1
Изобретение относится к способам ультразвукового не разрушающего контроля и может быть использовано при контроле сварного соединения трением в процессе его производства.
Известен способ контроля качества сварного соединения, заключающийся в том, что в зону сварки вводят импульсы ультразвуковых колебаний и регистрируют в : роцессе сварки амплитуду эхо-сигналов П).
Однако таким способом нельзя вести контроль качества сварного соединения, производимого трением.
Целью изобретения является обеспечение контроля качества сварного соединения при свдрке трением.
Цель достигается тем, что фиксируют момент появления и величину максимальной амплитуды эхо-сигнала и момент ее стабилизации, и по ним судят о качестве сварного соедииения.
Кроме того, с целью повышения яадезкносга о контроля, дополнительно репктрируют йзмене- кия во времени моментов сил трения, а о качестве сварки судят в моменты совпаде1шя стабилизацин амплитуды принятого эхо-сигнала
ультразв тсовых колебаний и моментов сил трения.
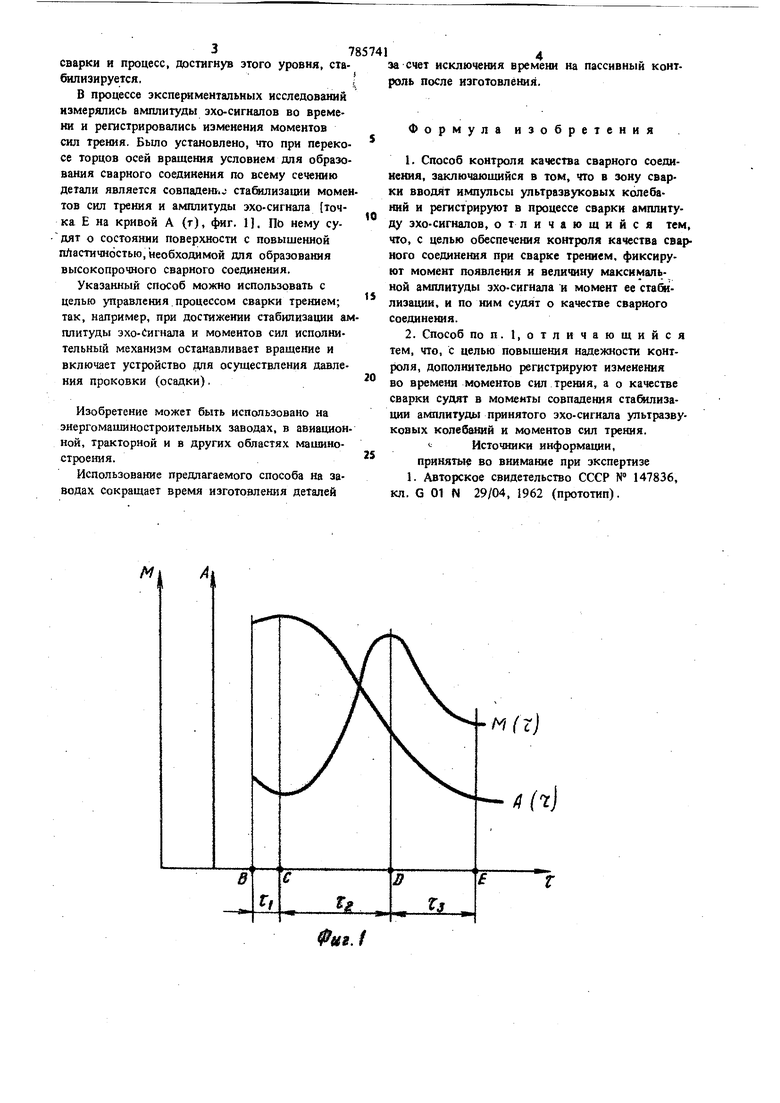
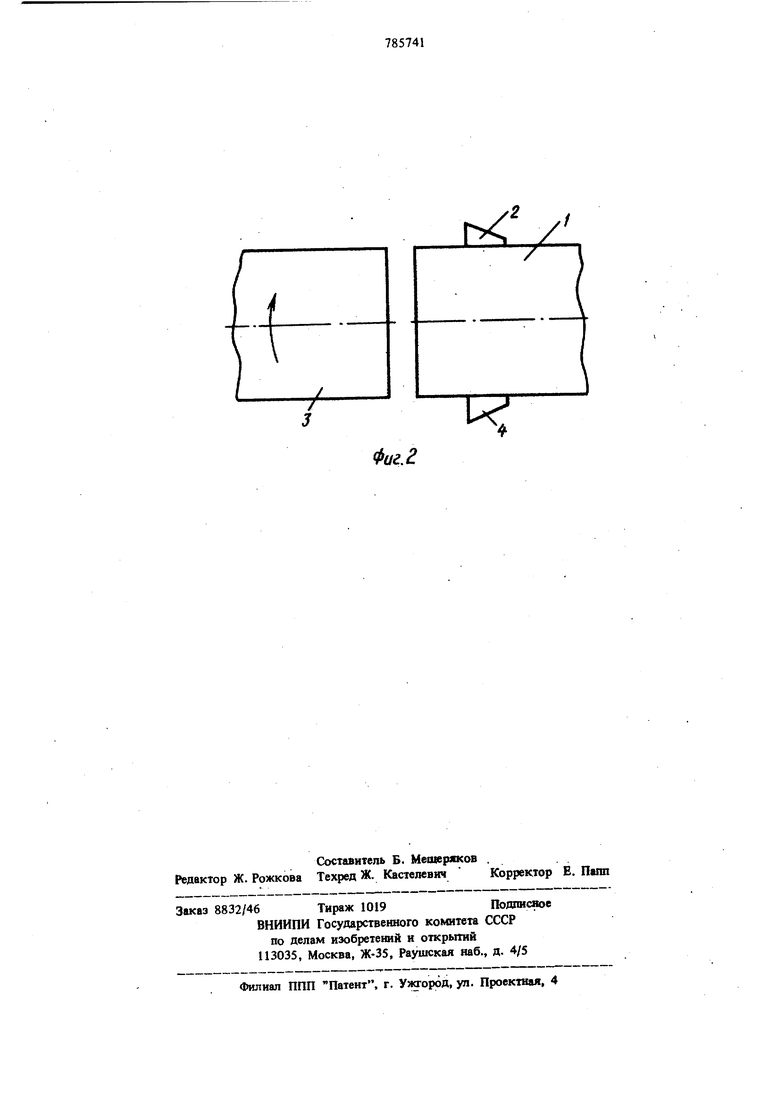
На фиг. 1 показана зависимость момента сил трения М (т) и амплитуды эхо-сигнала ультразвуковых колебаний А (т} от времени сварки; на фиг. 2 - схема реализации способа контроля качества сварного соединения при сварке трением.
Способ осуществляется следующим образом.
В деталь 1 посредством излучающего преобразователя 2 вводят импульсы ультразвуковых колебаний, которые, отразившись от плоскости соединения деталей 3 и , принилиются приемным преобразователем 4.
Далее в процессе сварки регистрируют во времени амплитуды эхо-сигналов от момента максимума до момента стабилизации точки С-Е на кривой А (т}, фиксируют момент достижения максимальной величины амплитуды зхо-сигналов и момент ее стабилизации, и по ним судят о качестве сварного соединения.
Стабилизация амплитуды эхо-сигнала связана с тем фактом, что рост очагов схватыва1шя распространяется на всю поверхность плоскости сварки и процесс, достигнув этого уровня, стайшизируется, В процессе экспериментальных исследований измерялись амплитуды эхо-сигналов во времени и регистрировались изменения моментов сил трения. Было установлено, что при перекосе торцов осей вращения условием для образования сварного соединения по всему сечению детали является совпадет. стабилизации момен тов сил трения и амплитуды эхо-сигнала точка Е на кривой А (т), фиг. 1. Ш нему о состоянии поверхности с повышенной пластичностью, необходимой для образования высокопрочного сварного соединения. Указанный способ можно использовать с целью управления процессом сварки трением; так, например, при достижении стабилизации ам плитуды эхо-Сигнала и моментов сил исполнительный механизм останавливает вращение и включает устройство для осуществления давления проковки (осадки). Изобретение может быть использовано на энергомашиностроительных заводах, в авиацион ной, тракторной и в других областях машиностроения. Использование предлагаемого способа на заводах сокращает время изготовления деталей за счет исключения времени на пассивный контроль после изготовления. Формула изобретения 1.Способ контроля качества сварного соединения, заключающийся в том, что в зону сварки вводят импульсы ультразвуковых колебаний и регистрируют в процессе сварки амплитуду эхо-сигналов, отличающийся тем, что, с целью обеспечения контроля качества сварного соединения при сварке трением, фиксируют момент появления и величину максимальной амплитуды эхо-сигнала и момент ее стабилизации, и по ним судят о качестве сварного соединения. 2.Способ по п. 1, отличающийся тем, что, с целью повышения надежности контропя, дополнительно регистрируют измеиения во времени моментов сил треиия, а о качестве сварки судят в моменты совпадения стаШлизации амплитуды принятого эхо-сигиапа ультразвуковых колебаний и моментов сил трения. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР N 147836, кл. G 01 N 29/04, 1962 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ультразвукового контроля качества свариваемых соединений | 1983 |
|
SU1146597A1 |
| Способ неразрушающего контроля прочности сварных соединений | 1990 |
|
SU1744635A1 |
| Способ внутритрубного ультразвукового контроля сварных швов | 2016 |
|
RU2621216C1 |
| СПОСОБ ОБНАРУЖЕНИЯ НЕПРОВАРА | 2001 |
|
RU2212030C2 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1998 |
|
RU2166755C2 |
| КОМБИНИРОВАННЫЙ СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ | 2011 |
|
RU2481571C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ ШВОВ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА | 2002 |
|
RU2234150C2 |
| СПОСОБ УЛЬТРАЗВУКОВОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ВОДОВОДОВ ГИДРОТЕХНИЧЕСКИХ ОБЪЕКТОВ | 2015 |
|
RU2613624C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО ИЗМЕРЕНИЯ ШИРИНЫ СВАРНОГО ШВА ИЗДЕЛИЙ С КОНЦЕВЫМИ ДЕТАЛЯМИ | 1996 |
|
RU2115921C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ПРОВАРА СТЫКА СОЕДИНЕННЫХ ДЕТАЛЕЙ ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2353926C1 |
(r)
/
/
/
3
к
Фиг. г
