18 оправки. Кронштейн 19 закреплен на толкателе механизма его перемещения, например кулачкового.
0
5
0
5
0
5
0
5
0
5
При известной номенклатуре изготавливаемых деталей на зубе 22 кронштейна 20 могут быть выполнены пазы для установки боковых подвижных секций составной оправки на соответствующих расстояниях от оси неподвижной секции 15 оправки.
Для направления материала в штамп , гибки служит направляющая 24.
Штамп работает следующим образом.
В начале процесса верхняя 5 и нижняя 6 ступицы матрицы находятся в крайнем верхнем положении, а пуансон 8 окончательной гибки - в крайнем нижнем. Боковые подвижные секции 18 составной оправки и выталкиватель
17занимают рабочее крайнее переднее положение.
Предварительно обработанную в вырубном штампе заготовку без отделения от основного материала механизмом подачи автомата по направляющей 24 подают на заданный шаг в рабочую зону гибочного штампа. Лента ложится на секции 15 и 18 оправки.
При перемещении пуансон-прижима 13, получающего движение от кулачкового привода гибочного ползуна автомата через рычаг и ползушку 14, заготовка прижимается к неподвижной средней секции 15 составной оправки и боковым подвижным секциям 18.
Далее начинает двигаться верхняя державка 4 с закрепленной на ней ступенчатой матрицей с верхней 5 и нижней 6 ступенями. Сначала от основного материала отрезается заготовка одной частью 6 нижней ступени составной матрицы и ножом 9, затем при дальнейшем перемещении матрицы осуществляется предварительная гибка концов заготовки пуансонами 6 на подвижных секциях 18 оправки. Одновременно пуансон-прижим 13 формооб- разует ребро жесткости на заготовке. После этого боковые подвижные секции
18оправки и выталкиватель 17 отходят в заднее положение, освобождая место для продвижения верхней ступени 5 матрицы. При дальнейшем движении ступенчатой матрицы верхняя ступень 5 изгибает среднюю часть заготовки по неподвижной средней секции 15 составной оправки. Затем перемещается вверх нижняя державка 7
с закрепленным на ней пуансоном окончательной гибки 8, который произво®У1. /
/8 9
Фиг. 2
фиг. 6
in
MJ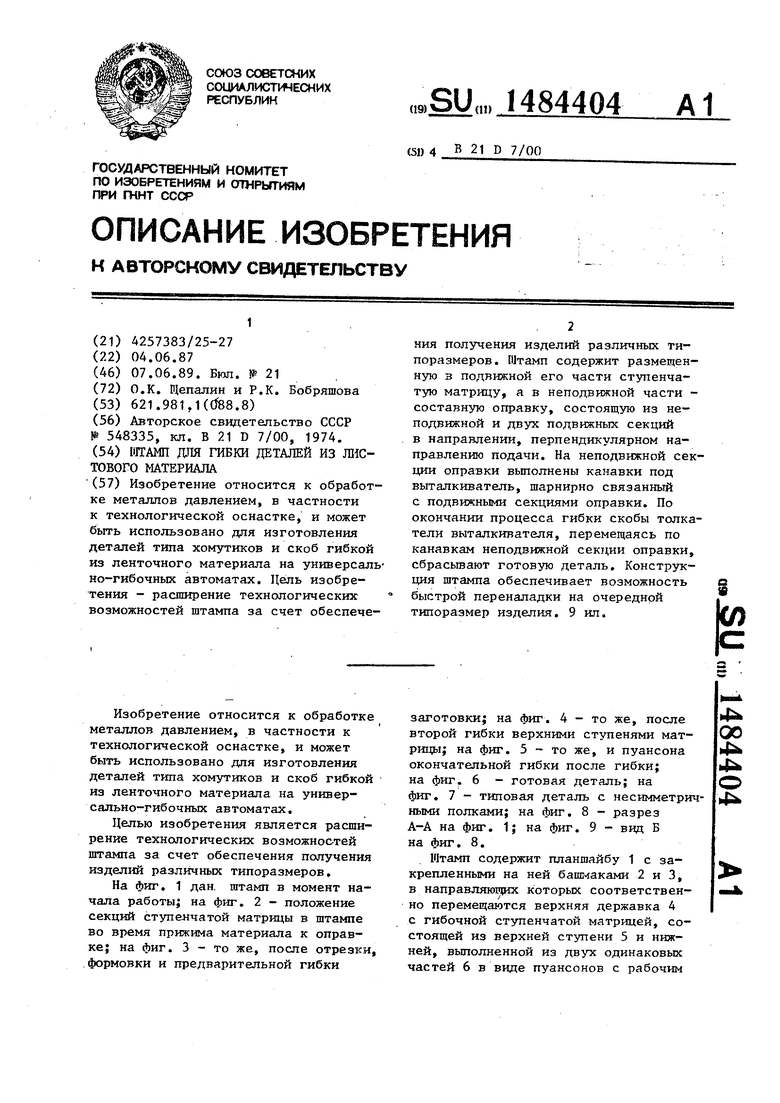
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп гибочный | 1980 |
|
SU871912A1 |
| Гибочно-штамповочный автомат | 1983 |
|
SU1139551A1 |
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |
| Гибочный штамп | 1979 |
|
SU837480A1 |
| Универсально-гибочный автомат с приводом от центральной шестерни | 1984 |
|
SU1245381A1 |
| Гибочный штамп | 1977 |
|
SU730414A1 |
| Штамп для отгибки кромок на листовой заготовке на 180 @ | 1987 |
|
SU1489886A1 |
| Гибочный штамп | 1990 |
|
SU1724407A1 |
| УСТРОЙСТВО ДЛЯ КОВКИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2011468C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2565317C2 |
Изобретение относится к обработке металлов давлением ,в частности, к технологической оснастке и может быть использовано для изготовления деталей типа хомутиков и скоб гибкой из ленточного материала на универсально-гибочных автоматах. Цель изобретения - расширение технологических возможностей штампа за счет обеспечения получения изделий различных типоразмеров. Штамп содержит размещенную в подвижной его части ступенчатую матрицу, а в неподвижной части - составную оправку, состоящую из неподвижной и двух подвижных секций в направлении, перпендикулярном направлению подачи. На неподвижной секции оправки выполнены канавки под выталкиватель, шарнирно связанный с подвижными секциями оправки. По окончании процесса гибки скобы толкатели выталкивателя, перемещаясь по канавкам неподвижной секции оправки, сбрасывают готовую деталь. Конструкция штампа обеспечивает возможность быстрой переналадки на очередной типоразмер изделия. 9 ил.
QJl/гЛ
Фиг. 9
Н
| Штамп для гибки деталей | 1974 |
|
SU548335A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
