(54) СПОСОБ ФРЕЗЕРОВАНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ механической обработки нежестких деталей | 1990 |
|
SU1798052A1 |
| Способ электромеханической обработки | 1979 |
|
SU870045A1 |
| Способ фрезерования внутренних радиусных сопряжений поверхностей деталей | 2018 |
|
RU2674376C1 |
| Способ изготовления сталефибробетонных изделий | 1988 |
|
SU1680500A1 |
| Способ дуговой сварки плавящимся электродом | 1979 |
|
SU856706A1 |
| СПОСОБ ПОДВОДНОГО МАССАЖА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2499588C1 |
| Способ плазменно-механической обработки | 1979 |
|
SU856717A1 |
| СПОСОБ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ РЕЖУЩЕЙ КРОМКИ ЛЕЗВИЙНОГО ИНСТРУМЕНТА ПРИ ВЫСОКОСКОРОСТНОМ ФРЕЗЕРОВАНИИ МЕТАЛЛА | 2010 |
|
RU2445588C1 |
| Способ контактной стыковой сварки оплавлением | 2017 |
|
RU2644484C1 |
| Способ восстановления профиля поверхности катания колес рельсового транспорта | 2022 |
|
RU2809615C1 |
1
Изобретение относится к области металлообработки, в частности, к способу фрезерования.
Известен способ фрезерования путем механической обработки заготовки, нагреваемой магнитными пол5ши, создаваемыми электромагнитами, установленными на фрезе Cl7,
Недостаток известного способа заключается в низкой производительности обработки из-за недостаточного нагрева зоны резания ввиду того, нагрев ограничен скоростью вращения фрезы, предельное значение которой определяется динаминескими возможностями станка.
Целью настоящего изобретения является повышение производительности обработки.
Поставленная цель достигается тем, что нагрев осуществляют пульсирующими магнитными полями, причем частоту пульсации магнитных полей принимают р1звной собственной частоте колебаний материала обрабатываемого изделия, а вектор пуль-
сации направляют в сторону вращения фрезы.
Способ фрезерования осуществляют с использованием фрезы, на которой установлены электромагниты, к которым подводят пульсирующий электрический ток. Пульсирующий ток порождает пульсирующие магнитные поля в электромагнитах. Вектор пульсации направлен в сторону вращения фрезы, что достигается поряд10ком пульсации попей отдельных электромагнитов. Изменяя частоту пульсации, доводят скорость перемещения результирующего вектора .магнитных полей до скорости перемещения упругой волны в
15 материале обрабатьтаемого изпелня. Ток подвоаят поочередно только к тем элвкт-ромагнитам, которые находягся в зоне обработки. Остальное электромагниты в это время остывают.
20
Пример осуществления предлагаемого способа.
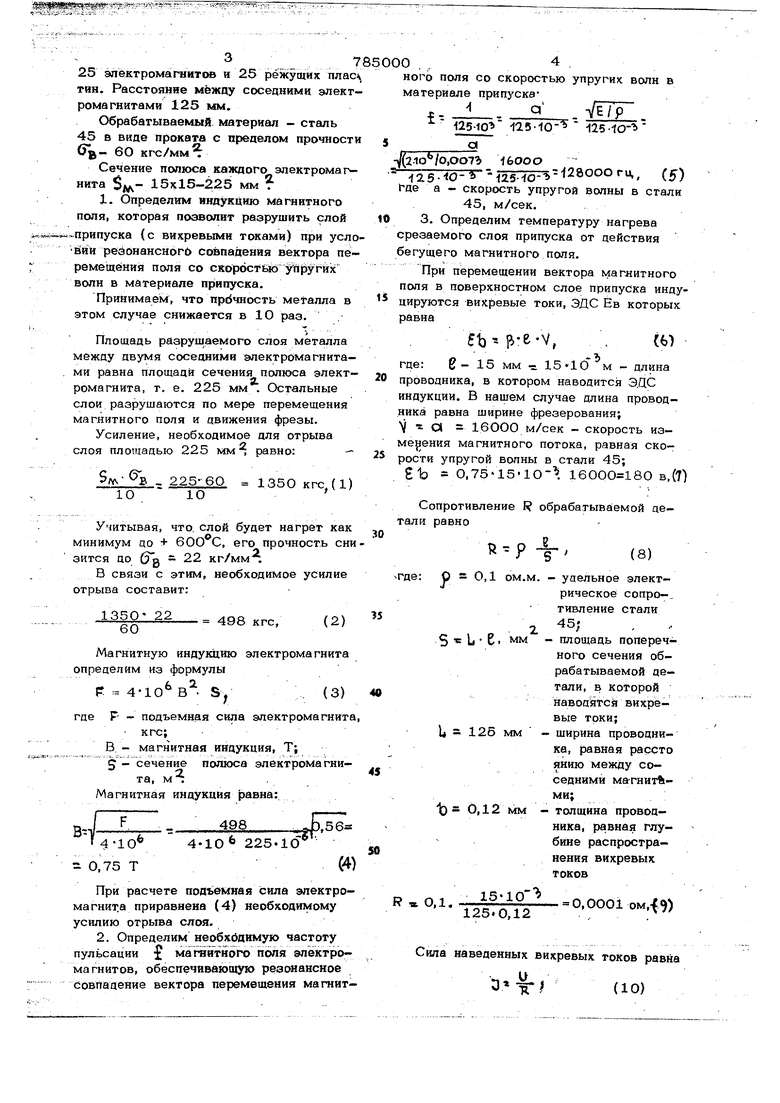
Яваметр Д корпуса фрезы сосгавля ет 1ООО мм. На корпусе установлены 25 электромагнитов н 25 р9;кущих пл тин. Расстояние мёжау соседними элек ромагнитами 125 мм. Обрабатываемый материал - сталь 45 в виде проката с пределом прочнос кгс/мм Сечение полюса каждого электрома нита 15x15-225 мм 1. Определим индукцию магнитного поля, которая позволит разрушить слой припуска {с вихревыми токами) при ус Вйи реаонансногб совпадения вектора п ремещения паля со скоростбю yfljjyriix волн в материале припуска. Принимаем, что прЬчность металла этом случае снижается в 10 раз. Площадь разрушаемого слоя металл между двумя соседними электромагнит ми равна площади сечения полюса элек ромагнита, т. е. 225 мм . Остальные слои разрушаются по мере перемещени магнитного поля и движения фрезы. Усиление, необходимое для отрыва слоя площадью 225 мм , равно: S.-gB - 225- во 1350 кгс,(1 lO Учитывая, что, слой будет нагрет ка минимум до + , его прочность с зится до (5g - 22 кг/мм , В связи с этим, необходимое усили отрыва составит: 135О- 22 498 кгс. 60 Магнитную индувдию электромагнит определим из формулы 10 В. где F - подъемная сила электромагни кгс; магнитная индукция, Т; полюса электрома гни сечение та, м Магнитная индукция равна: 4-10 225.10 4-10 0,75 Т
При расчете подъемная сила электромагнита приравнена (4) необходимому усилию отрыва слоя.
R О,1.
0,0001 ом,-( 9) 125.ОД2
наведенных вихревых токов равна U
3
j
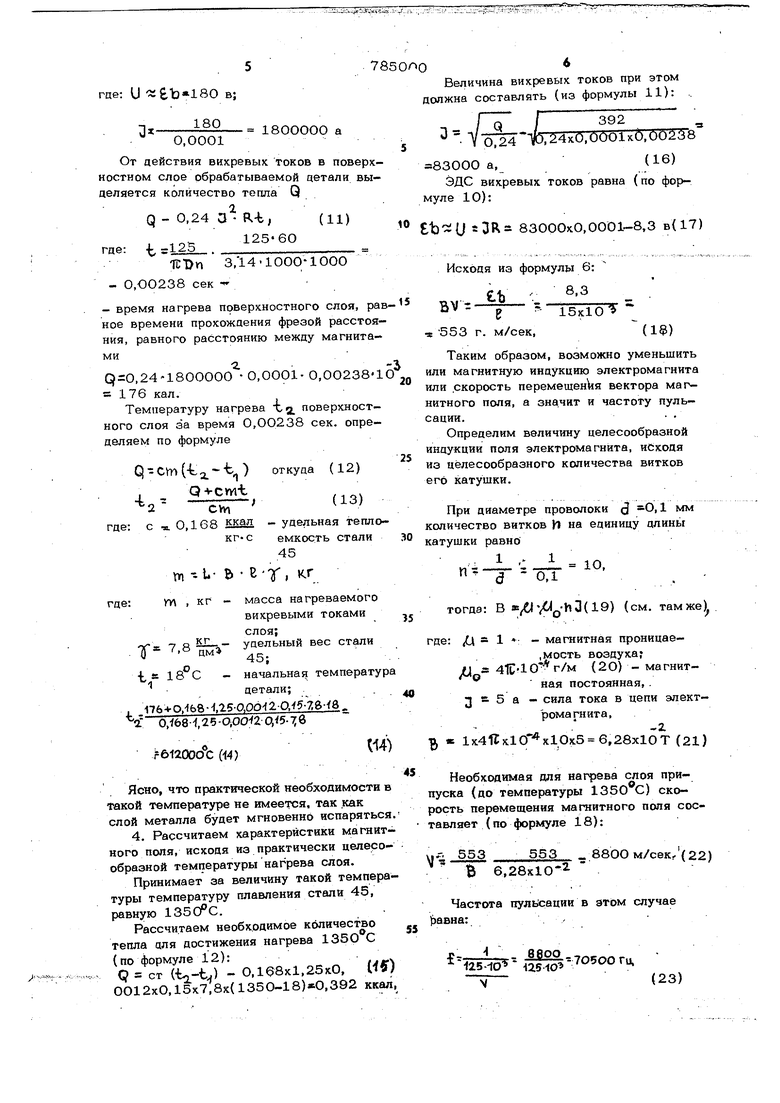
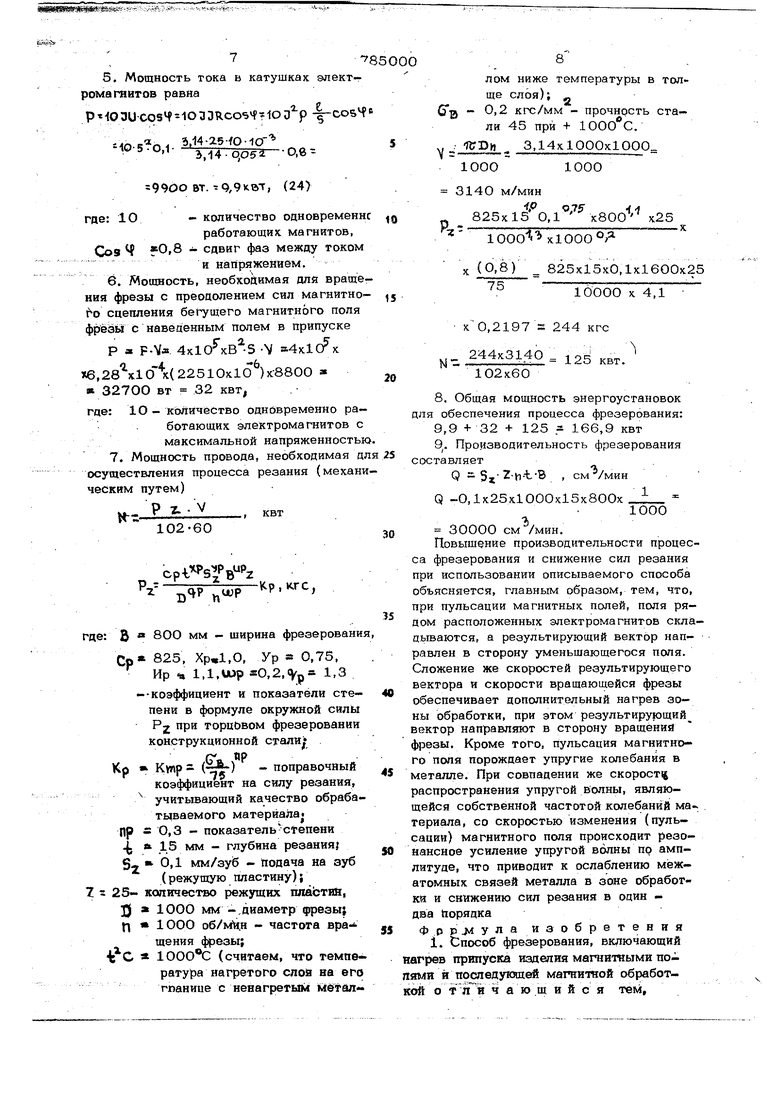
(10) ного поля со скоростью упругих волн в материале припускаJд VE/P 125-10 125-10- -125 Ю-Ь О ,О07Ъ -IbOOO 1 5- 0-b -426iO- -i2 000ru,, (5) де а - скорость упругой волны в стали 45, м/сек. 3. Определим температуру нагрева резаемого слоя припуска от действия егущего магнитного поля. При перемещении вектора магнитного оля в поверхностном слое припуска индуируются вихревые токи, ЭДС Ев которых авна 5Ь-- ii-b-V, де: 2 - 15 мм - 15 10 м - длина роводника, в котором наводится ЭДС ндукции. В нашем случае длина проводика равна ширине фрезерования; О - 160ОО м/сек - скорость изерения магнитного потока, равная скоости упругой волны в стали 45; gb 0,751510-. 16000 180 в,(7) Сопротивление R обрабатываемой деали равно Р -Г(8) р - 0,1 ом.м. - удельное электрическое сопро- тивление стали г S Ь 6 мм - площадь поперечного сечения обрабатываемой детали, в которой наводятсй вихревые токи; 1| 125 мм - ширина проводника, равная рассто янию между соседними магнитй Ь - о, 12 мм - толщина проводника, равная глубине распространения вихревых токов 5 7850П M/wCu гае: U в; Jx 80 1800000 а 0.0001 - -. От действия вихревых токов в поверхкостном слое обрабатываемой детали выделяется количество тепла Q Q - 0,24 О R-b,(11) 25-60 ° где: -tsi-S --- TCDn 3,14-1000-1000 - 0,ОО238 сек - - время нагрева поверхностного слоя, рав- ное времени прохождения фрезой расстоя- ния, равного расстоянию между магнита- ,24180OOOO 0,ООО1-0,OO238l6 176 кал. Температуру нагрева -ta. поверхностного слоя за время 0,ОО238 сек. определяем по формуле Q-Cm(-to t ) откуда (12) , -гг;;-) (13) где: с ..0,168 ММ - удельная теплокг. с емкость стали ЗО 45 tn-.L- Ь-ЕГ, КГ где: УТЛ , кг - масса нагреваемого вихревыми токами jj .j Y 8 удельный вес стали 45; t«l8°C - начальная температура детали; . о ,ЬЪ,гs0,,167.г, V 0,ibQ-i,,,i5-7, 6120odb (14) . л Ясно, что практической необходимости в такой температуре не имеется, так как слой металлГбудет мгновенно испаряться. 4. Рассчитаем характеристики магнитного поля, исходя из практически целесообразной температуры нагрева слоя. Принимает за величину такой температуры температуру плавления стали 45, равную 135СУ°С. Рассчитаем необходимое количество jj тепла для достижения нагрева 135О С (по формуле 12): V. . Л. J. oRvn (-fff) Q ст (-Ьэ-Ь) - 0,168x1.25x0, НО/ 0012хО,15х7,8х(1350-18)«0.392 ккал, .О6 Величина вихревых токов при этом составлять (из формулы 11): .. 3 - лГ / „ „ ., .7.. -. -о;24 lib,24x0,0601x6. 83000 а (16) л/- / j. вихревых токов равна (по формуле 10): tb и OR 83000x0,0001-8,3 в( 17) uV- - . .-..,.. Исходя из формулы 6: . .11 ® BV . -s553 г. м/сек, (18) Таким образом, возможно уменьшить или магнитную индукцию электромагнита .скорость перемещения вектора магнитного поля, а значит и частоту пульсации. . Определим величину целесообразной индукции поля электромагнита, исходя из целесообразного количества витков При диаметре проволоки (j О, 1 мм количество витков И на единицу длины атушки равно -11 . тогда: В « /Up-h3(19) (см. тамже) где: /Д s 1 : - магнитная проницае- , ,мость воздуха 41С10 г/м (2О) - магнит постоянная, . 3 - а - сила тока в цепи электромагнита. 1 с41Гх10- к10х5 6.28х15т (21) Необходимая для нагрева слоя при/ ч о е лО/- пуска (до температуры 1350 С) скоРО ь перемещения магаитного поля соетавляет (по формуле 18): чс:5о , , Ji -2g2 -.880О м/сек. (22) О 6,28x10 . Частота пул1Л:ации в этом случае авна: jp- -..- Ж22. г . lie-ins - -7О50О Ги. 125--|О V(23) 5. Мощность тока в катушках электромагнитов равна P«1ODUCOS4 10; 3RCOS T100 р 3,14-2.5-Ю-10 -«О-5-0,1- з,14-0,05 -0, ВТ.-0,9квт, (24) количество одновременн где: 1О работающих магнитов, Cos Ч fO.8 - сдвиг фаз между током напряжением, 6.Мощность, необхоаимая для враще ния фрезы с преодолением сил магнитно o сцепления бегущего магнитного поля фрезы с наведенным полем в припуске р а F-VA -V а4х1С х x6,(22510xldSx-8800 3270О ВТ 32 КВТ, где: 10 - количество одновременно работающих электромагнитов с максимальной напряженность 7.Мощность провода, необходимая д осуществления процесса резания (механ ческим путем) -.J 102-60 . В в 8ОО мм - ширина фрезеровани Ср« 825, Хр,1,0, Ур « 0,75, Ир -а 1,1. 0,2,Ур 1,3 -коэффициент и показатели степени в формуле окружной силы Р при торцьвом фрезеровании конструкционной стали| Кр () -поправочный коэффициент на силу резания, учитывающий качество обрабатываемого материала Пр 0,3 - показатель степени 15 мм - глубина резания} S 6,1 мм/зуб - подача на зуб (режущую пластину); 7 г 25- количество режущих шшстий, JJ 1000 мм -,диаметр фреэы; П 1ООО об/мИн - частота вра- щения 4чэезы; « ЮООС (считаем, что температура нагретого СЛОЙ на его гюакиие с ненагретым металлом ниже температуры в толще слоя); д Сд - 0,2 кгс/мм - прочность стали 45 при + . R;DH 3,14x1000x1000. 3140 м/мин f. 825x15 0,1 x800 x25 P . ,г,-л-ПШ-Л- -;r-.JLj, , , - - - -I „ X lOOO xlOOO (0,8) 825x15x0,1x1600x25 lOOOO X 4,1 x0,2197 244 кгс 244x3140 125 квт. lO2x60 8. Общая мощность энергоустановок для обеспечения процесса фрезерования: 9,9 +32 + 125 г 166,9 квт 9. Производительность фрезерования С1эставляет Q .Sx-2-h--t-B см /мин Q -0,1x25x1000x15хЗООх i 1000 i 30000 CM /мин. Повышение производительности процесса фрезерования и снижение сил резания при использовании описываемого способа объясняется, главным образом, тем, что, при пульсации магнитных полей, поля рядом расположенных электромагнитов складываются, а результирующий вектор направлен в сторону уменьшающегося поля. Сложение же скоростей результирующего вектора и скорости вращающейся фрезы обеспечивает дополнительный нагрев зоны обработки, при этом результирующий вектор направляют в сторону вращений Ф1эезы. Кроме того, пульсация магнитного поля порождает упругие колебания в металле. При совпадении же скорост распространения упругой Волны, являйщейся собственной частотой колебаний ма. териала, со скоростью изменения (пульсации) магнитного поля происходит резонансное усиление упругой волны по амплитуде, что приводит к ослаблению межатомных связей металла в зоне обработки и снижению сил резания в один два Порядка ФррЧмУла изобретения 1. Способ фрезерования, включающий агрев припуска изделия магнитными потли и последующей магнитной обработolS о и ч а ю щ и и с я тем.
9 78500010
что, с целью повышения производитель-обрабатываемого изделия, причем вектор
ности, нагрев осуществляют пульсирую-пульсации направляют в сторону вращения
щими магнитными полями.фрезы.
щ и и с я тем, что частоту пульсации. принятые во внимание при экспертизе
магнитных полей принимают равной соб-1. Авторское свидетельство СССР
ственной частоте колебаний материала№ 671943 кл. В 23 С 5/06, 1977.
