Изобретение относится к металлургии, в .частности к конструкции устройств для непрерывной разливки металлов и сплавов ,
Цель изобретения - улучшение по- 5 верхности и структуры отливаемой заготовки и создание однонаправленного движения металла.
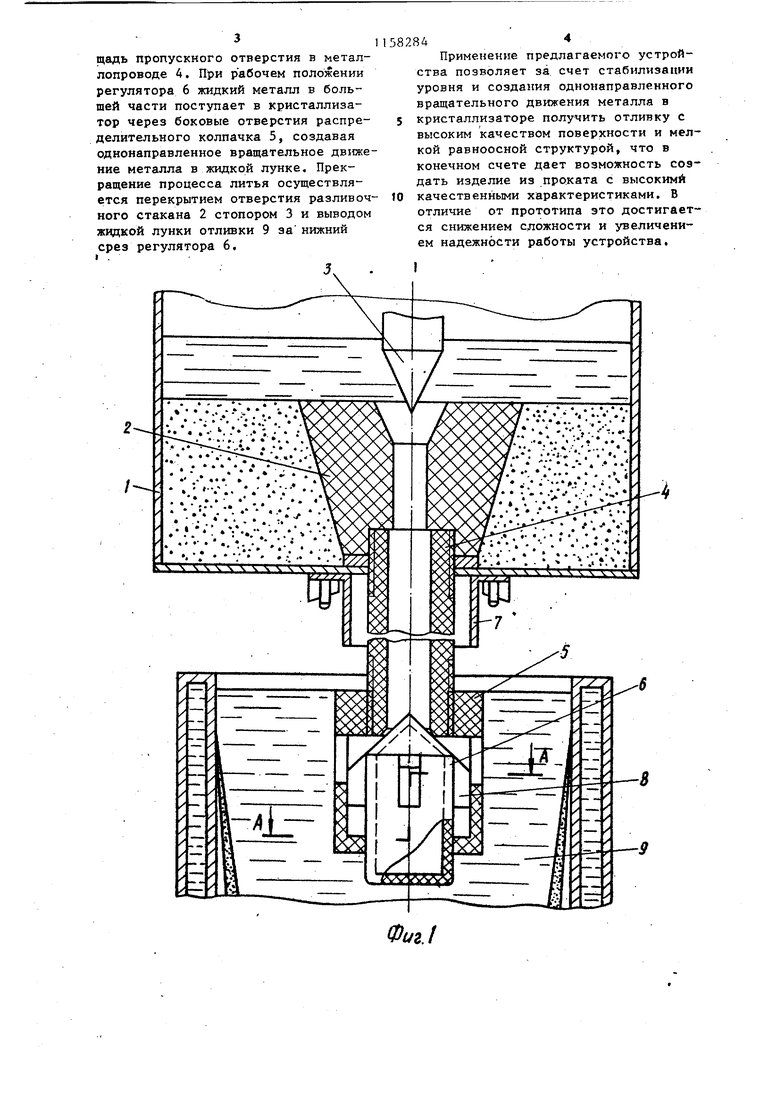
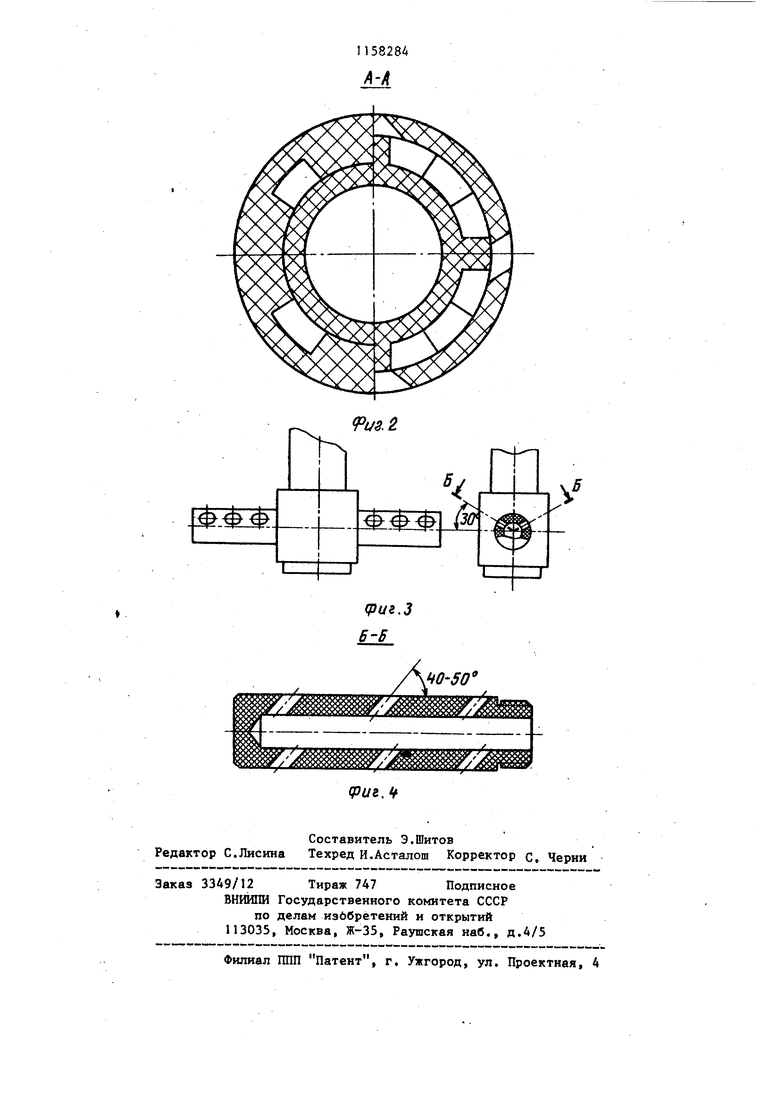
На фиг. 1 схемат1вдески представлено предлагаемое устройство,про- tO {дольный разрез; на фиг. 2 - разрез А-А на фиг. 1} на фиг. 3 - вариант, выполнения распределительного колпачка; на фиг. 4 - разрез Б-Б на фиг. 3. I15
Устройство для подвода fr регулирования подачи металла в кристаллизатор содержит промежуточную емкость 1, стакан 2, стопор 3, металлопровод 4, на выходном конце которого закреплен 20 распределительный колпа:ок 5, и поплавковый регулятор 6, Металлопровод 4 соединен с разливочным стаканом 2 и защищен тепловым экраном 7. РаспределителЬный колпачок 5 выполнен с 25 несколькими щелевидными выходными отверстиями в дне и на боковой поверхности, подводящими металл в кристаллизатор. Отверстия на боковой поверхности вьтолнены таким образом, чтобы угол между осью отверстия и центровой линией окружности,лежащей в горизонтальной плоскости и приходящей через точки пересечения осей о тверстия с наружной частью распределительного колпачка, составлял бы 45-50 5 (фиг. 2). Уменьщение или увеличение этого угла приводит к понижению эффекта направленного вращательного движения металла в кристаллизаторе. При отливке слитков прямоугольного сечения вместо боковых отверстий на распределительный колпачок 5 крепятся два боковых патрубка с косыми отверстиями (фиг. 3 и через которые поступает металл по всему периметру сечения кристаллизатора. Площадь отверстий в распределительном колпачке 5 должна в 15-25 раз превышать площадь по11еречного сечения металлопровода 4. Превьшение не 50 должно быть более чем в 25 раз, иначе эффект перемешивания металла будет недостаточным, но и не меньще, чем в 15 раз, что может привести к размыванию корочки затвердевшего метал- 55 ла у стенок кристаллизатора. Поплавковый регулятор выполнен в верхней .части конусообразным с фиксирующими -,
заплечиками 8 из материала стойкого в расплавленном металле и по удельному весу легче расплавленного металла. Поплавковьй регулятор 6 размещен во внутренней полости распределительного колпачка 5 и вставляется в него путем Проводки заплечиков через замок последнего и поворота на 45 Объем регулятора 6 рассчитан таким образом, чтобы он был на 15-20% больше объема канала металлопровода 4 и объема канала разливочного стакана 2 вместе взятых. Снижение подъемной .силы регулятора 6 может привести к сбою его работы при резком повьшении уровня металла в промежуточной емкости 1. Увеличение объема регулятора заметно повышает разме1)ы регулятора.
Для предотвращения замерзания металла в начальный момент литья регулятор начинает работать в диапазоне скоростей вытягивания слитка отличном от о, т.е. полностью не перекрывает доступ металла в кристаллизатор. Это смещение необходимо производить от 25 до 35% от рабочей скорости литья, уменьшение смещения менее 25% может привести к увеличению случаев заморозки металла в металлопроводе. Увеличение более 35% повьщгает инерционность системы. В нижней части для предотвращения заморозки металлопровода 4 выполнены скосы с конусностью, соответствующей конусности верхней части регулятора 6, площадь которых составляет 25-35% от площади поперечного сечения канала в конусе.
. Работа устройства осуществляется следующим образом.
I
Стопор 3 выводится в верхнее
положение, тем самым дается доступ металла из промежуточной емкости 1 через разливочный стакан 2, металлопровод 4 и щелеввдные выходные отверстия в дне распределительного колпачка 5 в нижнюю часть кристаллизатора, что исключает привар металла к его рабочей поверхности. По заполнении кристаллизатора металлом до уровня регулятора 6 последний, поднимаясь, перекрьшает отверстие в металлопроводб А и, следовательно основной доступ металла в кристаллизатор, В зависимости от скорости вытягивания слитка меняется и площадь пропускного отверстия в металлопроводе 4. При рабочем положении регулятора 6 жидкий металл в большей части поступает в кристаллизатор через боковые отверстия распределительного колпачка 5, создавая однонаправленное вращательное движе ние металла в жидкой лунке. Прекращение процесса литья осуществляется перекрытием отверстия разливоч кого стакана 2 стопором 3 и выводом жвдкой лунки отливки 9 за нижний срез регулятора 6, 158 5 - 10 4 Применение предлагаемого устройства позволяет за счет стабилизации уровня и создания однонаправленного вращательного движения металла в кристаллизаторе получить отливку с высоким качеством поверхности и мелкой равноосной структурой, что в конечном счете дает возможность создать изделие из проката с высокими качественными характеристиками. В отличие от прототипа это достигается снижением сложности и увеличением надежности работы устройства.
Фиг.1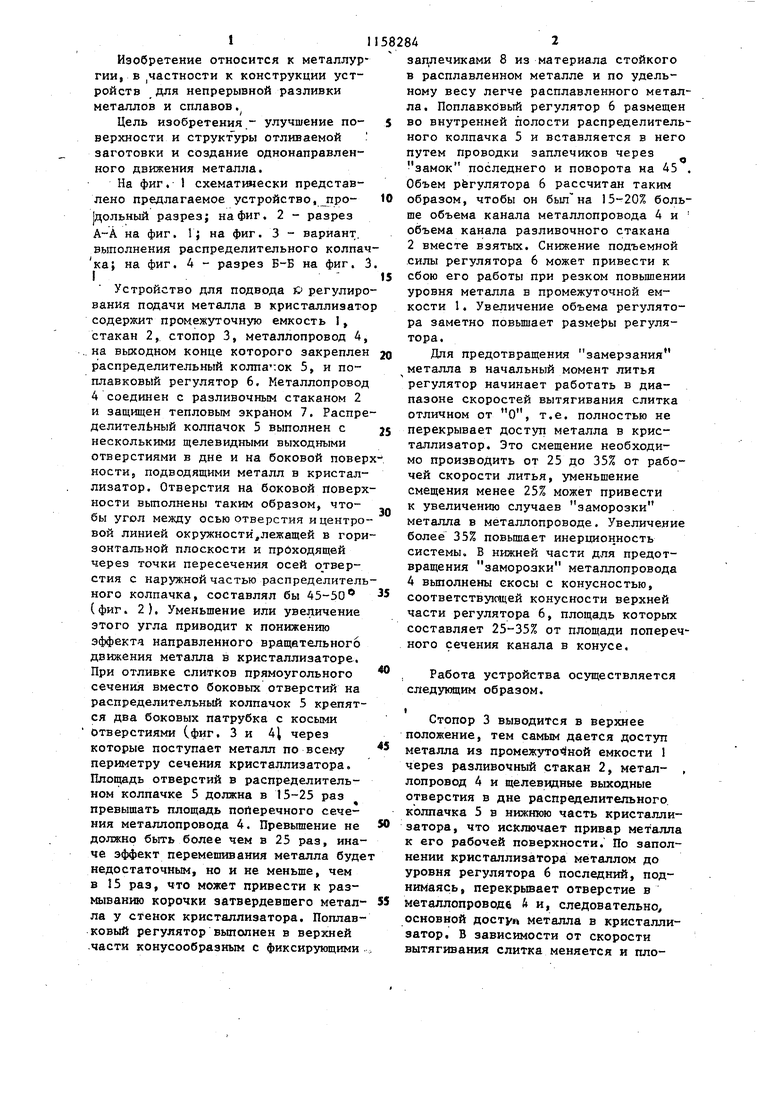
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ СЛЯБОВЫХ ЗАГОТОВОК С ДВУХСТОРОННИМ ВЫТЯГИВАНИЕМ | 2002 |
|
RU2252107C2 |
| Погружной стакан для непрерывной разливки сортовых заготовок | 1982 |
|
SU1046007A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ЖИДКОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2263561C1 |
| Способ отливки крупных слитков и устройство для его осуществления | 1981 |
|
SU1011330A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПРЯМОУГОЛЬНЫХ СТАЛЬНЫХ СЛИТКОВ | 2008 |
|
RU2379153C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ УРОВНЯ ЖИДКОГО МЕТАЛЛА В КРИСТАЛЛИЗАТОРЕ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2120837C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2001 |
|
RU2200645C2 |
| Способ подачи жидкого металла в кристаллизатор машин непрерывного литья металлов | 1984 |
|
SU1282954A1 |
| Способ непрерывной разливки прямоугольных стальных слитков и устройство для его осуществления | 1990 |
|
SU1811972A1 |
| Устройство для подачи металла в кристаллизатор | 1974 |
|
SU499038A1 |
1. УСТРОЙСТВО ДЛЯ ПОДВОДА И РЕГУЛИРОВАНИЯ ПОДАЧИ МЕТАЛЛА В КРИСТАЛЛИЗАТОР, содержащее промежуточный KOBhi, встроенный в его днище стакан, стопор, металлопровод с распределительным колпачком и поплавковый регулятор, размещенный в его полости, отличающееся тем, что, с целью улучшения поверхности и структуры отливаемой заготовки, распределительный колпачок Si-S выполнен с отверстиями на боковой его части и в нижнем торце, при этом площадь всех отверстий в 1525 раз больще площади поперечного сечения металлопровода, боковые отверстия расположены под углом 40-50 к диаметру колпачка, проходящему через центры отверстий, причем распределительный колпачок жестко закреплен на выходном конце металлопровода, а поплавковый регулятор выполнен в верхней части конусным и имеет фиксирующие заплечики. 2.Устройство по п. 1, отличающееся тем, что выходной С/) конец металлопровода выполнен конусным с ребрами, при этом площадь с: каналов меаду ребрами составляет 25-35% от площади поперечного сечения канала в конусе. 3.Устройство по п. 1, о т л ичающееся тем, что, с целью оптимизации работы регулятора, его объем превышает на 15-20% объем канала металлопровода и стакана.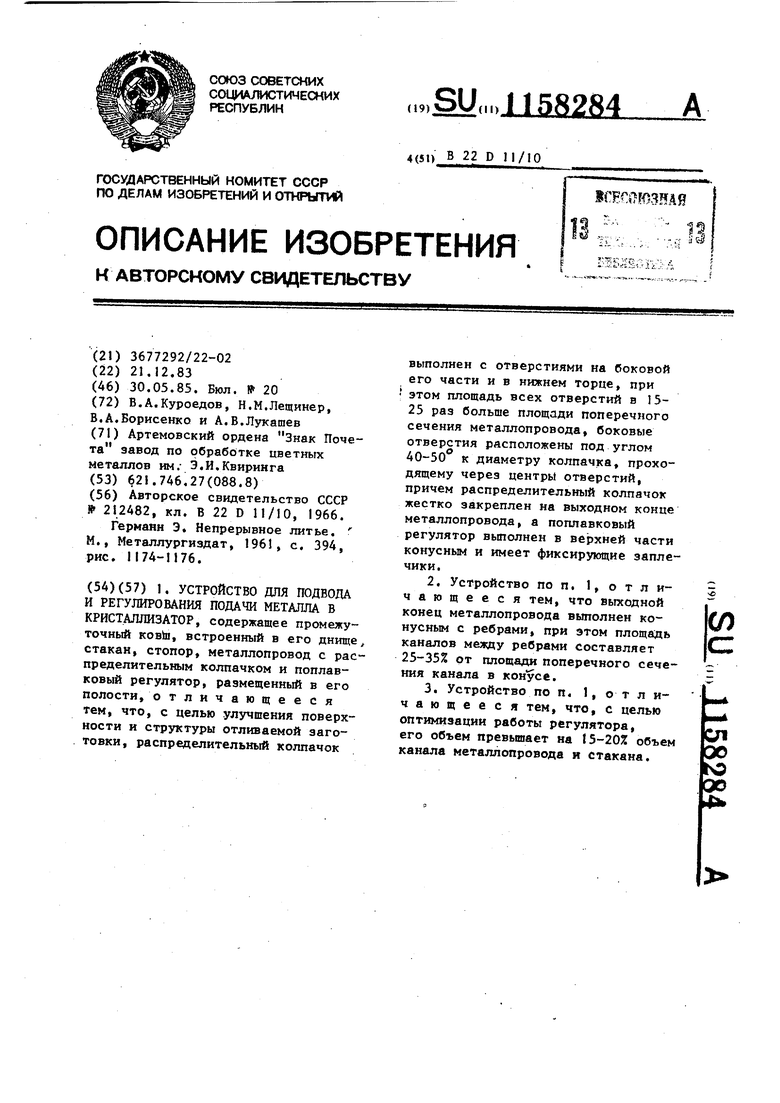
| Авторское свидетельство СССР 212482, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Гернанн Э | |||
| Непрерывное литье | |||
| М., Металлургиздат, 1961, с | |||
| Способ передачи радиотелеграфных сигналов | 1922 |
|
SU394A1 |
| Горизонтальный ветряный двигатель | 1924 |
|
SU1174A1 |
