f
(21)4622065/08
(22)23.11.88
(46) 30.04.91. Вил. 16 (72) Ы.П.Нерешеин, Г.А.Черкасов, Р.Г.Шакиров, Н.И.Панкратов и С.Г.Югов
(53)621.9-229.2 (088.8)
(56)Авторское свидетельство СССР 1331629, кп. В 23 Q 3/155, 1987.
(54)МЕТАЛЛОРЕЖУЩИЙ СТАНОК С УСТРОЙСТВОМ ДЛЯ АВТОМАТИЧЕСКОЙ СМЕНЫ МНОГО ШПИНДЕЛЬНЫХ КОРОБОК
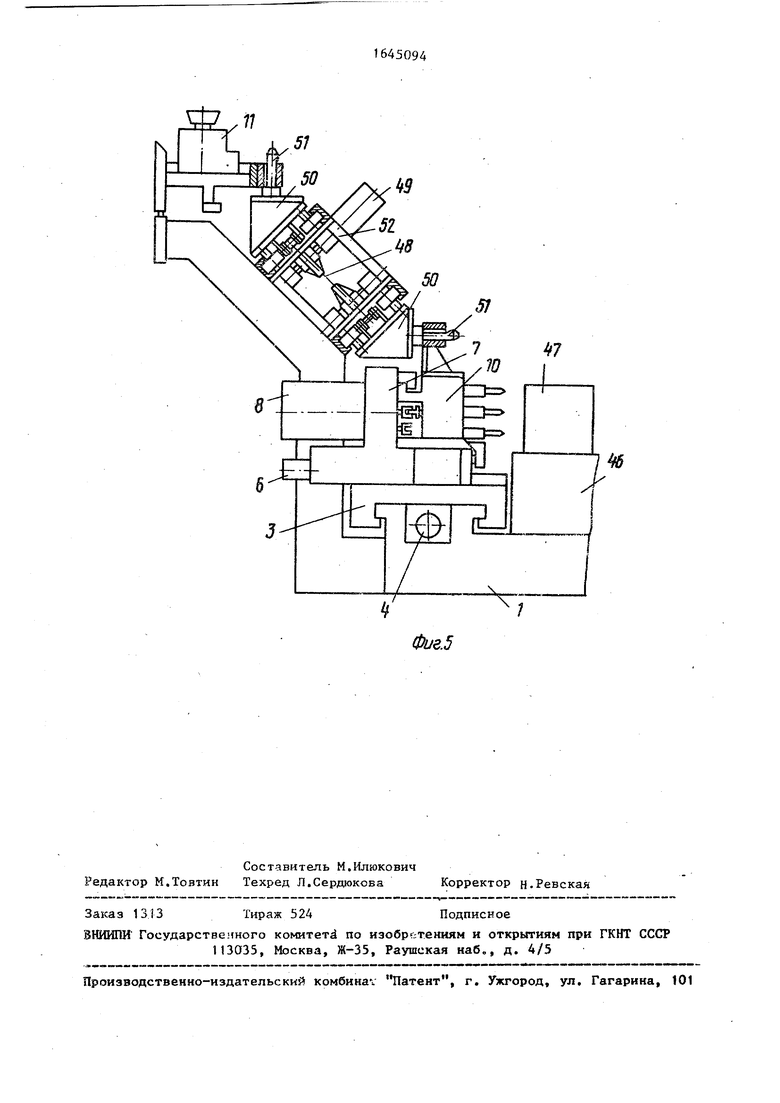
(57)Изобретение относится к машиностроению. Цель расширение технологических возможностей металлорежущего станка. На станине 1 с возможностью продольного и поперечного перемещения установлен стол 2. Шпиндельная бабка 7 с приводом 8 вращения снабжена механизмом фиксации сменной шпиндельной коробки 10. Сменные шпиндельные коробки 10, 11 размещаются на скалках 51, закрепленных на конвейерном магазине 9. Привод 8 обеспечивает вращение шпинделей при взаимодействии ведущей 36 и ведомой 37 полумуфт. На приспособлении 46 закрепляется обрабатываемая деталь 47. При работе станка происходит перемещение конвейера и смена шпиндельных коробок 10 на шпиндельной бабке 7 Фиксация очередной шпиндельной коробки происходит за счет прижатия вертикальной плиты 16 к вертикальному базовому элементу 13 и горизонтальной плиты 15 - к горизонтальному базовому элементу 14 при помощи прижимных элементов 18, 19. 1 з.п. ф-лы. 5ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Переналаживаемая автоматическая линия | 1990 |
|
SU1726206A1 |
| Переналаживаемая автоматизированная линия | 1983 |
|
SU1168378A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных коробок | 1985 |
|
SU1331629A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных коробок | 1988 |
|
SU1521552A2 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных инструментальных коробок | 1977 |
|
SU659355A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных инструментальных коробок | 1985 |
|
SU1238937A1 |
| Металлорежущий станок с устройствомдля АВТОМАТичЕСКОй СМЕНы МНОгО-шпиНдЕльНыХ иНСТРуМЕНТАльНыХКОРОбОК | 1979 |
|
SU844208A1 |
| Многооперационный станок с ЧПУ | 1985 |
|
SU1305000A1 |
| Агрегатный станок с автоматической сменой шпиндельных инструментальных коробок | 1975 |
|
SU602341A1 |
| Металлорежущий станок со сменными шпиндельными головками | 1991 |
|
SU1784443A1 |
Изобретение относится к машиностроению и может быть использовано в серийном производстве.
Цель изобретения - расширение тех нологических возможностей.
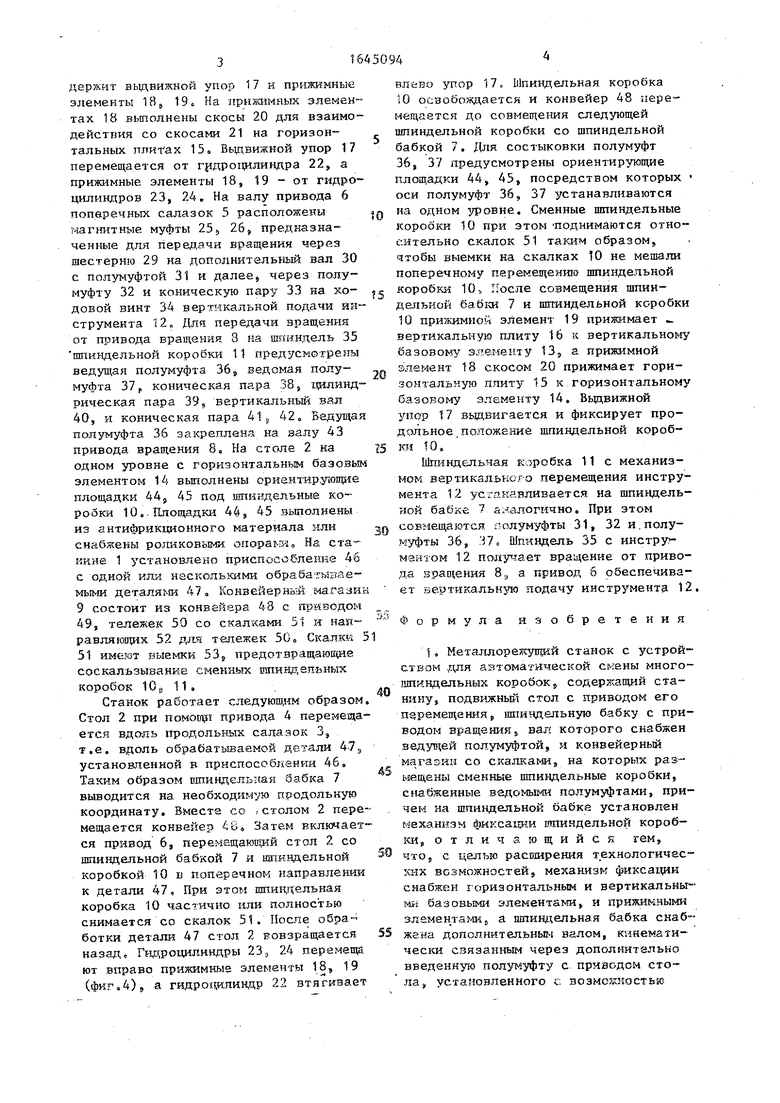
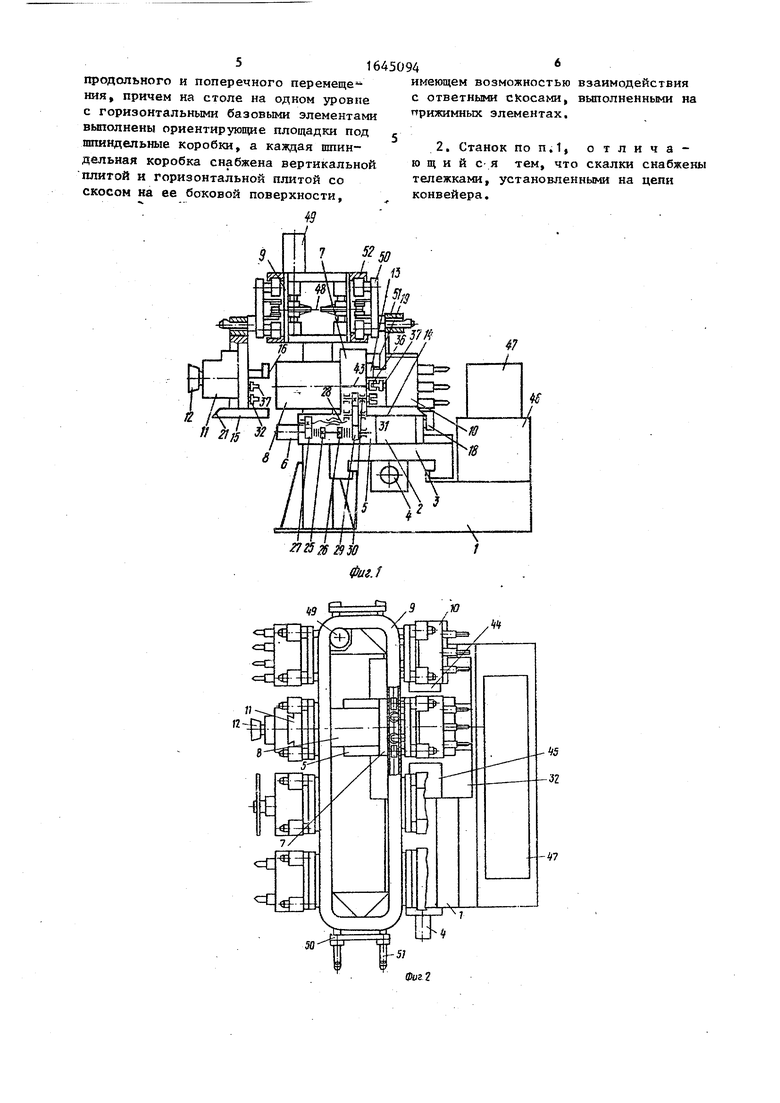
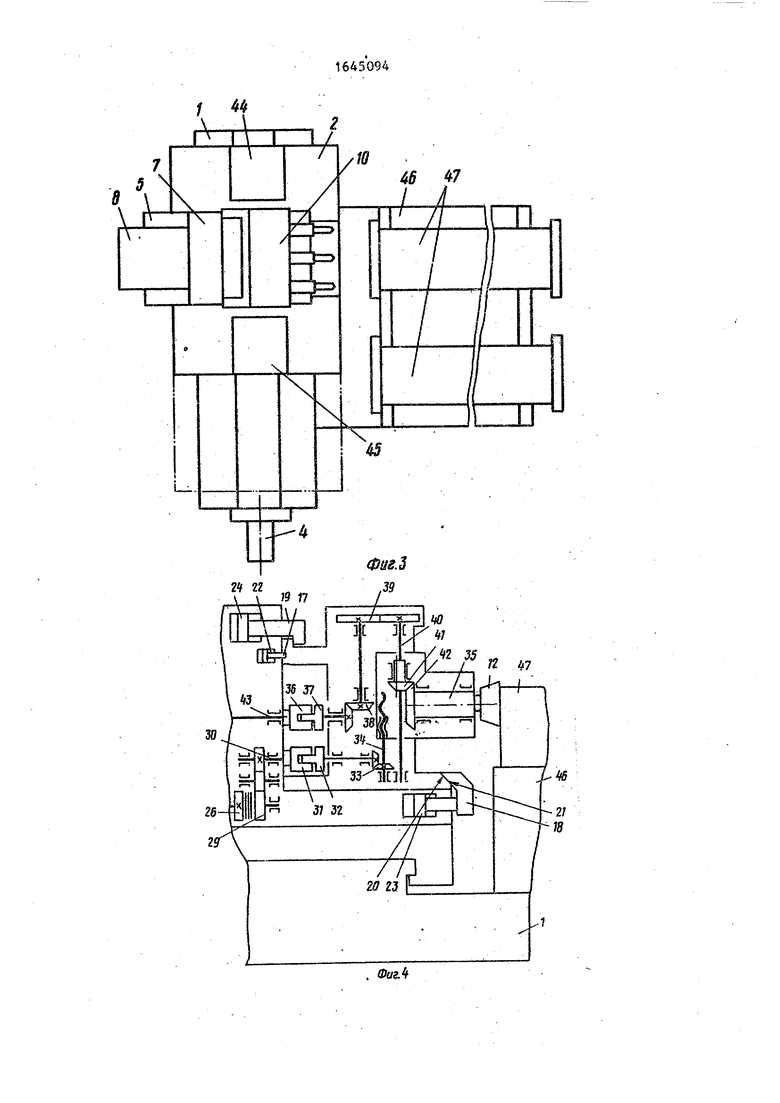
На фиг.1 показан станок, поперечное сечение; на фиг.2 - то же, вид в плане} на фиг.З - станок .при обработке деталей} на фиг.4 - кинематическая схема станка с вертикальным перемещением шпинделя; на фиг.5 - вариант выполнения станка.
Устройство содержит станину 1, подвижный стоя 2, установленный с возможностью перемещения по продольны салазкам 3 привода 4 и пп
поперечным салазкам 5 от привода 6. ;На станине 1 установлены шпиндельная бабка 7 с приводом вращения 8 и конвейерный магазин 9 со сменными шпиндельными коробками 10. На конвейере магазина 9 могут размещаться сменные шпиндельные коробки 11 с .вертикальным перемещением инструмента 12. Шгшн- рельная бабка 7 снабжена механизмом фиксации, включающим в себя верти-. кальный базовый элемент 13 и горизонтальный базовый элемент 14 для базирования горизонтальной 15 и вертикальной 16 плит, установленных на каждой сменной шпиндельной- коробке 10, 11. Механизм фиксации также со2
СП
1
держит выдвижной упор 17 и прижимные элементы 1ЯВ 19 На прижимных элементах 18 выполнены скосы 20 для взаимодействия со скосами 21 на горизонтальных плитах 15 Выдвижной упор 17 перемещается от гидроцилиндра 22, а прижимные элементы 18, 19 - от гидроцилиндров 23, 24. На валу привода 6 поперечных салазок 5 расположены магнитные муфты 25, 26, предназначенные для передачи вращения через шестерню 29 на дополнительный вал 30 с полумуфтой 31 и далее, через полу™ муфту 32 и коническую пару 33 на хо- довой винт 34 вертикальной подачи инструмента 12, Для передачи вращения от привода вращения 3 на шпиндель 35 шпиндельной коробки 11 предусмотрены ведущая полумуфта 36, ведомая полу- муфта 37f коническая пара 38, цилиндрическая пара 39, вертикальный вял 40, и коническая пара 415 42„ Ведущая полумуфта 36 закреплена на валу 43 привода вращения 8, На столе 2 на одном уровне с горизонтальным базовым элементом 14 выполнены ориентирующие площадки 44, 45 под шпиндельные коробки 10, Площадки 44s 45 выполнены из антифрикционного материала или снабжены роликовыми онораки На ста- нине 1 установлено приспособление 46 с одной или несколькими обрабатываемыми деталями 47. Конвейерный магазин 9 состоит из конвейера 48 с приводом 499 тележек 50 со скалками 51 и нан- равляющих 52 для тележек 50 Скалки 5 51 имеют пыемки 53г предотвращающие соскальзывание сменных шпиндельных коробок 10„ 11.
Станок работает следующим образом. Стол 2 при помощи привода 4 перемещается вдоль продольных салазок 3, т.е. вдоль обрабатываемой детали 47 9 установленной в приспособления 46, Таким образом шпиндельная Забка 7 выводится на необходимую продольную координату. Вместе ее , столом 2 перемещается конвейер 4b. Затем включается привод 6, перемещающий стол 2 со шпиндельной бабкой 7 и шпиндельной коробкой 10 в поперечном направлении к детали 47, При этом шпиндельная коробка 10 частично или полностью снимается со скалок 51. После обра ботки детали 47 стол 2 вовзращается назад Гидроцилиндры 23, 24 перемеща ют вправо прижимные элементы 18, 19 (фиг ,4) 9 а гидролщшндр 22 втягивает
влево угор 17, Шпиндельная коробка iO освобождается и конвейер 48 перемещается до совмещения следующей шпиндельной коробки со шпиндельной бабкой 7, Для состыковки полумуфт 36, 37 предусмотрены ориентирующие площадки 44, 45, посредством которых оси полумуфт 36, 37 устанавливаются на одном уровне. Сменные шпиндельные коробки 10 при этом поднимаются отно сятельно скалок 51 таким образом, чтобы выемки ка скалках 10 не мешали поперечному перемещению шпиндельной коробки 10, После совмещения шпиндельной бабки 7 и шпиндельной коробки 10 прижимной элемент 19 прижимает - вертикальную плиту 16 к вертикальному базовому элементу 13Э а прижимной элемент 18 скосом 20 прижимает горизонтальную плиту 15 к горизонтальному базовому элементу 14. Выдвижной упор 17 выдвигается и фиксирует продольное положение шпиндельной коробки Ю.
Шпиндельная к робка 11 с механизмом вертикального перемещения инструмента 12 устанавливается на шпиндельной бабке 7 аналогично. При этом совмещаются х олумуфты 31, 32 и. полумуфты 36, 37« Шпиндель 35 с инстру- мзнуом 12 получает вращение от привода вращения 8Э а привод б обеспечивает ьертикальную подачу инструмента 12
Формула изобретения
|, Металлорежущий станок с устройствам для автоматической скены много- шпиндельных коробок, содержащий станину, подвижный стол с приводом его перемещения, шпиндельную бабку с приводом вращенияs вал которого снабжен ведущей полумуфтой, и конвейерный магазин со скалками, на которых размещены сменные шпиндельные коробки, снабженные ведомыми полумуфтами, причем на шпиндельной бабке установлен механизм фиксации шпиндельной коробки , отличающийся тем, что5 с целые расширения технологических возможностей, механизм фиксации снабжен горизонтальным и вертикальны- ш-j базовыми элементами, и прижикными элементами,, а шпиндельная бабка сна б- жела дополнительным валом, кннемати чески связанным через дополнительно введенную полумуфту с приводом стола установленного L. возможностью
Я Я 26 КМ
Фиг.1
qOFW
4
--47
Фиг 2
, Фиг.$
11
w
Фиг.5
