оо
со о
сл ND
Изобретение относится к станкостроению, в частности к металлорежущим станкам с автоматической сменой инструмента.
Цель изобретения - повышение надежности работы устройства.
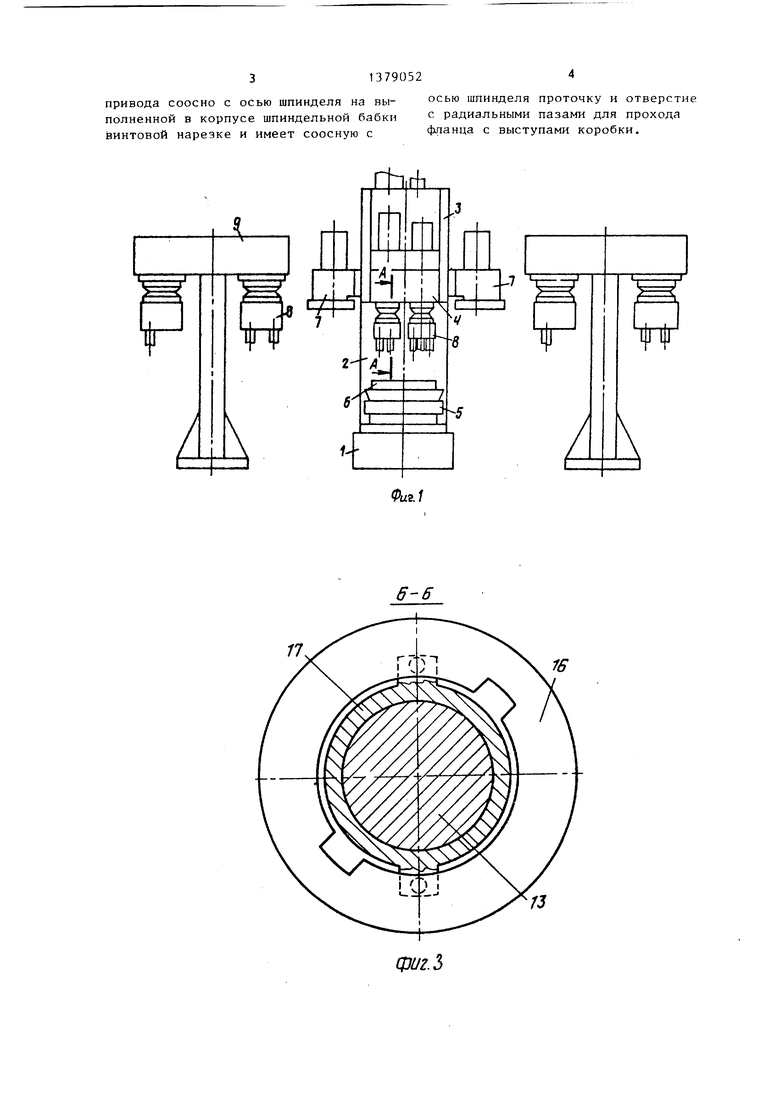
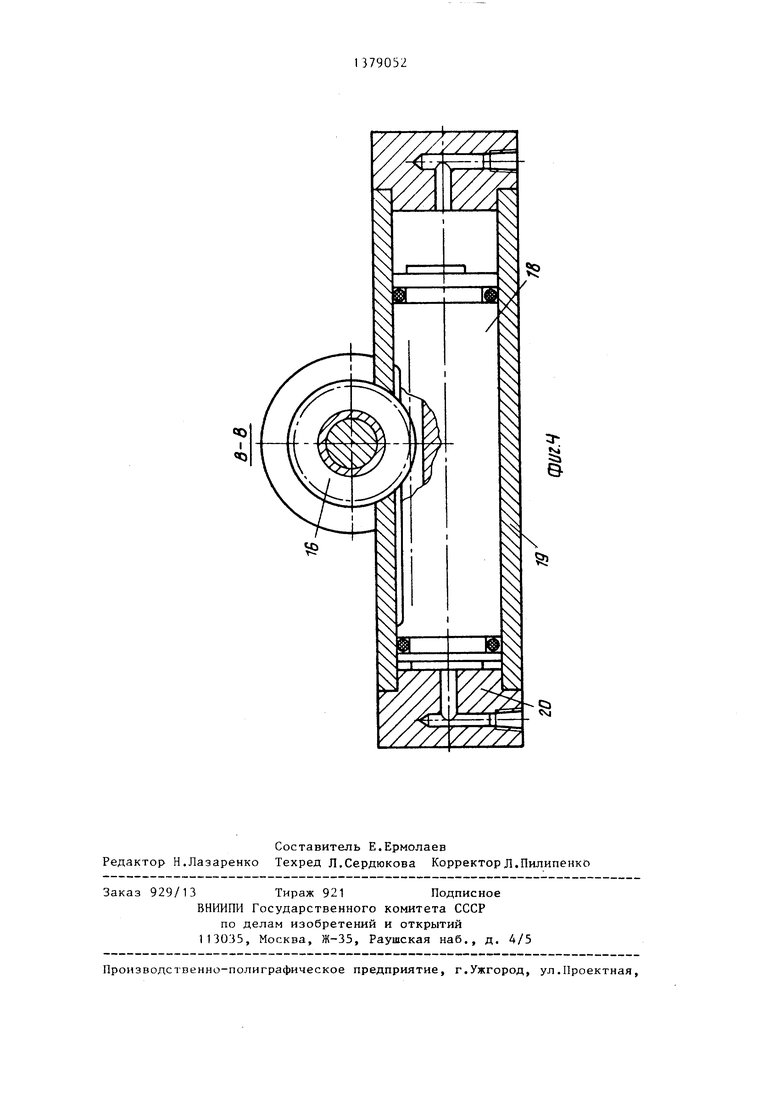
На фиг. 1 изображен предлагаемьш станок, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - сечени Б-Г на фиг. 2; на фиг. 4 - сечение В-В на фиг. 2.
На станине 1 станка установлена колонна 2 с силовым унифицированным столом 3, на подвижной части которо- го установлена приводная бабка 4 и поворотный унифицированный стол 5 с присп особлением 6. На колонне 2 также установлены манипуляторы 7 смены шпиндельных коробок 8. Рядом со стан ком установлен магазин 9 шпиндельных коробок. На торце шпинделя 10 приводной бабки 4 выполнено глухое.центральное отверстие, в котором установлен подпружиненный прх жиной 1 1 штырь 12 сцепления с выходящим валом 13 шпиндельной коробки 8. Механизм прижима образован соосной со штырем 12 винтовой парой, один из элементов которой выполнен в виде закреплен- ного на корпусе приводной бабки 4 полого винта 14 с установленными на его торце базирующими пальцами 15, другой - в виде установленной на нем гайки-шестерни 16, снабженной ради- альными торцовыми пазами под ответные вьютупы втулок 17, закрепленных на шпиндельных коробках 8, имеющих отверстия для размещения базовых пальцев 15 зубчато-реечной передачи, входящей в силовое зацепление с зубчатой рейкой 18, выполненной в виде штока и установленной в корпусе 19 гидроцилиидра 20, закрепленного на корпусе приводной бабки 4.
Обработка детали на станке происходит следующим образом.
Деталь автоматически устанавливается и закрепляется в приспособле- НИИ 6. Параллельно с установкой и зажимом детали автоматически происходи смена шпиндельных коробок 8. Манипулятор 7 захватывает отработавшую шпиндельную коробку 8, которая нахо- дится на приводной Оабке 4, и нужную для последующей обработки шпиндельную коробку, расположенную в магазине 9 .
Носле этого происходит разжим шпиндельных коробок 8. Гидроцилиндр 2 при помощи зубчатой рейки 18 проворачивает гайку-шестерню 16 до совпадения ее радиальных торцовых прорезей с ответными выступами на втулке 17. Соответствующий разжим происходит
на магазине 9 в механизме зажима.
После разжима манипулятор 7 осевым движением снимает с базирующих пальцев 15 шпиндельные коробки 8, выводя их одновременно через торцовые радиальные пазы на гайки-шестерни 16 из механизма прижима. Далее происходит поворот манипулятора 7 на 180°, и осевым движением сменившуюся шпиндельную коробку 8 манипулятор 7 устанавливает на базирующие пальцы 15, причем при несовпадении выступа на штыре 12 и впадины на валу 13 штырь 12 утапливается в отверстия на торце шпинделя 10 и, при повороте шпинделя 1 в начале рабочего цикла при помощи пружины 11 входит в выступ вала 13 шпиндельной короб1Ы.
Зажим шпиндельной коробки 8 происходит в обратной последовательности.
После зажима шпиндельных коробок 8 на приводной бабке 4 и в магазине 9 автоматически включается рабочий цикл станка.
Поиск шпиндельных коробок 8 в магазине 9 ведется во время рабочего цикла. По окончании обработки цикл смены шпиндельных коробок повторяется.
Формула изобретения
Устройство для закрепления сменной шпиндельной коробки агрегатного станка с автоматической сменой инструмента, содержащее подпружиненный вал, установленный соосно в шпинделе с возможностью осевого перемещения и сцепления с валом шпиндельной коробки, механизм фиксации корпуса коробки и шпиндельной бабки с базирующими пальцами, установленным в шпиндельной бабке, и соответствующими отверстиями в стыковочной части корпуса коробки и механизм прижима коробки, отличающееся тем, что, с целью повьш1ения надежности, стыковочная часть корпуса коробки выполнена в виде фланца с выступами, а механизм прижима коробки - в виде винтового механизма, гайка которого установлена с возможностью вращения от
313790524
привода соосно с осью шпинделя на вы- осью шпинделя проточку и отверстие полненной в корпусе шпиндельной бабки с радиальными пазами для прохода винтовой нарезке и имеет соосную с фланца с выступами коробки.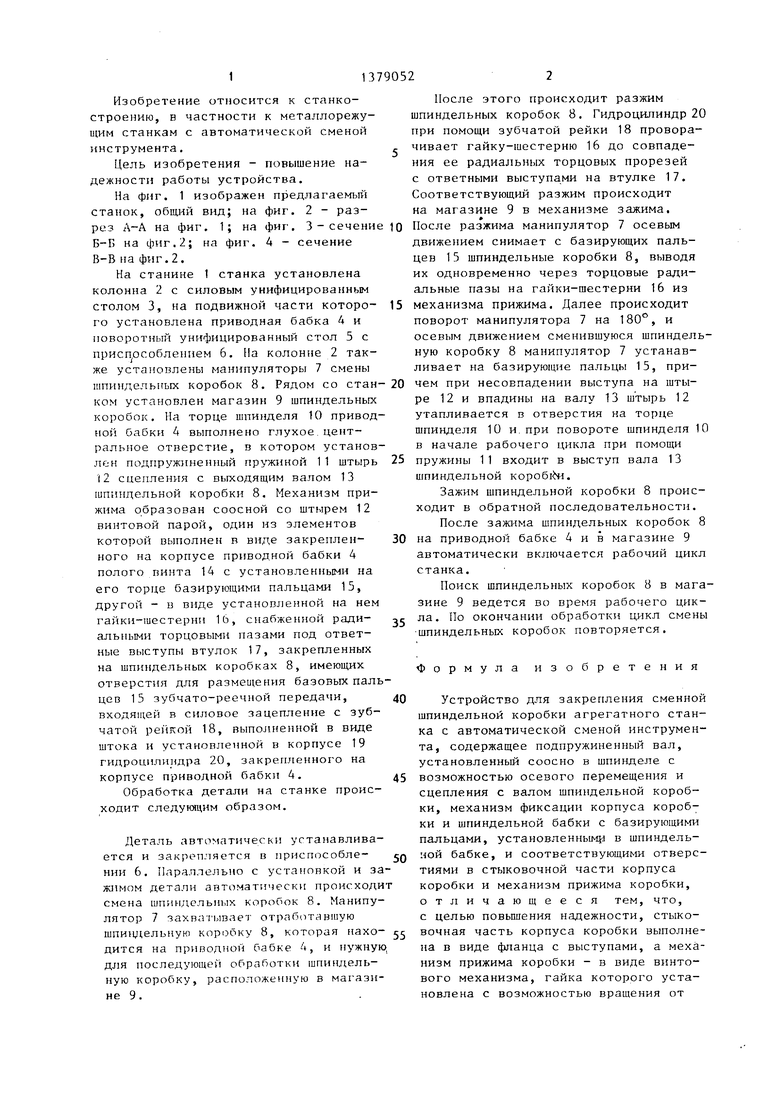
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоцелевой станок с автоматической сменой инструмента | 1983 |
|
SU1123835A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных инструментальных коробок | 1985 |
|
SU1238937A1 |
| Агрегатный станок с автоматической сменой шпиндельных коробок | 1979 |
|
SU781016A1 |
| Многоцелевой станок | 1989 |
|
SU1660937A1 |
| Металлорежущий станок с устройствомдля АВТОМАТичЕСКОй СМЕНы МНОгО-шпиНдЕльНыХ иНСТРуМЕНТАльНыХКОРОбОК | 1979 |
|
SU844208A1 |
| Устройство автоматической смены инструмента | 1983 |
|
SU1117182A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных коробок | 1988 |
|
SU1521552A2 |
| Переналаживаемая автоматическая линия | 1990 |
|
SU1726206A1 |
| Устройство для автоматической смены инструмента и инструментальных головок на металлорежущем станке | 1987 |
|
SU1481026A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных коробок | 1988 |
|
SU1645094A1 |
Изобретение относится к области станкостроения, в частности к металлорежущим станкам с автоматической сменой инструмента. Цель изобретения - повьпяение надежности. Для этого на торце шпинделя 10 пр1.водной бабки 4 выполнено центральное глухое отверстие с установленным в нем подпружиненным штырем 12 сцепления с валом 13, а механизм зажима образован расположенной соосно со штырем 12 винтовой парой, один из элементов которой выполнен в.виде полого винта 14 с торцовыми базирующими пальцами 15, а другой - в виде гайки-шестерни 16 зубчато-реечной передачи с радиаль- но-торцовыми прорезями. 4 ил. nymo S сл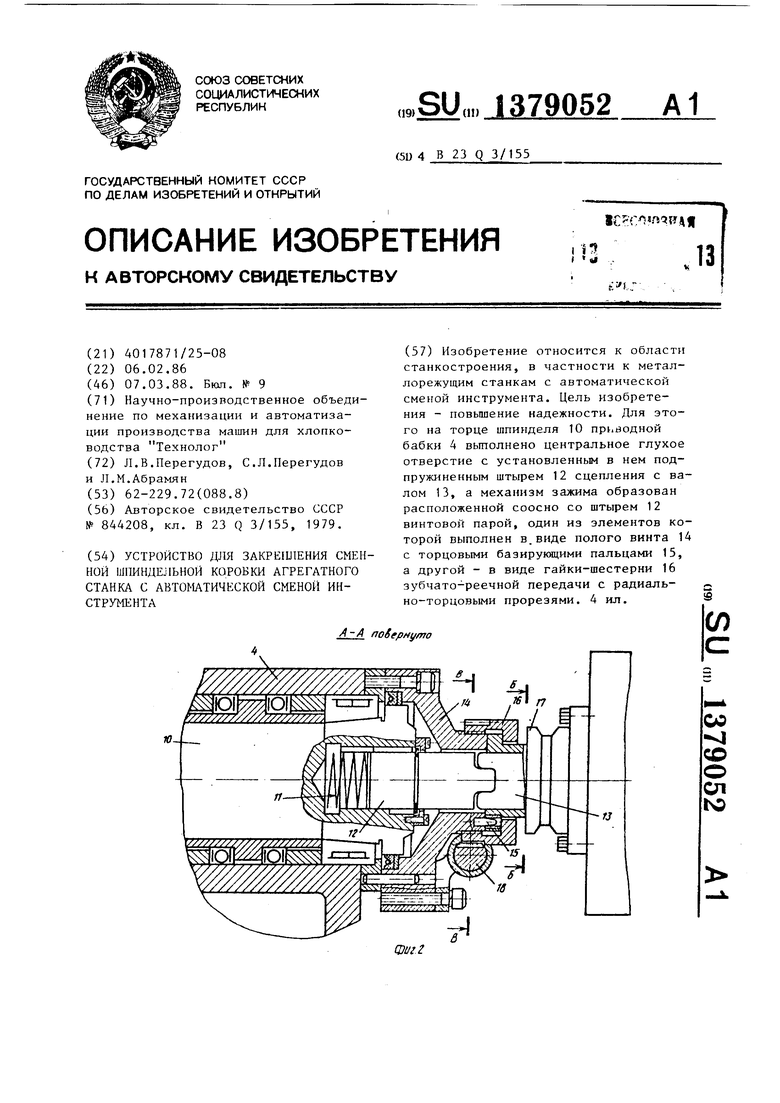
t
irt
П
f
flr
16
гз
фиг. 5
| Металлорежущий станок с устройствомдля АВТОМАТичЕСКОй СМЕНы МНОгО-шпиНдЕльНыХ иНСТРуМЕНТАльНыХКОРОбОК | 1979 |
|
SU844208A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
