Изобретение относится к технологии обработки металлов поверхностным пластическим деформированием.
Целью изобретения является повышение качества обрабатываемой поверхности,
На чертеже схематически показаны последовательность обработки.
На столе 1 станка закрепляют деталь 2 для механической обработки.и снимают припуск 6 инструментом 3. Сигналы, поступающие с датчика 4 прибора 5 фиксируют перераспределение остаточных напряжений в детали, которое приводит к ее короблению (фиг. 1). Затем производим накатку поверхности инструментом-накатником 6 с электромагнитами и шариками, при этом частоту пульсации магнитного поля назначают равной
-г
Ob Sv L R
1,7t/ 2b2a2EI
Деталь 2 из труднообрабатываемой стали 18Х10ГНТ устанавливают и закрепляют на столе 1 фрезерного станка модели 6РН12 001. Обрабатывают деталь 2 торцовой фрезой 3 с пластинками из твердого сплава ВК60М со снятием припуска мм. После обработки измеряют внутренние остаточные напряжения детали 2 датчиком 4 прибора.5 ИОН-4 (измеритель остаточных напряжений). После снятия припуска 1 5 мм в детали 2 возникает момент неуравновешенных внутренних сил Mi, который равен
ел
С
хд
ю
00
о ел
ю
Mi (70Sy
(1)
где Ob внутренние остаточные напряжения детали;
Sy - статистический момент площади припуска.
Чтобы компенсировать величину коробления после снятия припуска t 5 мм т.е. привести деталь в равновесие, необходимо
внести напряжения, равные по величине и знаку напряжениям ушедшим с припуском, из этого следует, что величина избыточной потенциальной энергии, совершающей работу по короблению обработанной детали 2 равна энергии отнятой у детали 2 при удалении припуска
где L а - ширина проводника, равная расстоянию между соседними магнитами. Подставим найденные величины в формулу (2)
Зпр
М L2 0,24ff2b2f2a2t
8Е I
R
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ механической обработки деталей несколькими переходами | 1988 |
|
SU1613307A1 |
| Способ механической обработки | 1986 |
|
SU1445868A1 |
| Способ определения состояния образца после обработки | 1990 |
|
SU1774227A1 |
| Способ обработки нежестких деталей | 1986 |
|
SU1407684A1 |
| Способ фрезерования | 1986 |
|
SU1468681A1 |
| Способ снятия остаточных напряжений в изделиях | 1987 |
|
SU1446167A1 |
| Способ фрезерования | 1979 |
|
SU785000A1 |
| Способ обработки нежестких деталей | 1986 |
|
SU1373492A1 |
| Устройство для упрочняющей обработки | 1990 |
|
SU1796428A1 |
| Способ обработки поверхностей нежестких деталей | 1983 |
|
SU1183306A1 |
Использование: технология обработки металлов поверхностно пластическим деформированием. Сущность изобретения: с детали снимают припуск, при этом фиксируют перераспределение остаточных напряжений, которые приводят к ее короблению. Затем производят накатку поверхности инструментом накатником с электромагнитами. Частоту пульсации определяют по зависимости, в которую входит величина внутренних остаточных напряжений. 1 ил., 1 табл.
Эизб Э
пр
М 8Е I
где Эпр - энергия, имевшаяся у припуска, удаленного с поверхности, поэтому вносим Эпр посредством накатывания с использованием специального инструмента 6 с электромагнитами, в этом случае
Эпр Э
магн.поля
(3)
где Эмаг.п оля - энергия от действия возникающих вихревых токов.
При этом к электромагнитам инструмента подводится пульсирующий ток, который порождает пульсирующие магнитные поля в электромагнитах. В этом случае.в поверхностном слое, обрабатываемой детали от действия вихревых токов выделяется тепло
Q - 0,24 Г Rt,
(5)
где t - вр емя нагрева поверхностного слоя;
R - сопротивление обрабатываемой детали; - . .
t - величина вихревых токов.
Таким образом энергия от действия вихревых ТОКОВ .... .
Эмагнит.поля 0,24 I Rt
Сила вихревых токов равна
i е Ь
где Ј b - ЭДС вихревых токов.
При перемещении вектора магнитного поля в поверхностном слое припуска индуг цируются вихревые токи, ЭДС которых равна также
е b /3 bi v ,(6) где bi - длина проводника, в котором наводится ЭДС индукции. Длина проводника равна ширине накатывания.
v - скорость изменения магнитного потока, равная скорости упругой волны в стали.
При этом частота пульсации магнитного поля находится из выражения
v f L
10
gQ Sy L 8EI
(8)
Определим из этого выражения частоту пульсации магнитного поля
уска, осим льзоэлек)
никаструкототныечае.в детаяется
4}
(5)
слоя;
й де.
я вих.
тного индуг рав(6) навоника
о пов статного
()
25
15
У gpSyL2R l,7t/32b2a2El
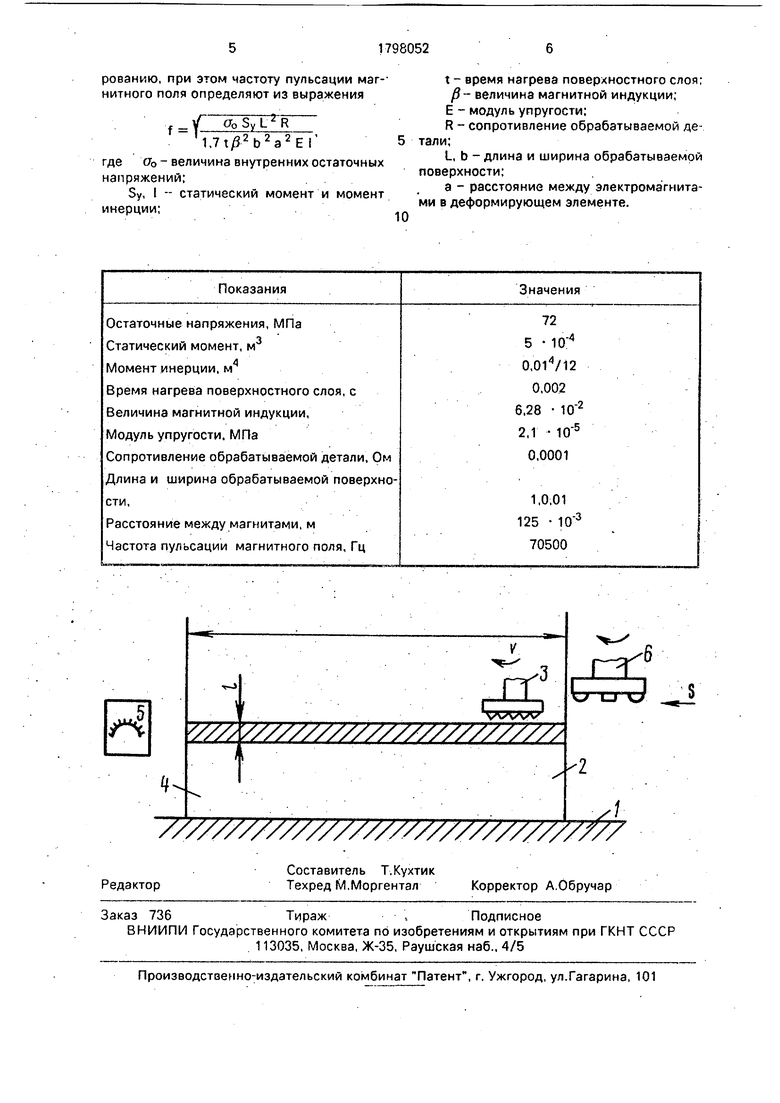
Частота пульсации магнитного поля, найденная из выражения (18) и основные 20 характеристики способа представлены в таблице.
Как показывают данные таблицы, часто-, та пульсации магнитного поля находится в зависимости от величины внутренних напряжении после снятия припуска с поверхности детали. Кроме того, пульсация магнитного поля порождает упругие колебания в металле, которые приводят к ослаблению межатомных связей металла в зоне
30 обработки, т.е. к переходу упругих деформаций в пластические, т.е. за счет этого повышается качество обработанной детали, так как идет самоупрочнение поверхностного слоя детали, образуется микрорельеф со
35 значительной глубиной лунок с регулируемой величиной остаточных напряжений.
Повышается точность обработки за счет компенсации внутренних остаточных напряжений ушедших при снятии припуска,
40 что снижает коробление, уменьшаются пригоночные операции.
При этом необходимо учесть, что исключается операция шлифования, что позволяет сократить технологический цикл
45 обработки на 30-40 %.
Формула изобретения Способ механической обработки нежестких деталей, при котором снимают при50 пуск с поверхности детали и воздействуют на нее пульсирующим магнитным полем для снятия внутренних остаточных напряжений, отличающийся тем, что, с целью повышения качества обрабатываемой по55 верхности, после снятия припуска измер.я- ют внутренние остаточные напряжения, и одновременно с воздействием на деталь пульсирующим магнитным полем ее поверхность подвергают пластическому деформированию, при этом частоту пульсации маг-- нитного поля определяют из выражения
f
-Ј
Ob Sy L z R
где Сто - величина внутренних остаточных напряжений;. .
Sy, I -- статический момент и момент инерции;
Показания
Остаточные напряжения, МПа Статический момент, м3 Момент инерции, м Время нагрева поверхностного слоя, с Величина магнитной индукции, Модуль упругости. МПа Сопротивление обрабатываемой детали. Ом Длина и ширина обрабатываемой поверхности,
Расстояние между магнитами, м Частота пульсации магнитного поля, Гц
0
t - время нагрева поверхностного слоя; величина магнитной индукции;
Е - модуль упругости;
R - сопротивление обрабатываемой детали;
L, b -длина и ширина обрабатываемой поверхности;
а - расстояние между электромагнитами в деформирующем элементе.
Значения
72
5 ю:4
0,
0,002
10
,-2
10
-5
0.0001
1,0,01
125 10
70500
-з
| Способ механической обработки | 1977 |
|
SU671941A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ механической обработки | 1986 |
|
SU1445868A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
