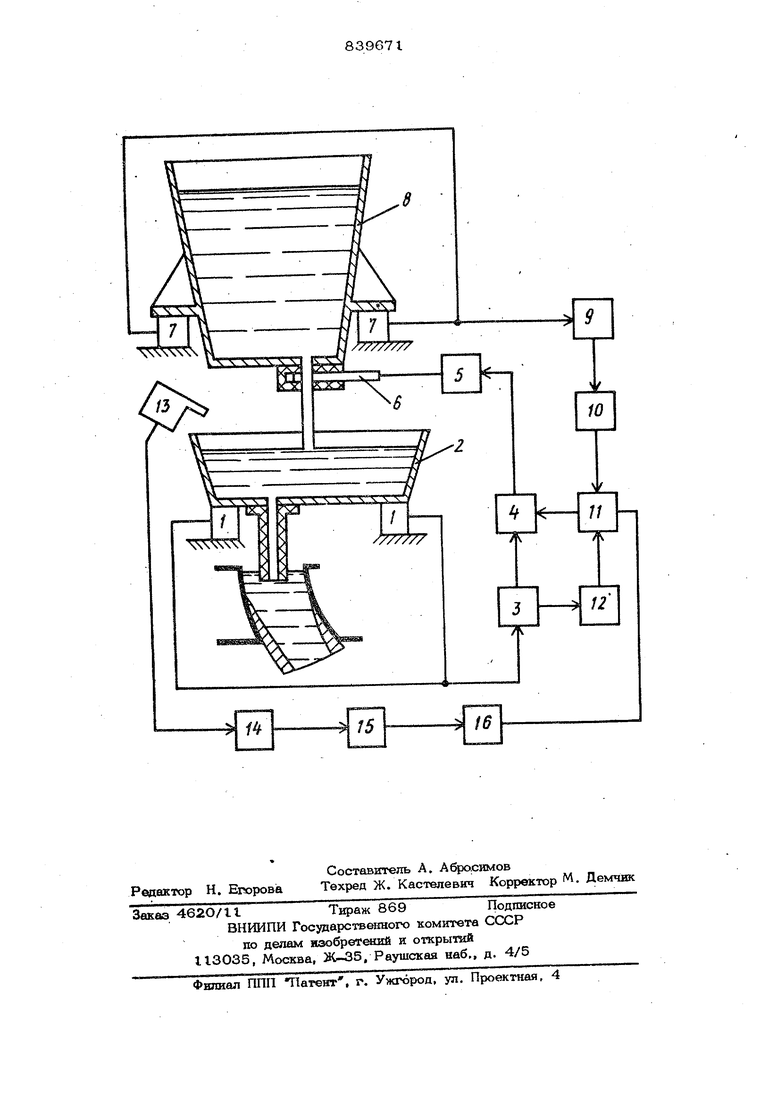
Шлака из стал эазпивочного ковша, а , например, из-оа аарастания дозирукмпег стакана сталеразливочнохо ковша, уменьшающесч) его объем. При этом если не принять специальных мер к прогреву доэирующего стакана и смывку зарастаний уменьшение веса промежуточной емкости с металлом может достичь таких значени при которых подача металла из сталераз ЛИВОЧНО1Х) ковша должна быть вообще прекращена. С другой стороны возможна ситуация, когда к концу разливки происходит размыв дозйруюшего стакана сталеразли.вочного ковша и интенсивность поступ- ления в промежуточную емкость зашлакованного металла будет - настолько велика, что вес промежуточной ёмкости не уменьшится за счет ее заполнения, неc лoтpя на то, что средний удельный вес зашлакованного металла будет понижен . по сравнению с удельным весом чистого металла. Цель изобретения - увеличение выхода годного металла и повышение его качества. ; , Эта цель достигается тем, что в способе автоматического определения момента окончания подачи металла из сталеразливочного ковша установки непрерывной разливки стали, заключающемся в том, что промежуточную емкость с жидким металлом и шлаком взвешивают и поддерживают этот вес постоянным пу тем изменения поступления металла из сталеразливочного ковша, измеряя и ста- билизируя таким образом уровень металла в промежуточной емкости, а при нача шемся поступлехлш из шлака из сталераз ливощюго ковша фшссируют уменьшение веса промежуточной емкости из-за разницы удельных весов металла и шлака и при уменьшении этого веса до заданной заранее величины прекращают подачу зашлакованного Металла из сталеразли. вочного ковша в промежуточную емкость дополнительно измеряют вес металла в сталераалЕвочном ковше и при сниясенни этого ъеса ар велняины, отхределяетлой ода сутствием в струе иш при уменьшении уровня в промежутечной емкости, прек{)ащшот йодачу металла из сталераз- ливочногю ковша. На чертеже изображено устройство, реализующее предлагаемый способ. Устройство содержит дагчивэйГ1 веса промежуточной емкости 2, подключенные к нормирукяцетлу преобразователю 3, регулятор 4 уровня, к первому входу которого подключен выход нормирующего преобразователя 3. Выход регулятора 4 через исполнительный механизм 5 подключен к дозатору б,; Датчшш 7 веса сталеразливочного ковша 8 пoдкJцoчeны через другой нормирукяций преобразователь 9 к сигнализатору Ю, выходом подключенного к .первому входу схемы 11сравнения, ко второму входу которой через другой сигнализатор 12 подключен второй выход нормирующего преобразователя 3, выход же схемы 11 сравнения подключен ко второму входу регулятора 4 уровня. Датчик 13 уровня металла в промежуточной емкости 2 подключен через блок 14 ограничения к триггеру 15 Шмидта, выход которого через инвертор 16 подключен к третьему входу схемы 11 сравнения. В качестве функциональных элементов могут быть использованы функциональные элементы приборного комплекса АКЭСР, в качестве датчиков веса стале- разливочного ковша .и промежуточной &лкости - серийные датчики типа ДСТБ. и 1781 ДС. Блок одностороннего ограничения имеет функциональную характеристику В1зда у, I kx при X - а 1 О при X - а , где а - порог ограничения. Устройство работает следующим зом. В стационарном режиме разливки вес металла в промежуточной емкости 2, измеряемый датчиками Л веса, нормируется преобразователем 3 и регулятором 4 уровня, и воздействуя через исполнительный механизм 5 на степень открытия дозатора 6, изменяет поступле ние металла в промежуточную емкость 2 гаким образом, чтобы вес ее с металлом а следовательно и уровень, оставался поi постоянным. При выходе большей части металла из сталеразливочного ковша 8, что фиксируется датчиками 7 веса с нормирующим преобразователен 9, срабатывает сигнализатор Ю и на вход схемы II сравнения поступает первый из трех разрешающих сигналов. Сигнал от датчика 13, контролирукяцего непосредственно уровень металла в промежуточной емкости 2, при нахождении уровня металла около заданного значения или превышающего, его. Т.е. в пределах, определяемых настройкой блока 14 ограничения, проходит чере триггер 15 Шмидта, не опрокидывая его, и далее через инвертор 16 на йторой вход схемы II сравнения. Если при этом началось поступление шлака в -промежуточную «« КОСТЬ 2 суммарный вес метал ла, самой промежуточной емкости 2 я шлака начинает уменьшаться и в кошхе концов приводит к срабатьгеанию сигнализатора 12, что в условиях со анения заданного или большего уровня металла в промежуточной емкости 2 свидетельств вует о безусловном начале поступления шлака ий сталеразливочного ковша 6 в промежуточную емкость 2 , В результате срабатывания схемы II .сравнения сигнал с ее выхода проходит на логический вход Закрыть регулятора 4 .уровня. В этом случае регулятор 4 уровня через исполнительный механиа 5 перекрывает поступление иш.ака через дозатор 6 в промежуточную емкость 2 . Использование предполагаемого спос6,б позволяет увеличить выход годного металла за счет своевременного прекращения поступления шлака из сталеразливочного ковша в промежуточную емкость в среднем на ОД-0,15%, что при произ-, водительности установки непрерывней. разливки стали 8ОО тыс. т. в год дает экономическийэффект около 120 ты .рублей. Формула изобр е тения Способ автоматического определения момента окончания подачи метеоша кз сталеразлквочного ковша установки непрерывной разливки стали, заключающийся в том, что промежуточную емкость с жидким металлом и шлаком взвешивают и поддерживают этот вес постоянным путем изменения поступления металла из сталеразлнвочного ковша, измеряя и стабилизируя таким образом уровень , металла в промежуточной емкости, а при начавшемся поступлении ишака из сталераэливочного ковша фиксируют уменьшение веса промежуточной емкости из-за разницы удельных весов металла и шлака и при уменьшении этого веса до заданной заранее величины прекращают подачу зашлакованного металла из сталеразливочного . ковша в промежуточную емкость, отличаюшийся тем, что, с целью увеличения выхода годного металла и повышеншя его качества, дополнительно измеряют вес металла в сталерааливоч- ном ковше и при снижении этого весадо величины, определяемой отсутствием шлака в струе или при уменьшении уровня Б промежуточной емкости, прекращают подачу металла из стал азливочшэхх) ковша. Источники информации, принятые во внимание при экспертизе I. Краснов Б. И. Оптимальное управление режимами непрерывкой разливки стали. М., Металлургия, 1975, с. 4243. 2. Заявка Японии № 52-98622, кл. 11 ВО91, 1976.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической подачи металла в промежуточную емкость машины непрерывного литья металла | 1980 |
|
SU908496A1 |
| Устройство автоматического регулирования уровня металла в промежуточной емкости установки непрерывной разливки металла | 1976 |
|
SU623636A1 |
| Устройство для определения остатка жидкого металла в сталеразливочном ковше | 1987 |
|
SU1519840A1 |
| Способ непрерывной разливки стали на многоручьевых машинах | 1985 |
|
SU1296284A1 |
| Способ скоростной разливки спокойной стали и устройство для его осуществления | 1989 |
|
SU1675047A1 |
| Устройство автоматического регулирования уровня металла в промежуточной емкости установки непрерывной разливки металла | 1979 |
|
SU784976A2 |
| Устройство для автоматической стабилизации массы металла в промежуточных ковшах машины непрерывного литья заготовок | 1990 |
|
SU1764794A1 |
| Способ получения мерных заготовок на многоручьевой машине непрерывного литья заготовок | 1989 |
|
SU1696119A1 |
| Устройство автоматического управления порезом слитка на установке непрерывной разливки металла | 1980 |
|
SU942870A1 |
| ПРОМЕЖУТОЧНЫЙ КОВШ ДЛЯ РАЗЛИВКИ СТАЛИ | 2003 |
|
RU2262414C2 |