Изобретение касается станка для полирования колец, например, колец прядильных и крутильных ватеров. Предлагаемый станок отличается от известных станков того же назначения тем, что обрабатываемое кольцо, которому сообщается быстрое вращение, помещено в кольцевую камеру с переменным сечением, чем обеспечивается более энергичное воздействие на кольцо абразивной суспензии, подаваемой в камеру со стороны большего сечения последней и отводимой из камеры со стороны лменьшего сечения.
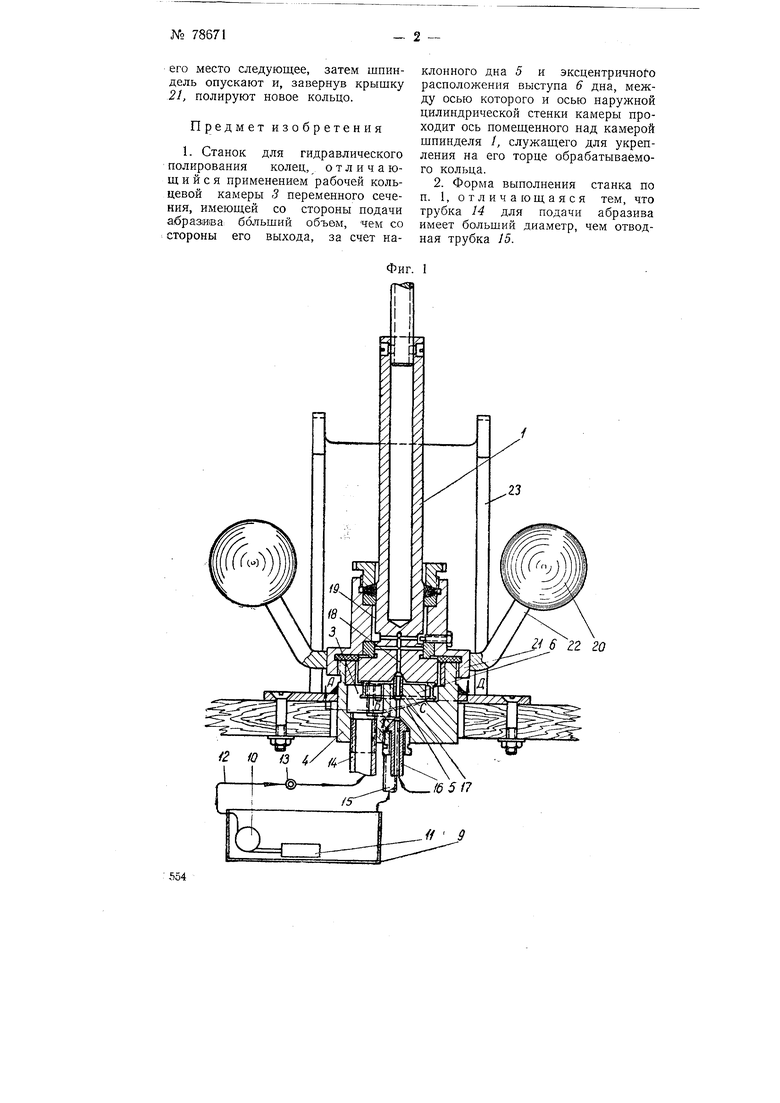
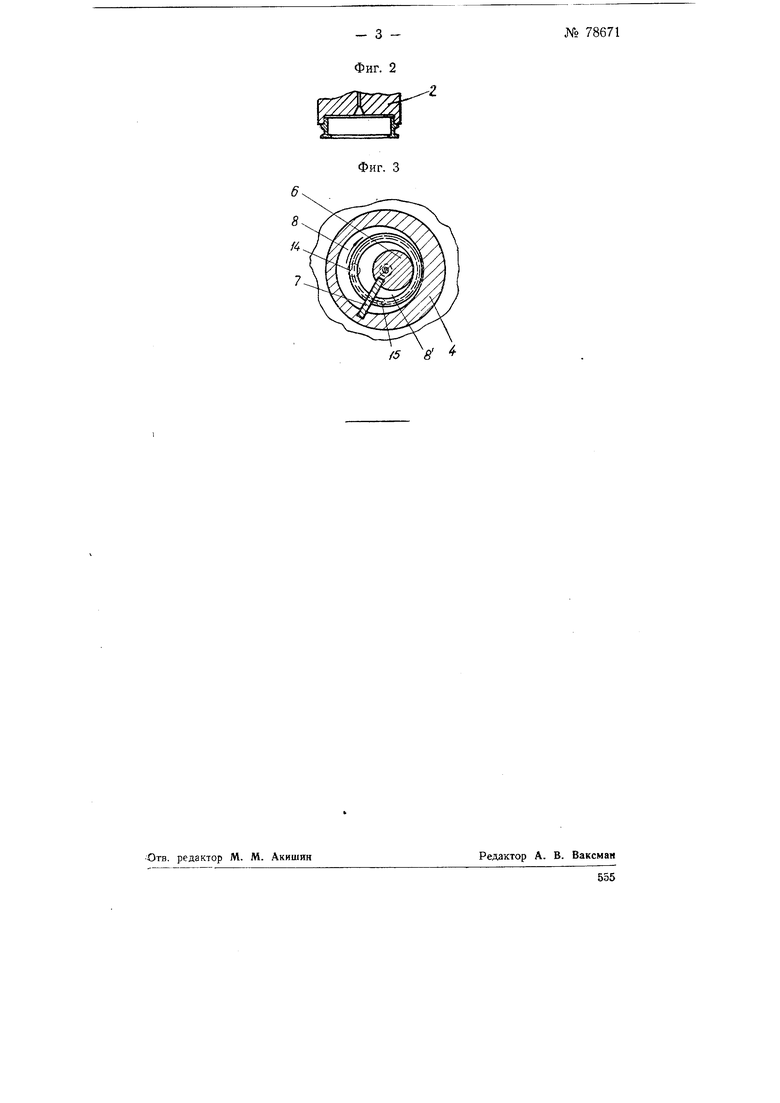
На фиг. 1 изображен станок в разрезе; на фиг. 2 - деталь станка; на фиг. 3 - разрез станка по линии АБСД на фиг. 1.
Шпиндель 1 станка приводится во вращение со скоростью около 10000 об/мин. Полируемое кольцо устанавливается в кольцевой камере 3 под шпинделем. В зависимости от формы оно зажимается в патроне 2 (фиг. 2) шпинделя или притягивается к магнитной плите .на торце шпинделя (фиг. 1). Кольцевая камера 3 расположена в корпусе 4 станка. Она имеет наклонное дно 5 с эксцентричным цилиндрическим выступом 6. Выступ расположен таким образом, что ось шпинделя проходит
между осью выступа и осью наружной цилиндрической стенки кольцевой камеры (фиг. 3). Радиальная сттенка 7 отделяет в камере лолостьЗ большого -сечении от полости 8 малого сечения.
Абразивная суспензия подается из резервуара 5 (фиг. 1) насосом 10. Она проходит сначала через фильтр 11, затем через трубку 12, кран 13 и далее по трубке 14 попадает в полость 8, переходит по камере в полость 8 и выходит из нее по отводной трубке 15. Постепенное сужение камеры и вывод абразивной суспензии через трубку 15, имеющую меньшее сечение, чем трубка 14, вызывают увеличение давления суспензии на быстровращающееся в камере кольцо, что способствует его более интенсивному полированию.
По трубке 16 и через полый центр 17, на который опира;ется шпиндель 1, м.асляиым насосом во время работы станка подается смазка. По каналу 18 смазка попадает в камеРУ 19.
По окончании полирования рукояткой 20 отвертывают крышку 21 с корпуса 4, поднимают ее вместе со шпинделем 1 и опирают спицами 22 на кронштейн 23. Вынув отполированное кольцо, устанавливают на
553
его место следующее, затем шпиндель опускают и, завернув крышку 21, полируют новое кольцо.
Предмет изобретения
1. Станок для гидравлического полирования колец, отличающийся применением рабочей кольцевой камеры 3 переменного сечения, имеющей со стороны подачи абрази1ва: больший объем, чем со стороны его выхода, за счет наклонного дна 5 и эксцентричного расположения выступа 6 дна, между осью которого и осью наружной цилиндрической стенки камеры проходит ось помещенного над камерой щпинделя /, служащего для укрепления на его торце обрабатываемого кольца.
2. Форма выполнения станка по п. 1, отличающаяся тем, что трубка 14 для подачи абразива имеет больший диаметр, чем отводная трубка У5.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для центробежно-абразивной обработки деталей | 1987 |
|
SU1495082A1 |
| Способ центробежной абразивной обработки колец подшипников качения | 2019 |
|
RU2703065C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ (СОЖ) ПРИ ПЛОСКОМ ТОРЦОВОМ ШЛИФОВАНИИ | 2008 |
|
RU2385215C1 |
| РОТОРНЫЙ ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 1990 |
|
RU2013595C1 |
| ДВУСТОРОННИЙ ПЛАНЕТАРНЫЙ ПЛОСКОДОВОДОЧНЫЙ СТАНОК | 1992 |
|
RU2035288C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2063323C1 |
| СТАНОК ДЛЯ ГИДРОРОТАЦИОННОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1992 |
|
RU2014205C1 |
| Станок для двухсторонней обработки торцовых поверхностей дисков | 1982 |
|
SU1052374A1 |
| УСТРОЙСТВО ДЛЯ КАМЕРНОЙ АБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2002 |
|
RU2218261C1 |
| СТАНОК ДЛЯ ПОЛИРОВКИ И ОБРАЗОВАНИЯ ОТВЕРСТИЙ | 1961 |
|
SU139979A1 |
гг го
№ 78671
о
Фиг. 2
