(54) СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ПРОФИЛЕЙ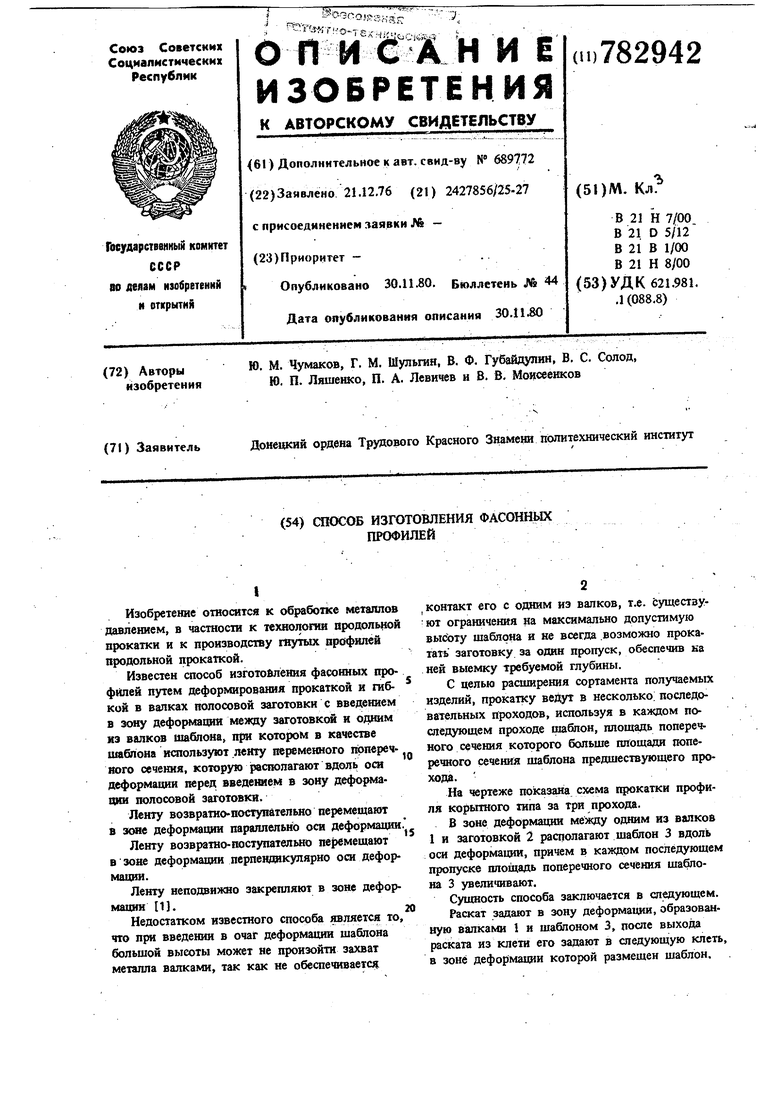
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления фасонных профилей | 1974 |
|
SU689772A1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ ИЗ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ КРУГЛОГО СЕЧЕНИЯ | 1998 |
|
RU2151657C1 |
| Способ изготовления фасонных профилей | 1976 |
|
SU782943A2 |
| Способ изготовления фасонных профилей | 1976 |
|
SU782944A1 |
| СИСТЕМА КАЛИБРОВ НЕПРЕРЫВНОГО СТАНА | 1999 |
|
RU2157282C1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА ИЗ ДЕМОНТИРОВАННОГО ЖЕЛЕЗНОДОРОЖНОГО РЕЛЬСА | 2015 |
|
RU2574531C1 |
| Способ горячей прокатки полосовой стали | 1982 |
|
SU1072931A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОФИЛЕЙ МЕЛКИХ СЕЧЕНИЙ И ПРОКАТНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2037345C1 |
| СПОСОБ РЕВЕРСИВНОЙ ПРОКАТКИ В СМЕЖНЫХ КАЛИБРАХ ПРЯМОУГОЛЬНОЙ ИЛИ ФАСОННОЙ ЗАГОТОВКИ | 1999 |
|
RU2197337C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТАВРОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030933C1 |
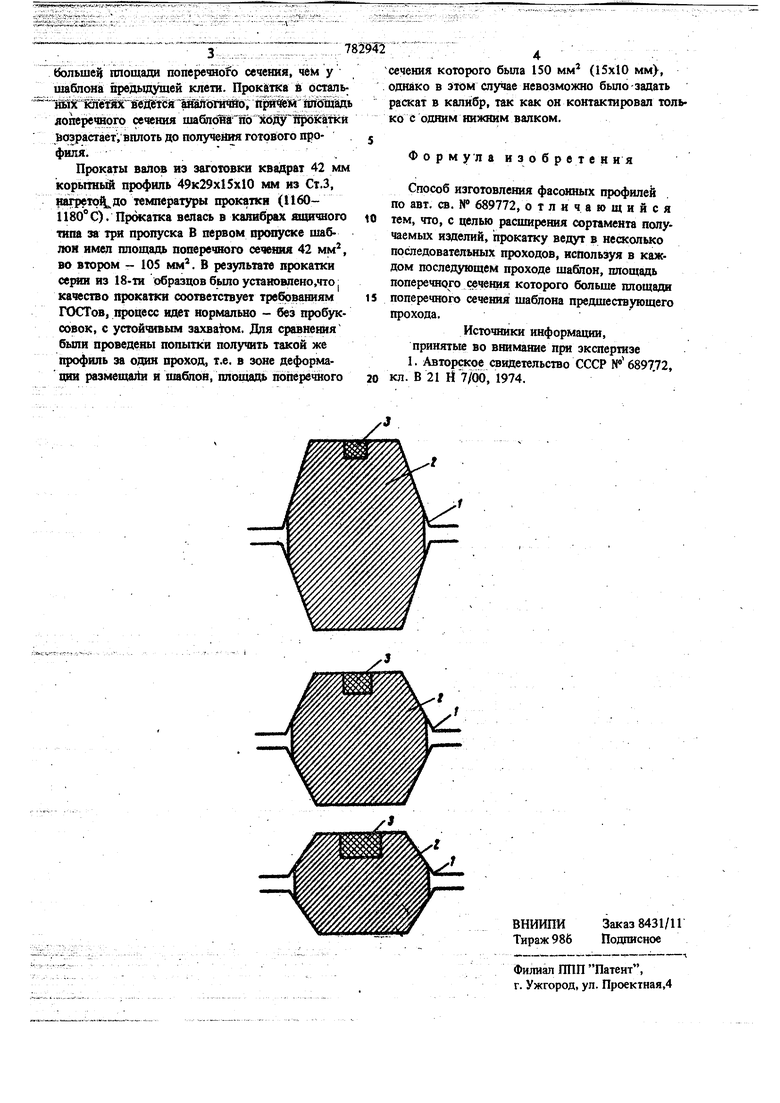
Изобретение относится к обработке металлов давлением, в частности к технологии вродолыюй прокатки и к производству гнутых профилей продольной прокаткой. Известен огособ изготовления фасонных профилей путем деформирования прокаткой и гибкой в валках полосовой заготовки с введением в зону деформацда между заготовкой и ощшм КЗ валков шаблона, при котором в качестве шаблона использ5«)т ленту переменного поперечного сечения, которую располагают вдоль оси деформации перед введением в зону деформации полосовой заготовки. Лешу возвратно-поступательно перемещают в зоне деформации параллельно оси деформации Ленту возвратно-поступательно перемещают в зоне деформации перпендакулярно оси деформации. Ленту неподвижно закрепляют в зоне деформацин П. Недостатком известного способа является то, что при введении в очаг деформации шаблона больщой высоты может не произойти захват металла валками, так как не обеспечиваете: , контакт его с одним из валков, т.е. сущестзу-ют ограничения на максимально допустимую шаблона и не всегда .возможно прокатать заготовку за один пропуск, обеспечив нз ней выемку требуемой глубины. С целью расишрення сортамента получаемых изделий, прокатку ве;: в несколько; последовательных проходов, используя в каждом последующем проходе шаблон, площадь поперечного сечения которого больше площади поперечного сечения шаблона предшествующего прохода. На чертеже показана схема прокатки профиля корытного типа за три прохода. В зоне деформации между одним нз валков 1 и заготовкой 2 располагают шаблон 3 вдоль оси деформации, причем в каждом последующем пропуске поперечного сечения шаблона 3 увеличивают. Сущность способа заключается в следующем. Раскат задают в зону деформации, образованную валками 1 и шаблоном 3, после выхода раската из клети его задают в следующую клеть, в зоне деформации которой размещен шаблон.
