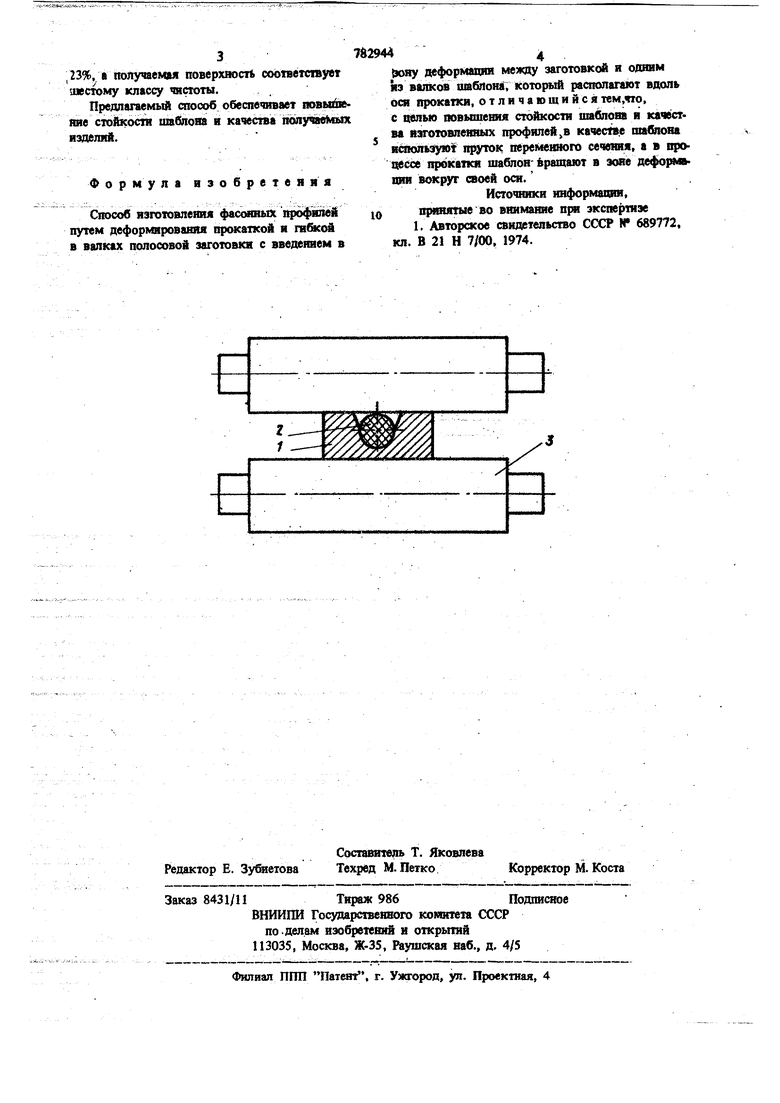
Изобретение относится к обработке металлов давлением и может быть использовано при продопыюй прокатке фасонных пррфилей и производстве гаутых профилей. Известен способ изготовления фасонных профилей путем деформирования прокаткой и гибкой в валках полосоврй заготовки с введением в зону деформашш между заготовкой и одним ИЗ валков шаблона, который располагает вдоль осп прокатки 1. Недостатком известного способа является то, что он вызьгаает быстрый износ и искажение формы шаблона вследствие интенсивности трения о валок, с одной стороны, и нагрева о движущийся раскат, с другой. Кроме этого, на поверхности выемки профиля образуются задиры в результате того, что в месте контакта металла с шаблоном возникаютсилы трения, разрывающие его. Целью изобретения является повышение стойкости шаблона и качества изготовленных профилей.. Поставленная цель достигается тем, что в качестве шаблона используют пруток переменно го сечения и в процессе прокатки шаблон враш;ают в зоне деформации вокруг своей оси. На чертеже показана с№ма осуществления способа. .-. Заготовку 1 н усшювленный вдоль нее шаблон 2 вводят в вапка 3. При введешга раскати в зону деформации после захвата его валкамл шаблону придают принудительное врапщ льное движение вокруг 001, перпендикулярной оси валка. В результате вращения шаблона непрерьтно меняется точка контакта шабпсжа с валком и место контакта шаблона с металлом. Пример. Стальные образцы прокатывали приг t 1160-1200 С. Валки охлаждали водой с секундным расходом 1Д л. Шаблон принудительно вращали вокруг собственной осн. При скорости вращения шаблона, равной 10 об/мин., стойкость шаблона повьшЕается на 11% по сравнещпо со стойкостью невращающегося, а полутаемая поверхность соответствует пятому классу чистот. При скорости вращения шаблона, равной 30 об/мин., стойкость шаблона повышается на
,23%. а «олучаемм поверхность соответствует шестому классу чистоты..
Предлагаемый сяоооб сбетечивает повыйю яие стойкости шаблона и качества получвййлых изделий.
Формула изобретения
Способ иэготовлеиия фасошшх профшиЙ путем деформирования прокаткой и габк в валках полосовой заготовки с введением в
629444
&оиу деформапин между заготовкой и одним яз валков шаблона, кб10{Я|1й располагают вдоль Ога прокатки, отличающийсятем,что, с целью повьппения стойкости шаблона и качества изготовленных профилей в качестве шаблона исп м1Ьэ1уют пруток переменного сечения, а в процескх прокатки шаблон-брашают в зоне дефо1М ПИИ вокруг своей оси.
Источники ннформашш, Q щтнятые во внимание при экспертизе
1. Авторское свидетельство СССР Н 689772, кл. В 21 Н 7/00, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления фасонных профилей | 1976 |
|
SU782942A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ПУСТОТЕЛЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2019 |
|
RU2721253C1 |
| Способ изготовления фасонных профилей | 1976 |
|
SU782943A2 |
| Способ изготовления фасонных профилей | 1974 |
|
SU689772A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРУТКОВ ИЗ ЛЕГИРОВАННЫХ МЕТАЛЛОВ И СПЛАВОВ | 1993 |
|
RU2038175C1 |
| Способ прокатки полос | 1989 |
|
SU1688953A1 |
| Устройство для прокатки фасонных профилей | 1976 |
|
SU770633A1 |
| СПОСОБ ПОЛУЧЕНИЯ СОРТОВОГО ПРОКАТА ИЗ ТИТАНОВЫХ СПЛАВОВ | 1999 |
|
RU2175581C2 |
| Способ прокатки | 1983 |
|
SU1088818A1 |
| Инструмент для прокатки фасонныхпРОфилЕй | 1979 |
|
SU846028A1 |
