(54) СТЕРЖЕНЬ ДЛЯ ОТЛИВКИ ЧУГУННЫХ КАЛИБРОВАННЫХ ВАЛКОВ
1
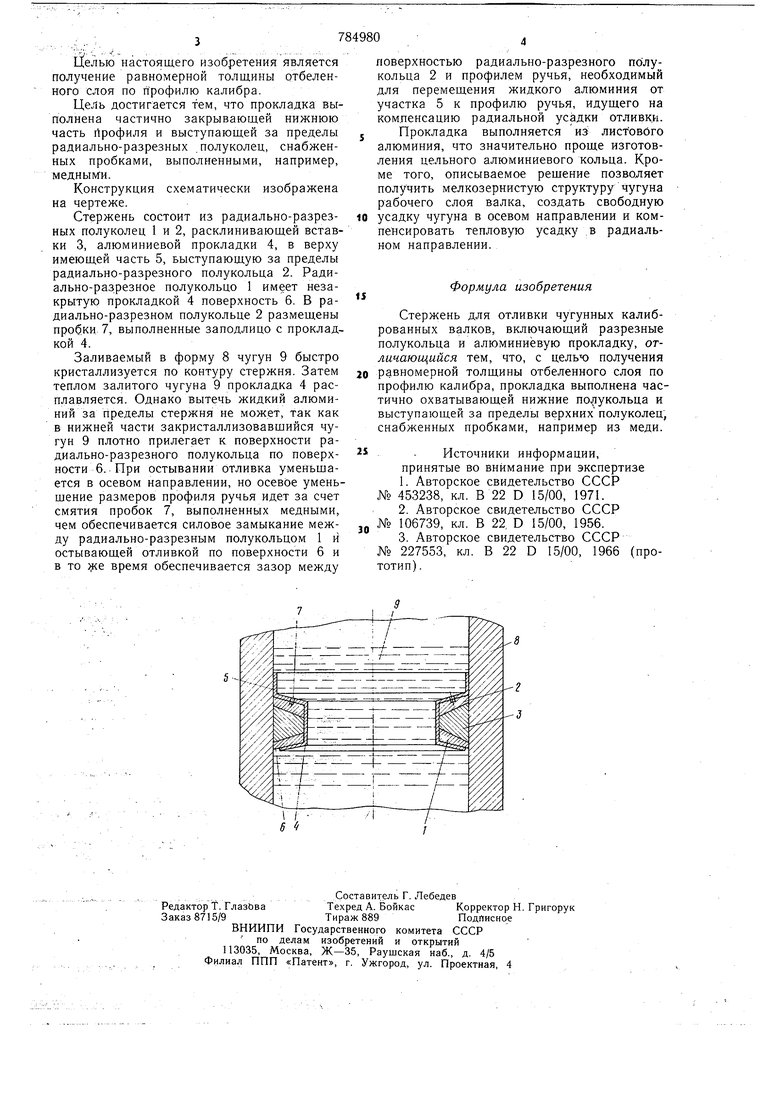
Изобретение относится к области литейного производства, а именно к конструкциям стержней, обработанных по профилю литого ручья.
Известны конструкции стержней для отливки чугунных валков, обработанные по профилю литого ручья, например, выполненные из алюминия. Такие стержни позволяют получить равномерную толщину отбеленного слоя в ручьях и мелкозернистую структуру чугуна рабочего слоя валка 1.
Однако при эксплуатации таких стержней выявлены следующие недостатки. Алюминиевый стержень разового пользования. Для его изготовления необходимо предварительно изготовить литейную форму, подготовить ее и отлить стержень, обработать его на станках, т. е. подготовка стержней занимает значительно больще времени, чем отливка валка. Учитывая, что на один валок идет несколько стержней, а с одной партии отливается до сотни валков, то становится понятным, что подготовка и обработка стержней становится крупной проблемой для вальцеделательного завода. Кроме того, при использовании алюминиевых стержней высокую твердость получает не только рабочая поверхность валка, но и поверхность валка между ручьями, что не является необходимым для нормальной работы валка, но значительно затрудняет его механическую обработку.
Известна конструкция стержня, содержащая радиально-разрезные полукольца и расклинивающие их вставки, которую можно использовать для отливки валков с литым ручьем 2.
10
Однако известная конструкция обладает существенными недостатками, заключающимися в том, что для того, чтобы полукольца не заклинивало при остывании отливки, ее необходимо удалить из кокиля при пературе около 800°С, что недопустимо по условиям технологии отливки чугунных валков. Отдел по профилю калибра получается неравномерным, с грубой структурой и недостаточной твердостью.
Известен также стержень, включающий
20 разрезные полукольца и алюминиевую прокладку 3.
Недостатком этого стержня является низкое качество валка из-за неравномерной толщины отбеленного слоя по профилю калибра.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОТЛИВКИ ЧУГУННЫХ ВАЛКОВ | 1971 |
|
SU453238A1 |
| Способ отливки чугунных валков | 1968 |
|
SU550233A1 |
| Способ изготовления прокатных ка-либРОВАННыХ ВАлКОВ | 1979 |
|
SU821042A1 |
| Поточная линия производства литых трубных заготовок центробежным способом | 1981 |
|
SU984653A1 |
| Кокиль для литья чугунных калиброванных валков | 1987 |
|
SU1671406A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ ЧУГУНА ДОМЕННОЙ ПЛАВКИ | 2005 |
|
RU2300441C1 |
| Способ изготовления бандажей прокатных валков с коническим отверстием | 1982 |
|
SU1080925A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| Способ литья профилированных валков | 1987 |
|
SU1546204A1 |
| Чугун для валков | 1982 |
|
SU1121309A1 |
