1
Изобретение относится к области механической обработки материалов, а именно к устройствам для обработки деталей, имеющих шпоночные пазы.
Известен поводковый патрон, содержащий корпус, центр и поводок, предназначенный для обработки деталей, имеюншй щпоночные пазы 1.
Недостатком указанного патрона является невысокая точность изготбвлё 1йя дёталей, так как базирование детали при обработке осуществляется по центровым отверстиям, точное изготовление которых весьма затруднительно.
Целью изббретения является повь1щение точности изготовления деталей путем их базирования по точно изготовленным цилиндрическим поверхностям.
Указанная цель достигается тем, что рон снабжен цангой и подпружиненным направляющим фиксатором, установленным в центре и расположенным в одной плоскости с поводком.
..-.-Такое выполнение патрона обеспечивает точное базирование, детали и передачу крутящего .момента от щпинделя станка на
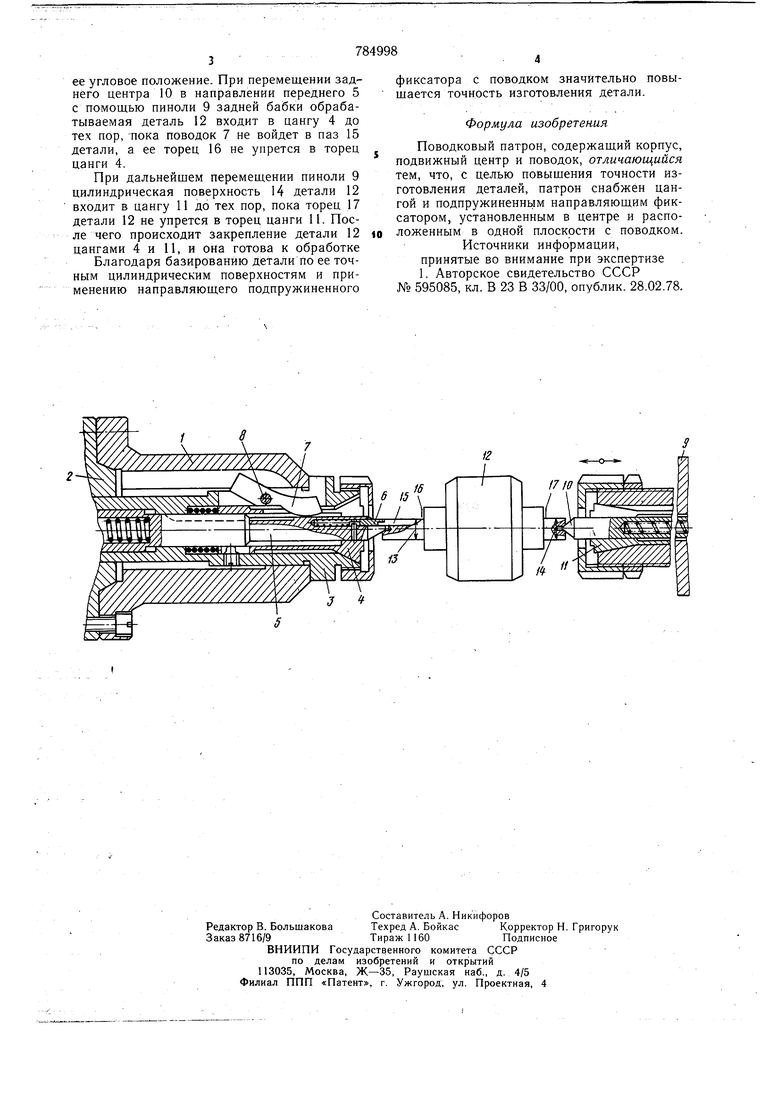
деталь через поводок, что позволяет разгрузить и увеличить срок еесЛужбы. ,На чертеже изображен продольный разрез патрона.
В корпусе 1 патрона, закрепленного на щпинделе 2 станка, запрессована гильза 3, в которой установлены зажимная цанга 4 и подпружиненный передний центр 5. В центре 5 смонтирован подпружиненный ТТаправляющий фиксатор 6, который рас-,-положен в одной плоскости с поводком 7,
10 установленным на оси 8 в пазу гильзы 3. В пиноли $ задней бабки станка установлен подпружиненный задний центр 10 и цанга 11. Деталь 12 имеет точно обработанные цилиндрические поверхности 13 и 14, щпоночный паз 15, торцы 16 и 17.
15
Патрон работает следующим образом. В исходном положении обрабатываемая деталь 12 устанавливается в передний 5 и задний 10 центры в произвольном, не ориентированном положении по отнощению к фик20сатору 6. При проворачивании детали 12 (вручную или механизмом при автомати- ческойзагрузке станка) фиксатор 6 входит в шпоночный паз 15 детали 12 и фиксирует
ее угловое положение. При перемещении заднего центра 10 в направлении переднего 5 с помощью пиноли 9 задней бабки обрабатываемая деталь 12 входит в цангу 4 до тех пор, пока поводок 7 не войдет в паз 15 детали, а ее торец 16 не упрется в торец цанги 4.
При дальнейшем перемещении пиноли 9 цилиндрическая поверхность 14 детали 12 входит в цангу 11 до тех пор, пока торец 17 детали 12 не упрется в торец цанги 11. После чего происходит закрепление детали 12 цангами 4 и 11, и она готова к обработке
Благодаря базированию детали по ее точным цилиндрическим поверхностям и применению направляющего подпружиненного
фиксатора с поводком значительно повыщается точность изготовления детали.
Формула изобретения
Поводковый патрон, содержащий корпус, подвижный центр и поводок, отличающийся тем, что, с целью повышения точности изготовления деталей, патрон снабжен цангой и подпружиненньга направляющим фиксатором, установленным в центре и расположенным в одной плоскости с поводком.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 595085, кл. В 23 В 33/00, опублик. 28.02.78.
| название | год | авторы | номер документа |
|---|---|---|---|
| Задняя бабка с электроприводом | 1988 |
|
SU1646690A1 |
| МНОГОШПИНДЕЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1969 |
|
SU235529A1 |
| Поводковый патрон | 1983 |
|
SU1110556A1 |
| Устройство для закрепления тонкостенных деталей с разрезом | 1985 |
|
SU1258631A1 |
| Устройство для одновременного центрирования и зацентровки отверстий на валах | 1975 |
|
SU588071A1 |
| Станок для обработки отверстий | 1988 |
|
SU1722700A1 |
| Станок для механической обработки деталей типа тел вращения | 1978 |
|
SU749574A1 |
| Поводковый патрон | 1989 |
|
SU1696168A1 |
| Универсальный круглошлифовальный станок | 1982 |
|
SU1085772A1 |
| Поводковое устройство | 1982 |
|
SU1060336A1 |
У//////////////}У///у
