1
изооретение относится к обработке металлов резанием, в частности к обработке на металлорежущих станках с автоматической сменой инструмента и может быть использовано . на машиностроительных предприятиях в среднесерийном и мелкосерийном производстве.
Наиболее близким решением известных является агрегатный ста-. нок с автоматической сменой шпиндельных коробок, содержащий магазин с направляющими, на которых на роликах подвешены шпиндельные коробки, приводную бабку с нижней плитой, содержащей направляю1-дие с профилем, соотвествующим профилю направляющих в магазине, механизмы зажима и подачи шпиндельных коробок 1 .
К недостаткам известного агрегатного станка относится невысокая точность базирования шпиндельных коробок .
Цель изобретения - повышение точности базирования шпиндельных коробок.
Указанная цель достигается тем, что приводная бабка снабжена устройствами окончательной и предварительной фиксации шпиндельных коробок.
причем последнее установлено с возможностью перемещения.
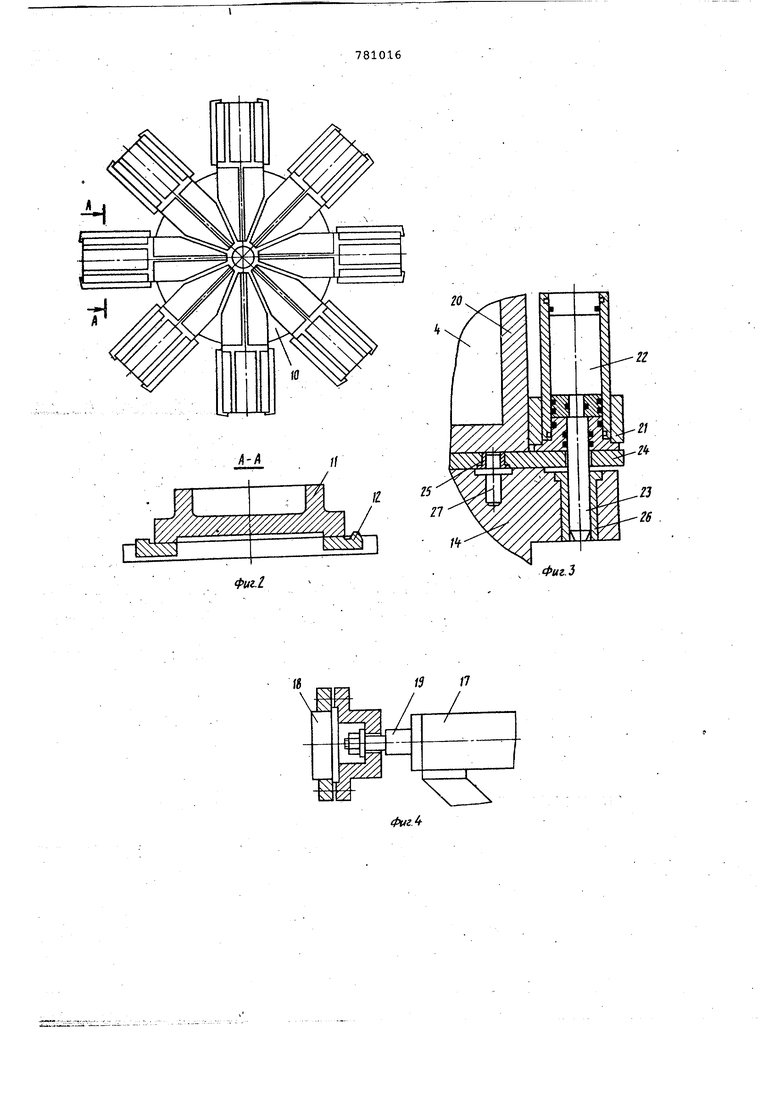
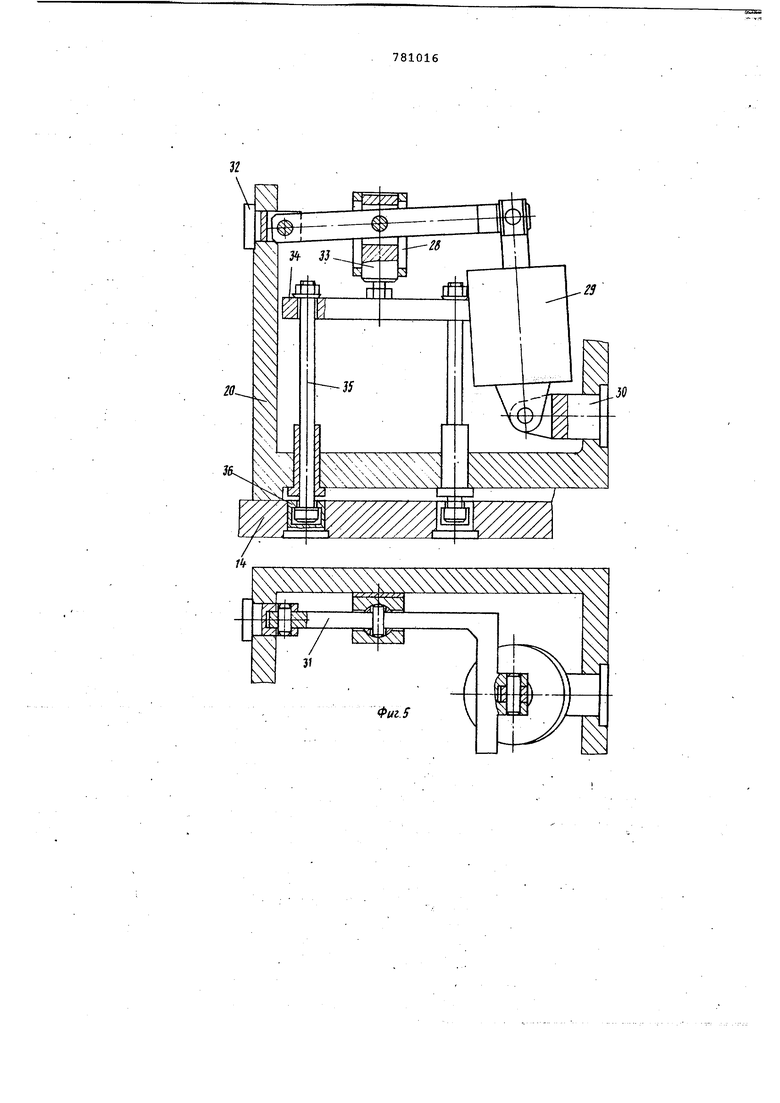
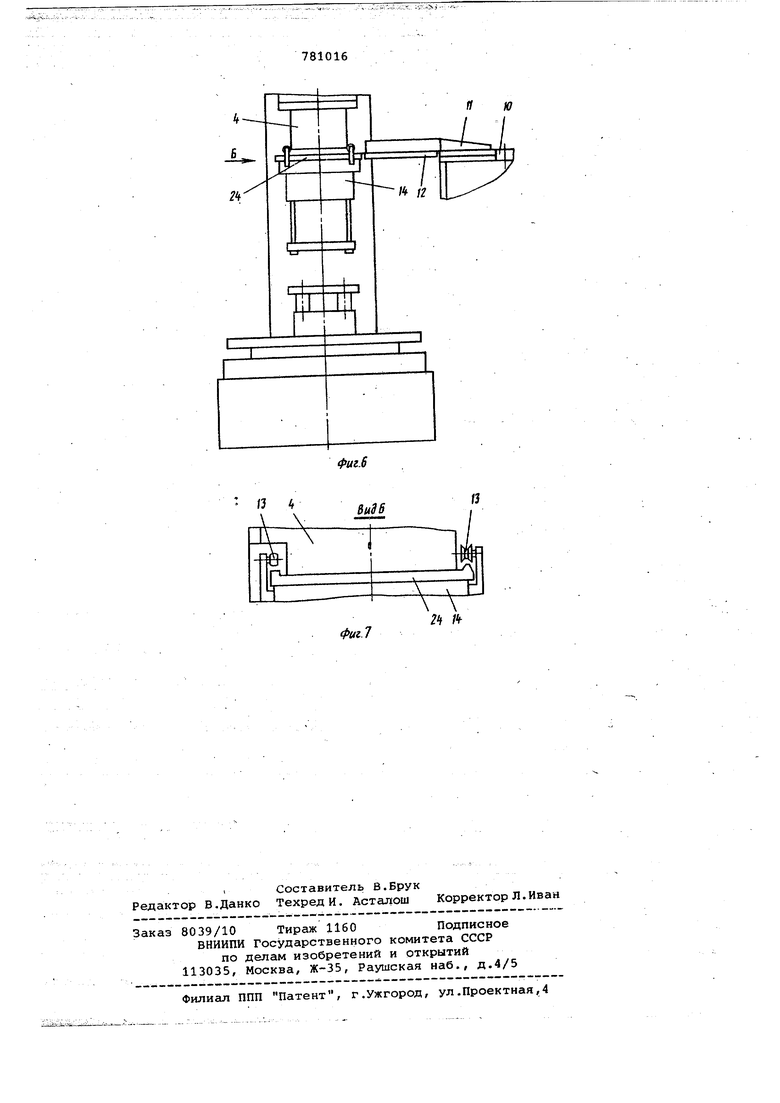
На фиг.1 изображен общий вид станка; на фиг.2 - вид на магазин без шпиндельных коробок в плане; на фиг.З - устройства предварительной и окончательной фиксации шпиндельных коробок; на фиг.4 - механизм подачи шпиндельных коробок; на фиг.5toмеханизм зажима шпиндельных коробок; на фиг.6 - общий вид станка с силовым столом в исходном положении; на фиг. 7 - вид на направляющие выступы нижней плиты (вид Б на фиг.6).
15
На станине 1 станка закреплена колонна 2 с силовым унифицированным столом 3, на подвижной части которого установлена приводная бабка 4 с реду1стором 5.
20
На станине 1 станка также установлен унифицированный поворотный стол 6 с приспосбблённями 7 для обрабатываемых деталей.
Рядом со станком на подставке 8
25 установлен поворотный стол 9, на планшайбе которого закреплен магазин 10,содержащий радиально расположенные кронштейны 11 с направляющими 12, на которых на роликах 13 подвешены сменные шпиндельные коровки 14.
На центральной оси 15 магазина 10 стационарно установлен механизм подачи 16 шпиндельных коробок 14, со.стоящий из гидроцилиндра 17 и электромагнита 18, закрепленного на конце, штока 19 цилиндра 17..На корпусе 20 приводной бабки 4 закреплено устройство предварительной фиксации 21 шпиндельных коробок состоящее из двух гидроцилиндров 22, штоки 23 которых имеют на торцах фаски определенной ширины, выбираемой из условия автоматической сборки. На торце корпуса 20 приводной бабки 4 закреплена нижняя плита 24 с направляющими выступами, профили которых соответствуют профилю направляющих 12 на кронштейнах 11 магазина 10. Устройство 25 окончательной фиксации шпиндельных головок содержит запрессованные в плите 24 две втулки, отверстия которых и нижний торец плиты служат элементами окончательной фиксации шпиндельных коробок 14. Соответственно сменные шпиндельные коробки снабжены базовымй элементами для предварительной фиксации-в виде отверстий во втулках 26 и базовыми элементами для окончательной фиксации виде стационарно установленных пальцев 27 и привалочной плоскости.
В корпусе 2,0 приводной бабки 4 размещен механизм зажима 28 сменных шпиндельных коробок 14. Механизм зажима устроен следующим образом: гидроцилиндр 29, закрепленный на проушине 30, шарнирно соединен с П-образной рамкой 31, закрепленной на двухпроушинах 32. Боковые стойки рамки 31 через тяги 33 и коромысла 34 соединены с четырьмя штоками 35, имеющими буртики на конце.
Обработка деталей на станке происходит следующим образом.
Деталь закрепляется на станке в приспособлении 7. При нажатии на кнопку цикл планшайба noBOpoTjHorp стола 6 с приспособлениями 7 рбвЪрачивается на 180°, и обрабатываемая деталь из загрузочной позиции устанавливается в рабочую. В это же время необходимая шпиндельная коробка 14 поворотом магазина 10 подаётся в-зону смены шпиндельных коробок,при этом напра)в; якнцие 12 на кронштейнах 11 магазина 10 совмещаются с направляющими выступами нижней плиты 24 приводной бабки 4. Поворот и фиксация магазина 10 и поиск необходимой шпиндельной коробки обеспечиваются уиифйЦйрОваннйм поворотным столом 9. Поворот планшайбы последнего происходит до тех п6р,п6ка ;;е сработают конечные выключатели (или один из .них) набор которых
соответствует позиции, заданной на .панели набора программы. После позиционирования секции магазина 10 с необходимой шпиндельной коробкой 14 в зоне смены йрабатывает гидроцилиндр 17 механизма подачи 16 шпиндельнйх коробок. Шток 19 гидроцилиндра 17 с включенным электромагнитом 18 вЕВдвигается вперед, перемещая шпиндельную коробку 14 с направляющих 12 кронштейнов 11 магазина 10 на направляющие выступы плиты 24 приводной бабки 4 до упора. При этом буртики четырех штоков 35 механизма зажима 28 входят, в Т-образные пазы втулок 36, закрепленных в корпусе шпиндельной коробки 14. Электромагнит 19 в конце хода штока 19 отключается. Масло под давлением подается в верхние полости гидроцилиндра 22 устройства предварительной -. фиксации 21, и шток.и 23 вводятся в Отверстия втулок 26 шпиндельной коробки 14. После этого цилиндр 29 механизма зажима 28 шпиндельных коробок приподнимает П-образную рамку 31, которая тягами 33 перемещает вверх два коромысла 34 с четырьмя штоками 35, Штоки 35 своими буртиками поднимают шпиндельную коробку 14 с направляющих выступов плиты 24, коробка скользит по штокам 23 и прижимается к нижней плоскости плиты 24. При этом пальцы 27 шпиндельной коробки 14 входят в отверстия устройcfBa 25 окончательной фиксации, чем осуществляется окончательная фикса ция коробок на станке.
После фиксации и зажима шпиндельной коробки 14 осуществляется рабочий цикл станка.
По окончании обработки циклы смены шпиндельных коробок повторяются в том же порядке.
Формула изобретения
Агрегатный станок с автоматической сменой шпиндельных коробок, содержащий магазин с направляющими, на которых иа роликах подвешены шпиндельные коробки, приводную бабку с нижней плитой, содержащей направляющие с профилем, соответствующим профййю напраёляющих в магазине, механизмы зажима и подачи шпиндельных коробок, отличающийся , что с целью повышения точности базирования шпиндельных коробок приводная бабка снабжена устройствами окончательной и предварительной фиксации шпиндельных коробок, причем последнее установлено с возможностью перемещения.
Источники информации, примятые во внимание при экспертизе
1. Авторское свидетельство СССР № 622625,-ЙЛ. В 23 Q 3/155, 12.01.7
fi-A
Фиг.1
20
/
Фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлорежущий станок с устройством для автоматической смены многошпиндельных инструментальных коробок | 1977 |
|
SU659355A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных инструментальных коробок | 1985 |
|
SU1238937A1 |
| Переналаживаемая автоматизированная линия | 1983 |
|
SU1168378A1 |
| Металлорежущий станок со сменными шпиндельными головками | 1991 |
|
SU1784443A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных коробок | 1988 |
|
SU1521552A2 |
| Многоцелевой станок | 1989 |
|
SU1660937A1 |
| Устройство для закрепления сменной шпиндельной коробки агрегатного станка с автоматической сменой инструмента | 1986 |
|
SU1379052A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных коробок | 1988 |
|
SU1645094A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных коробок | 1985 |
|
SU1331629A1 |
| Переналаживаемая автоматическая линия | 1990 |
|
SU1726206A1 |

16
/5 /7
/
/5
