инструментальной коробки снижается изза погрешности взаимного расположения вертикальных и горизонтальных направляющих, но которым соответственно перемещаются шпиндельная бабка и подвижная часть силового узла с приспособлением, погрешности позиционирования шпиндельной бабки, служащей приводом инструмента, погрешности фиксации сменной коробки на шпиндельной бабке.
Значительное количество поверхностей трения, относительно малая поверхность контакта базовых пальцев приводит к быстрой потере технологической точности станка.
На известном станке значительны потери времени на смену многошпиндельных коробок из-за перемещения шпипдельной баОки из рабочей зоны в зону смены шпиндельных коробок, раскрепления и снятия коробки с подвесок магазина, многочисленных манипуляций при передаче, фиксации и закреплении коробок на шпиндельной бабке: выдвижении рамки, повороте прихватов для закрепления базовой плиты коробки в рамке, притягивании инструментальной коробки к шпиндельной бабке с посадкой на фиксаторы и закрепление.
Наличие механизма перемещения шпиндельной бабки, устройства для раскрепления многошпиндельных коробок в подвесках, сложность устройства смены инструментальных коробок усложняет конструкцию станка. Кроме того, на данном станке невозможна навеска инструментальной коробки на одну подвеску из-за отсутствия угловой ориентации выдвижного подпружиненного элемента, что невыгодно при малых габаритах сменных коробок.
Цель изобретения - обеспечепие смены коробок без съема с подвесок магазина.
Для этого в предлагаемом станке подпружиненный стержень установлен с возможностью перемещения в направлении закренления коробок и снабжен ограничителем его углового перемещения, а базовые элементы коробок на станке выполнены с профилем, соответствующим профилю направляющих рабочего стола, причем бурт подпружиненного элемента и прихват механизма закрепления выполнены со скосом, соответственно удерживающим от выпадания и перемещающим к ограничительному упору инструментальную коробку.
Смена шпиндельных коробок на станке без снятия их с подвесок магазина позволяет обходиться без промежуточных устройств, передающих, ориентирующих и воспринимающих вес шпиндельных коробок при перегрузке из магазина на станок и обратно, так как эти функции выполняются самой подвеской магазина.
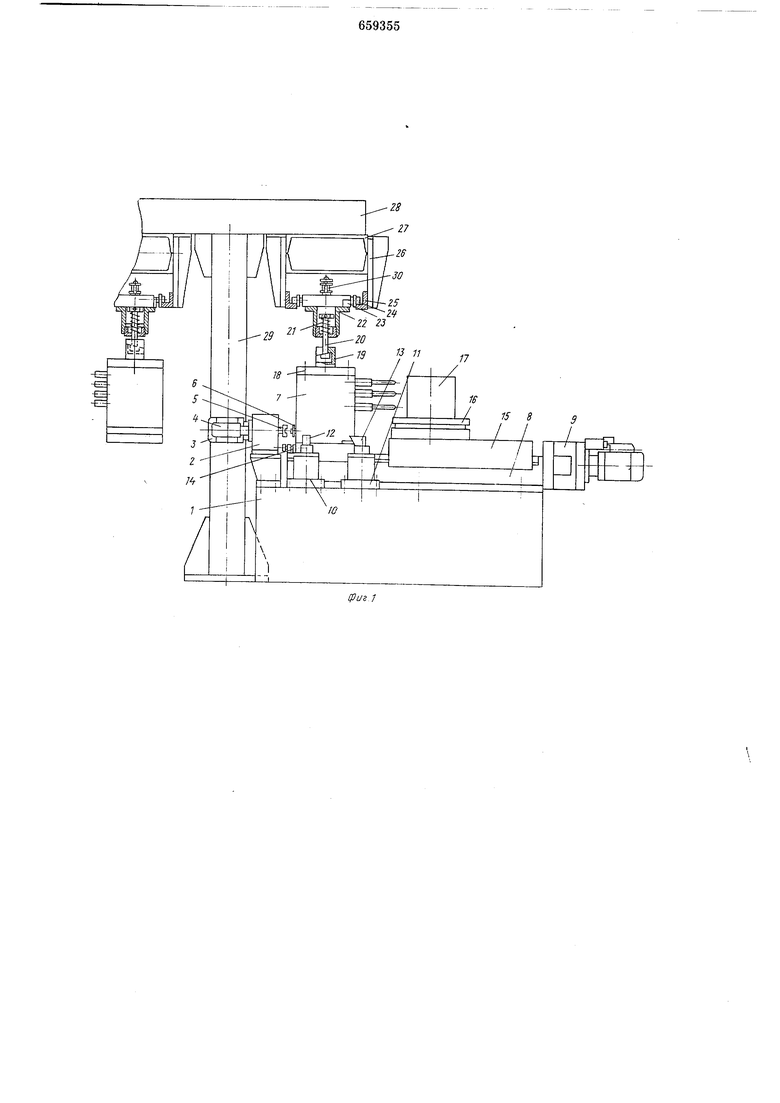
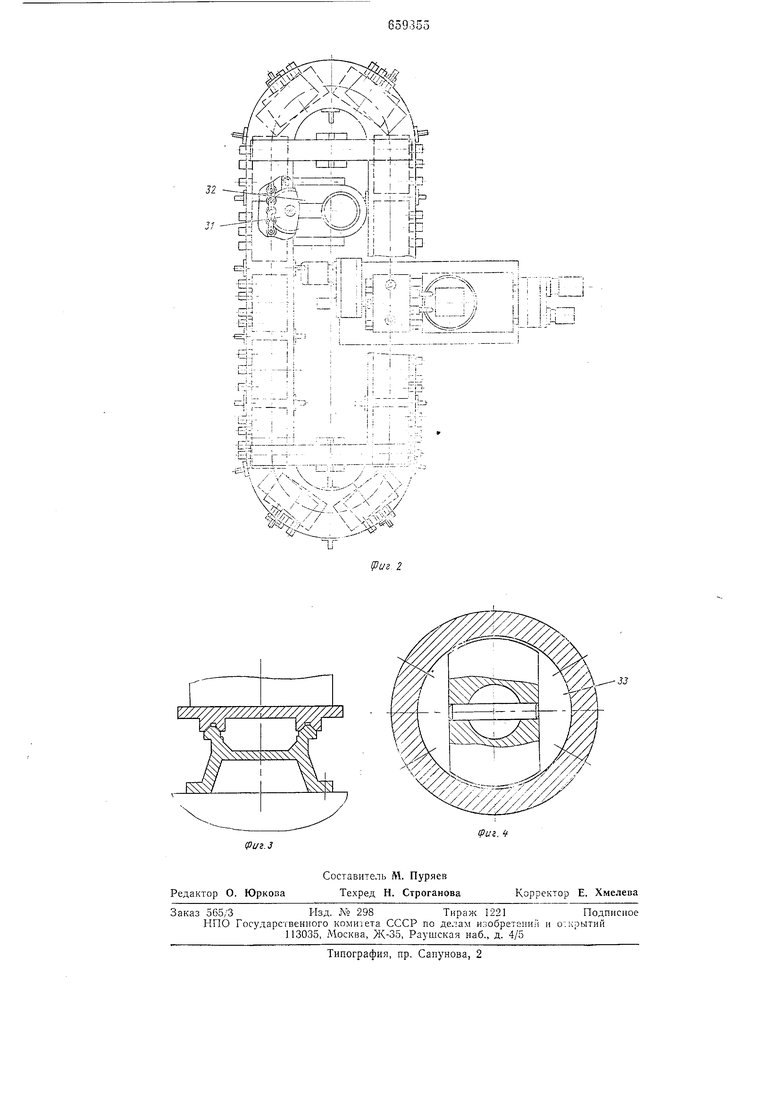
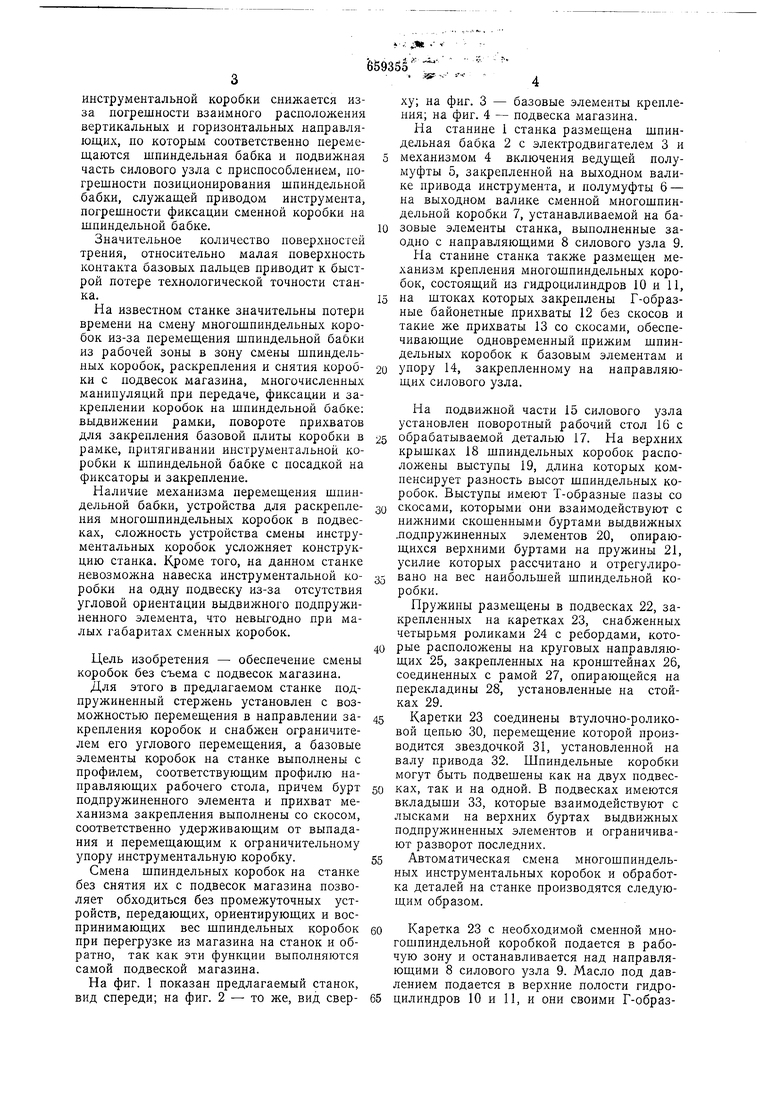
На фиг. 1 показан предлагаемый станок, вид спереди; на фиг. 2 - то же, вид сверху; на фиг. 3 - базовые элементы крепления; на фиг. 4 - подвеска магазина.
На станине 1 станка размещена шпиндельная бабка 2 с электродвигателем 3 и механизмом 4 включения ведущей полумуфты 5, закрепленной на выходном валике привода инструмента, и полумуфты 6 - на выходном валике сменной многошпиндельной коробки 7, устанавливаемой на базовые элементы станка, выполненные заодно с направляющими 8 силового узла 9. На станине станка также размещен механизм крепления многошпиндельных коробок, состоящий из гидроцилиндров 10 и 11,
на штоках которых закреплены Г-образные байонетные прихваты 12 без скосов и такие же прихваты 13 со скосами, обеспечивающие одновременный прижим шпиндельных коробок к базовым элементам и
упору 14, закрепленному на направляющих силового узла.
На подвижной части 15 силового узла установлен поворотный рабочий стол 16 с
обрабатываемой деталью 17. На верхних крышках 18 шпиндельных коробок расположены выступы 19, длина которых компенсирует разность высот шпиндельных коробок. Выступы имеют Т-образные пазы со
скосами, которыми они взаимодействуют с нижними скошенными буртами выдвижных .подпружиненных элементов 20, опирающихся верхними буртами на пружины 21, усилие которых рассчитано и отрегулировано на вес наибольшей шпиндельной коробки.
Нружины размещены в подвесках 22, закрепленных на каретках 23, снабженных четырьмя роликами 24 с ребордами, которые расположены на круговых направляющих 25, закрепленных на кронштейнах 26, соединенных с рамой 27, опирающейся на перекладины 28, установленные на стойках 29.
Каретки 23 соединены втулочно-роликовой цепью 30, перемещение которой производится звездочкой 31, установленной на валу привода 32. Шпиндельные коробки могут быть подвешены как на двух подвесках, так и на одной. В подвесках имеются вкладыши 33, которые взаимодействуют с лысками на верхних буртах выдвижных подпружиненных элементов и ограничивают разворот последних.
Автоматическая смена многошпиндельных инструментальных коробок и обработка деталей на станке производятся следующим образом.
Каретка 23 с необходимой сменной многошпиндельной коробкой подается в рабочую зону и останавливается над направляющими 8 силового узла 9. Масло под давлением подается в верхние полости гидроцилиндров 10 и 11, и они своими Г-образными прихватами захватывают шпиндельные коробкн 7, притягивают и закрепляют их на базовых элементах станка. При этом прихваты сжимают пружину 21. Одновременно Г-образные прихваты цилиндров П своими скосами прижимают шпиндельную коробку к упору 14, при этом связь между выступами 19 шпиндельных коробок и выдвижными подпрз жиненными элементами 20 подвесок 22 сохраняется.
Механизм 4 включения полумуфт 5 и 6 соединяет их. Включается электродвигатель 3 шпиндельной бабки 2 и приводится во вращение режуш;ий инструмент.
Рабочий стол 16 с обрабатываемой деталью 17 подводится к врашаюшимся инструментам, и на рабочей подаче происходит обработка детали. После окончания обработки деталь с приспособлением быстро отводится в исходное положение, полумуфты расиепляются, и электродвигатель останавливается.
Подается масло под давлением в нижние полости гидронилиндров 10 и 11, прихваты разворачиваются, освобождая шпиндельную коробку. Последняя под действием пружин 21 приподнимается над направляющими 8 и прихватами. Включается привод 32, и звездочка 31 перемещает цепь 30 с каретками 23. Очередная илпиндельная коробка вводится в рабочую зону. Далее цикл повторяется.
При необходимости обработки детали с нескольких сторон она поворачивается иа планшайбе стола 16.
Формула изобретения
Металлорежущий станок с устройством для автоматической смены многошпиндельных инструментальных коробок, содержаший шпиндельную бабку с ведушей полумуфтой, подвижный по направляющим рабочий стол, механизм закрепления коробок с базовыми элементами и ограничительным упором и установленный над шпиндельной бабкой горизонтальный магазин с подвесками под выступы инструментальных коробок, выполненными в виде подпружиненных стержней с буртом, о тл и ч а ю ш и и с я тем, что, с целью обеспечения смены коробок без съема с подвесок магазина, подпружиненный стержень установлен с возможностью перемещения в направлении закрепления коробок и снабжен ограничителем его углового перемещения, а базовые элементы крепления коробок на станке выполнены с профилем, соответствующим профилю направляющих рабочего стола, причем бурт подпружиненного стержня и прихват механизма закрепления выполнены со скосом, соответственно удерживающим от выпадания и перемещающим к ограничительному упору инструментальную коробку.
Источники информации,
принятые во внимание при экспертизе
1.Патент Великобритании № 1426634, кл. В ЗВ, опублик. 1976.
2.Авторское свидетельство СССР № 523784, кл. В 23Q 3/155, 1974.
3.Патент США № 3895427, кл. 29-56Ь, опублик. 1975.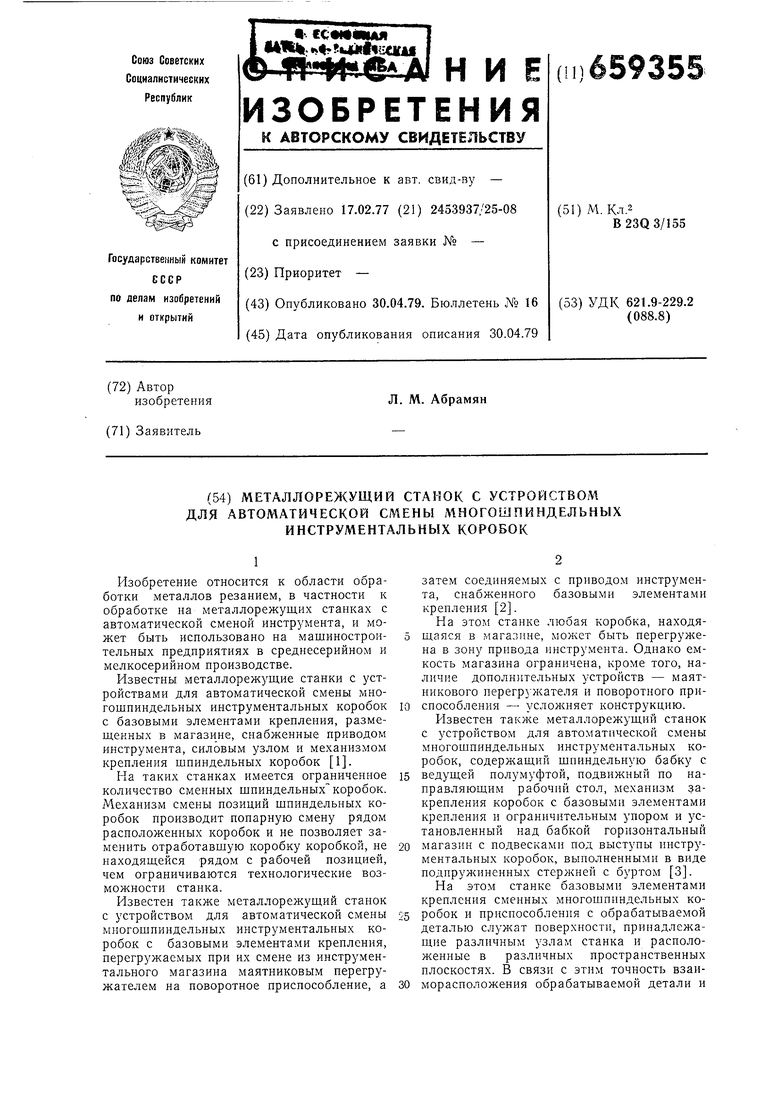
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлорежущий станок с устройством для автоматической смены многошпиндельных инструментальных коробок | 1985 |
|
SU1238937A1 |
| Переналаживаемая автоматизированная линия | 1983 |
|
SU1168378A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных коробок | 1988 |
|
SU1521552A2 |
| Переналаживаемая автоматическая линия | 1990 |
|
SU1726206A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных коробок | 1985 |
|
SU1331629A1 |
| Агрегатный станок с автоматической сменой шпиндельных коробок | 1979 |
|
SU781016A1 |
| Устройство для закрепления сменной шпиндельной коробки агрегатного станка с автоматической сменой инструмента | 1986 |
|
SU1379052A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных коробок | 1988 |
|
SU1645094A1 |
| Многооперационный станок с ЧПУ | 1985 |
|
SU1305000A1 |
| Металлорежущий станок с устройствомдля АВТОМАТичЕСКОй СМЕНы МНОгО-шпиНдЕльНыХ иНСТРуМЕНТАльНыХКОРОбОК | 1979 |
|
SU844208A1 |