(54) УСТРОЙСТВО ДЛЯ РАЗДАЧИ ТРУБ НА КОНУС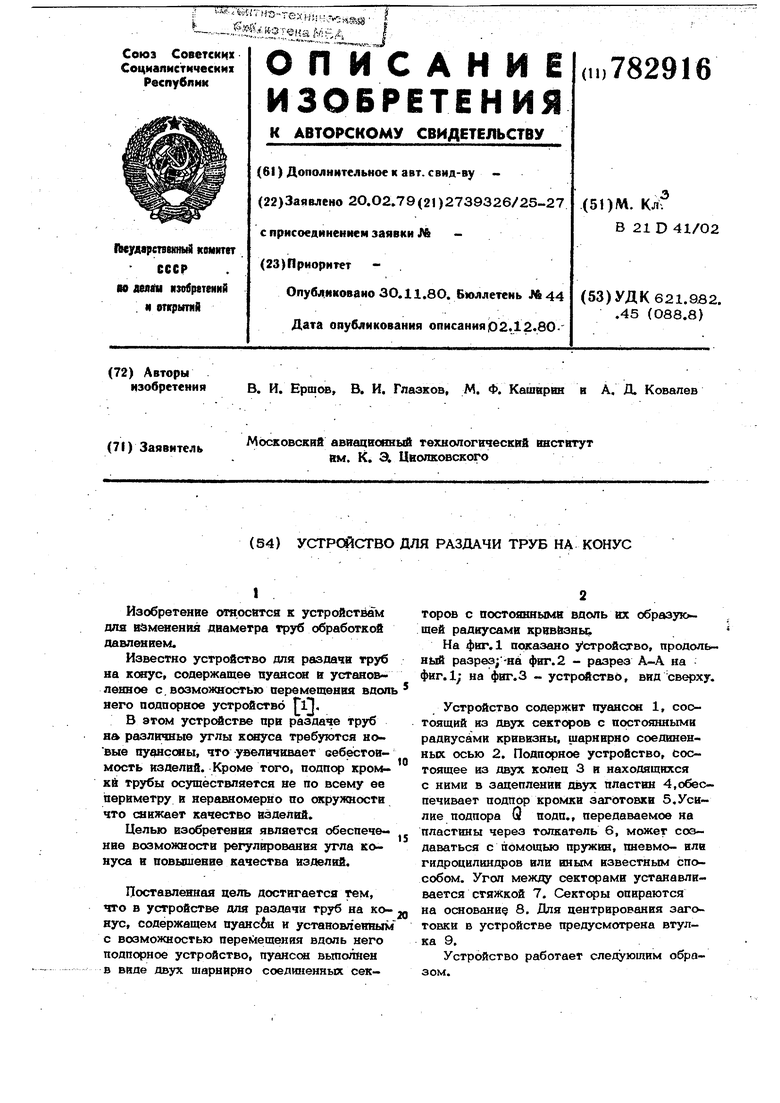
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ раздачи трубчатых заготовок и штамп для его осуществления | 1985 |
|
SU1286323A1 |
| Способ изготовления полых деталей из трубчатой заготовки и устройство для его осуществления | 1989 |
|
SU1741949A1 |
| Штамп для раздачи трубчатых заготовок | 1985 |
|
SU1279711A1 |
| Устройство для раздачи труб на конус | 1985 |
|
SU1282945A1 |
| Штамп для обжима трубчатых заготовок | 1986 |
|
SU1388153A1 |
| Устройство для раздачи трубчатых заготовок | 1982 |
|
SU1063511A1 |
| Способ изготовления полых изделий | 1987 |
|
SU1480947A1 |
| Штамп для раздачи тонкостенных труб | 1983 |
|
SU1131577A1 |
| Способ получения плоского фланца на трубчатой заготовке | 1981 |
|
SU961817A1 |
| Штамп для изготовления полых деталей | 1986 |
|
SU1324724A1 |
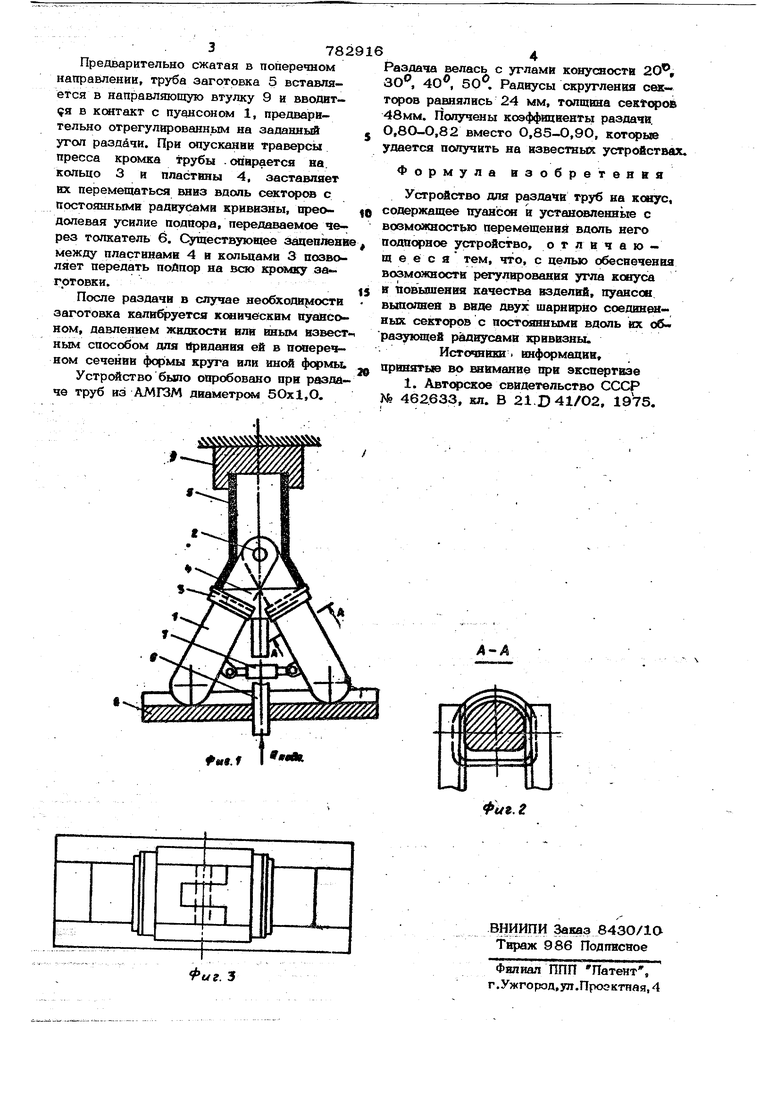
Изобретение относится к устройствам для Я1змекеняя диаметра труб обработкой давлением. Известно устройство для раздачи труб на конус, содержащее пуанссх и установленное с. возможностью оеремешения вдол него подпорное устройство fl, В этом устройстве при раздаче труб ВА различные углы конуса требуются новые ПУ9НСОНЫ, что увеличивает себестоимость изделий. Кроме того, подпор кромки трубы осуществляется не по всему ее периметру и неракюмерно по окружности что сякжает качество изделий. Целью изобретения является обеспечение возможности регулирования угла конуса и повышение качества изделий. Поставленная цель достигается тем, что в устройстве для раздачи труб на конус, содержащем пуансАн и ycTaHOBnemibiM с возможностью перемещения вдоль него подпорное устройство, пуансон вьтолнен в виде двух шарнирно соединенных секторов с постоянными вдоль их образую. щей радиусами кривизне На фиг. 1 показано устройство, продольный разрез;-нё фиг.2 - разрез А-А на фиг.1; на фиг.З - устрсАство, вид сверху. Устройство содержит пуансон 1, состоящий из двух секторов с постоянными радиусами кривизны, шарнирно соединен ных осью 2. Подпорное устройство, состоящее из двух колец 3 и находящихся с ними в зацеплении двзтс пластин 4,обеспечивает подпор кромки заготовки 5.Усилие подпора (3 подп., передаваемое на пластины через толкатель 6, может создаваться с помощью пружин, пневмо- или гидрсадилиндров или иным известньм способом. Угол между секторами устанавливается стяжкой 7. Сектс зы опираются на основание 8. Для центрирования заготовки в устройстве предусмотрена втулка 9, Устройство работает слегоюшим образом. 3782 Предварительно сжатая в поперечном направлении, труба заготовка 5 вставляется в направляющую втулку 9 и вводит- 9Я в ксйтакт с пуансонсм 1, предварительно отрегулированным на заданный угол раздачи. При опускании траверсы пресса кромка трубы . опирается на. кольцо 3 и пластины 4, заставляет их перемещаться вниз вдоль сектор с постоянными радиусами кривизны, преодолевая усилие подаора, передаваемое Через толкатель б, 0}пиествующее зацепленсю между пластинами 4 в кольцами 3 позволяет передать пойпор на всю кромку заготовки. После раздачи в случае необходи лости заготовка калибруется коническим пуансоном, давлением жидкости или оаым извест ным способом для Придания ей в поперечном сечении форумы круга или иной Устрсйство было опробовано при раздаче труб из АМГЗМ диаметром 5Ох1,О. Раздача велась с углами конусности 20, ЗО, 4О, 50. Радиусы скругления секторов равнялись 24 мм, толщина 48мм. Получены коэффициенты раздачи. О,8О-О,82 вместо 0,85-0,90, которые удается получить на известных устройствах. Формула р е т е я в я Устройство для раздачи труб на конус, со юржащее пуансон и установленною с возможностью перемещения вдоль него подпечное устройство, отличаюш е ее я тем, что, с целью обеспечения возможности рет лирования угла конуса а 11овышения качества изделий, пуансон выполнен в виде двух шарнирно соединенных секторов с постоянными вдоль их об-« разукяцей радиусами кривизны. Источники. инф мации, принятые во внимание при 1. )ское свидетельство ССС № 462.633, кл. В 21.D41/O2, 1975.
Д-
