(54) КРИСТАЛЛИЗАТОР ДЛЯ УСТАНОВОК НЕПРЕРЫВНОГО ЦЕНТРОБЕЖНОГО ЛИТЬЯ
:..,..:..-
| название | год | авторы | номер документа |
|---|---|---|---|
| Кристаллизатор для установок непрерывного центробежного литья | 1977 |
|
SU632472A1 |
| Устройство для горизонтального непрерывного литья | 1980 |
|
SU921671A1 |
| Устройство для подвода и регулирования подачи металла в кристаллизатор | 1983 |
|
SU1158284A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ КРУГЛЫХ СЛИТКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2547089C2 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ПОЛЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1995 |
|
RU2103105C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ | 1991 |
|
RU2025196C1 |
| Способ непрерывного литья слитков прямоугольного сечения и устройство для его осуществления | 1983 |
|
SU1315114A1 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ВЫСОКОСКОРОСТНОГО НЕПРЕРЫВНОГО ЛИТЬЯ | 1998 |
|
RU2152843C1 |
| Способ непрерывного горизонтального литья полых слитков и устройство для его осуществления | 1982 |
|
SU1049172A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1998 |
|
RU2148469C1 |
Изобретение относится к оборудованию литейного производства и может быть использовано при непрерывном и непрерывном центробежном способах литья слитков.
По основному авт. св. № 632472 известен кристаллизатор для установок непрерывного центробежного литья, снабженный литниковой системой, выполненной в виде подводящих продольных каналов, соединенных с поперечным литниковым ходом с щелью, направленной к внутренней поверхности кристаллизатора, при этом конфигурация о щели и литникового хода соответствует конфигурации внутренней поверхности кристаллизатора. Наличие указанной литниковой . системы обеспечивает получение качественного литья путем стабилизации процессаЩ.
Однако описанная литниковая система сдерживает возможность увеличения скорости литья при производстве слитков как непрерывным, так и непрерывным центробежным способами литья. Это происходит потому, что при литье слитков по сравнению 20 с литьем труб (при одинаковой скорости вытягивания отливки) скорость истечения металла из щелевидного выхода литниковой . системы резко возрастает, так как возрастает объем протекающего через щель металла. Это приводит к усиленному размыву щели, а следовательно, и к сокращению срока службы.
Цель изобретения - увеличение срока службы литниковой системы и производительности установок при производстве слитков.
Это достигается тем, что в центре литниковой системы в направлении оси кристаллизатора выполнен подводящий канал, конфигурация которого соответствует конфигурации внутренней поверхности кристаллизатора, причем площадь поперечного сечения канала выполнена в 1,2-2 раза больще площади поперечного сечения выходной щели литниковой системы.
Наличие центрального канала указанного разтиера обеспечивает возможность прохождения объема металла, необходимого для поддержания оптимальной скорости истечения через выходную щель при литье слитков (экспериментально установлено, что эта скорость должна быть в 2- 6 раз больще скорости вытягивания отливки). Такое решение позволяет также избежать резкого возрастания скорости истеченйя через щель при увеличении скорости вытягивания слитка, что уменьшает возможность эрозии литниковой системы.
Соответствие конфигурации канала конфигурации внутренней поверхности кристаллизатора обеспечивает равномерный прогрев литниковой системы, что уменьшает в ней термические напряжения.
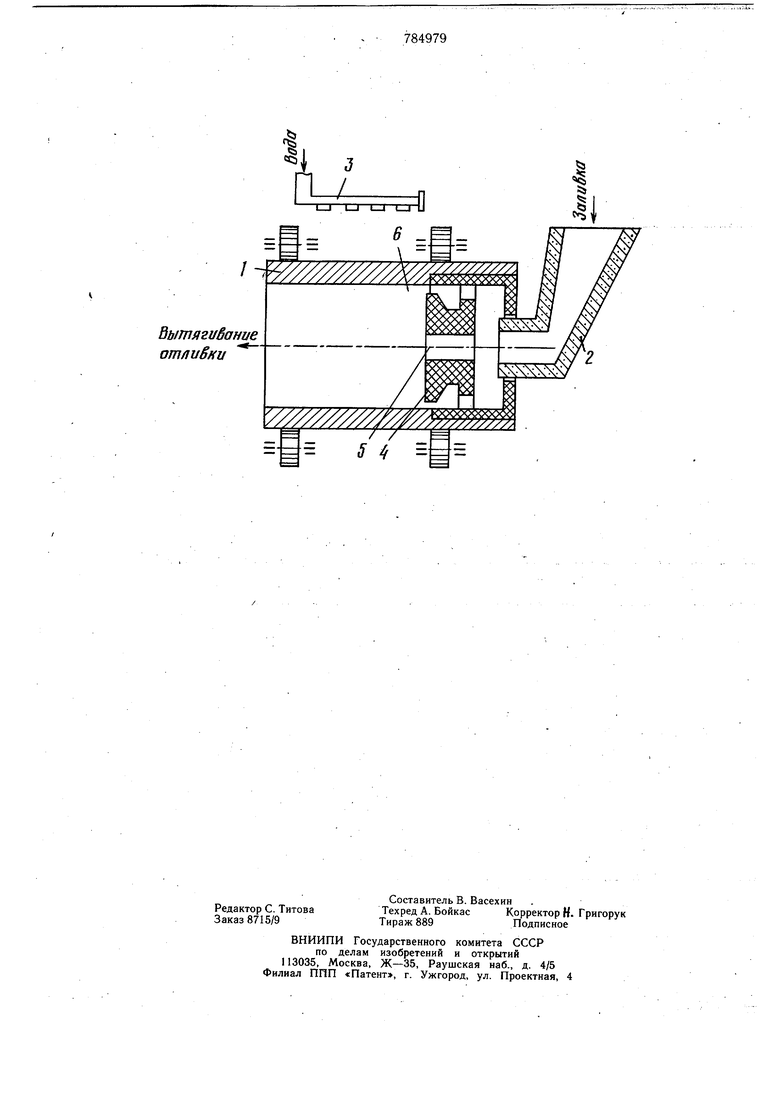
На чертеже изображена схема описываемого кристаллизатора.
Кристаллизатор 1 с заливочным приспособлением 2 содержит систему охлаждения 3 (например, водовоздушную) и литниковую систему 4, изготовленную из огнеупорного материала. В центре литниковой системы 4 в направлении оси кристаллизатора выполнен канал 5, конфигурация которого соответствует конфигурации внутренней поверхности кристаллизатора (т. е. для литья квадратных слитков - квадрат, длякруглых - круг и т. п.). Площадь поперечного сечения канала 5 выполнена в 1,2-2 раза большей чем площадь поперечного сечения выходной щели 6 литниковой системы 4. Такое соотношение размеров центрального канала и выходной щели обеспечивает равномерную подачу расплавленного металла через щель со скоростью не менее чем в два раза большей скорости вытягивания отливки.
Как показали эксперименты при соотношении указанных площадей меньшем 1,2 имеет место повышенная скорость истечения металла через щель, что приводит к ее размьЛу, а при соотношении больщем 2-х из-за уменьшения скорости истечения металла через щель возможно ее ггеремерзание.
Кр.исталлизатор работает следующим образом.
Перед началом заливки в кристаллизатор 1 к выходной щели 6 литниковой систелТы 4 вводят затравку (на чертеже не показана) и включают систему охлаждения 3. Затем через заливочное приспособление 2 непрерывно заливают жидкий металл с автоматическим его дозированием с заданным расходом.
Расплавленный металл заполняет литниковую систему 4. Вь1текая из выходной щеЛИ 6 и канала 5 металл заполняет пространство до затравки и сваривается с ней. На внутренней поверхности охлаждае.мого кристаллизатора I начинается рост корочки. По истечении расчетного времени, в течеНИИ которого образуется, твердая корочка металла, включают механизм вытягивания отливки (на чертеже не показан).
Пример. При непрерывной отливке круглого чугунного слитка с наружным диаметром 100 мм, площадь сечения выходной щели составляла 9,45 см (высота щели 3 мм) площадь центрального канала 15 см (диаметр 44 мм). Площадь поперечного сечения канала здесь примерно в 1,6 раза больше площади поперечного сечения щели (15 см 2; ; 9,45 см 1,586). Эти размеры обеспечивают скорость истечения через выходную щель в 4 раза больщую, чем скорость вытягивания отливки.
Наличие центрального канала указанных размеров влитниковой системе обеспечивает увеличение ее долговечности, так как уменьщается размыв щели жидким металлом и улучщается равномерность прогрева всей литниковой системы. Это обеспечивает увеличение производительности установки при литье слитков.
Формула изобретения
Кристаллизатор для установок непрерывJ, ного центробежного литья по авт. св. № 632472, отличающийся тем, что, с целью увеличения срока службы литниковой системы и производительности, в центре литниковой системы в направлении оси кристаллизатора выполнен канал, конфигурация которого соответствует конфигурации внутренней поверхности кристаллизатора, при этом площадь поперечного сечения канала в 1,2-2 раза больще площади поперечного сечения выходной щели литниковой системы.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 632472, кл. В 22 D 13/10, 1977 (прототип). У/////////Щ ВытягиВание omavSKu : I-I В Ш 5
