I Изобретение относится к механо-сборочным работам.
Известно ручное гидравлическое устройство для запрессовки - распрессовкл деталей типа вал-втулка, содержащее силовой цилиндр с упорами, внутри которого расположен поршень с полым штоком, а также захваты.
Однако известное устройство не обеспечивает высокой ПрОИЗ БОДИТелЬНОСТИ Труда
монтажных работ.
Целью изобретения является повышение производительности, устройства.
Для этого упоры силового цилиндра выполнены в виде сегментных захватов байо- нетного типа, а на торце полого штока поршня закреплены дополнительные сегментные захваты байонетного типа, при этом захваты на силовом цилиндре и дополнительные захваты на торце полого штока зафиксированы одни относительно других в заданном положении, а также силовой цилиндр снабжен двумя симметрично расположенными рукоятками, в которых выполнены каналы для подвода рабочей среды и кнопки для пуска.
Изобретение пояснено чертежами.
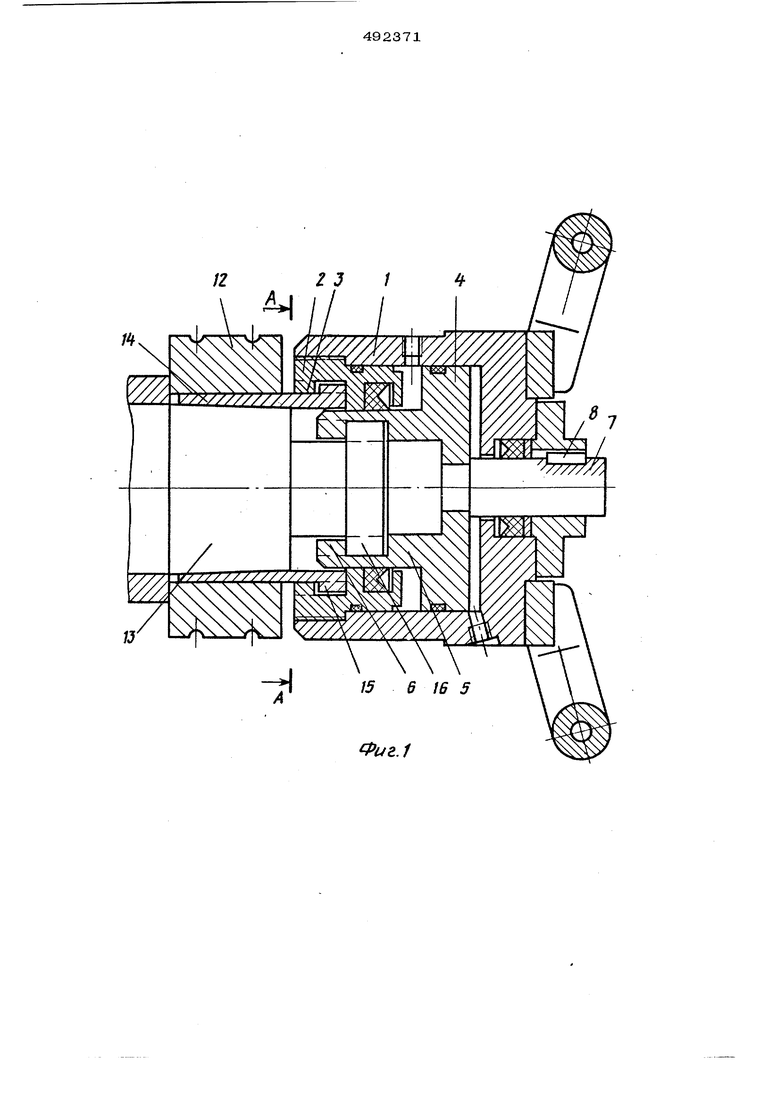
На фиг. 1 приведена конструкция устройства; на фиг. 2 - разрез А - А на фиг. 1.
Ручное гидравлическое устройство для запрессовки - распрессовки деталей тип г вал - втулка содержит .1 силовой цилиндрfj в корпусе которого установлен упор 2, вы полненный в виде сегментных захватов 3 байонетного типа, а также поршень 4 с полым штоком 5, на котором имеются дополнительные сегментные захваты 6 байонетного типа, при этом захваты 3 на силовом цилиндре и захваты 6 на полом штоке 5 пppJluня 4 сориентированы одни относительно других в заданном положении и зафикси- г рованы за счет направляющей оси 7, связанной с поршнем 4 и установленной в корпусе силового цилиндра. Шпонка 8 удер живает поршень от проворота.
Устройство снабжено рукоятками 9 ; (см. фиг. 2), в которые вмонтированы кнопки 10 и 11, предназначенные для подачи давлеьшя соответственно на крепление (напрессовку) съем (распрессовку). Устройство работает следующим образо Напрессованный валок 12 доводят до упора в дистанционный бурт на приводном валу 13 продвижением промежуточной втул ки 14 за упорами 15. При установке валка 12 упоры 15 на втулке 14 должны совпадать по углу с упором 16 на хвостовике приводного вала 13, Затем устройство устанавливают так, чтобы захваты 3 и 6 вошли в соответст вующие пазы на промежуточной втулке 14 и приводном валу 13, Поворотом устрой- ства на 90 производят его запирание. Нажатием кнопки 10 давление масла подается в штоковую полость. При этом полый шток 5 поршня 4 упирается своими захватами 6 в упор приводного вала 13, а силовой цилиндр 1, упираясь захватами 3 в торец промежуточной втулки 14j продвигает ее вперед, запрессовывая валок 12 на приводном валу 13. После снятия давления освобождением кнопки 1О устройство поворачивают в обратном направлении на 90° и снимают. Распрессовка валка 12 происходит следующим образом. Аналогично описанному надевается устройство и поворачивается на 90°, Нажатием кнопки 11 подается давление в порщ невую полость. При этом ось 7 своим торцом упирается в торец приводного ва- |ла 13, а захваты 3 с силовым цилиндром 1 1, двигаясь назад, стягивают промежуточную втулку 14, освобождая валок 12. На практике усилие распрессовки больще усилия напрессовки. Для выполнения этого требования без применения двух давлений масла напрессовку производят при подаче давления в штоковую полость, распрессовку - при подаче в поршневую полость Предмет изобретения 1,Ручное гидравлическое устройство для запрессовки - распрессовки деталей типа вал-втулка, содержащее силовой ци- . линдр с упорами, внутри которого расположен поршень с полым штоком, а также Захваты, отличающееся тем, что, с целью повышения производительности, упоры силового цилиндра выполнены в виде сегментных захватов байонетного типа, а на торце полого штока поршня закреплены дополнительные сегментные захваты байонетного типа, при этом захваты на силовом цилиндре и дополнительные .Захваты на торце полого штока зафиксированы первые относительно вторых в заданном положении.. . 2,Устройство по п, 1, отличающееся тем, что силовой цилиндр снабжен двумя симметрично расположенными руко- I ятка1.ш, в которых выполнены каналы для подвода рабочей среды и кнопки для пуска,.
VV
15 6 16 3
иг.1
Фи2. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1989 |
|
SU1685669A1 |
| Устройство для монтажа и демонтажа валков с подушками | 1980 |
|
SU941152A1 |
| Устройство для сборки запрессовкой и распрессовки соединений типа вал-втулка | 1991 |
|
SU1810269A1 |
| Устройство для сборки с натягом соединений деталей типа вал-втулка | 1991 |
|
SU1794623A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1988 |
|
SU1516295A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1986 |
|
SU1532269A1 |
| Устройство для сборки и разборки прессовых соединений типа вал-втулка | 1989 |
|
SU1750912A1 |
| ПОЛУАВТОМАТ ДЛЯ ПОДРЕЗКИ БАЗОВЫХ ТОРЦОВ ЗАГОТОВОК ЗУБЧАТЫХ КОЛЕС | 1966 |
|
SU224987A1 |
| Устройство для сборки с натягом деталей типа вал-втулка | 1987 |
|
SU1530403A1 |
| Устройство для сборки с натягом деталей типа вал-втулка | 1988 |
|
SU1685666A1 |