Известные станки для обр аботки изделий редуцИ1рованибм позвсь ляют обрабатывать только предметы круглого сечення, вследствие чего, этот высокопроизводительный метод имеет сравнительно ограниченное пр1КМ.бнение.
Предлагаемый станок расширяет область приме1не1гия редуцирова1ия и нозволяет изготавливать иризматнчеокой формы, И1:пользуя профилированные обжимные плашки в редуциру1ои1ей го.тэвке и заднюю б:абку с враш, синхронно с головкой упругим досылате.чем, предотвращаюгцим провертывайте изделия.
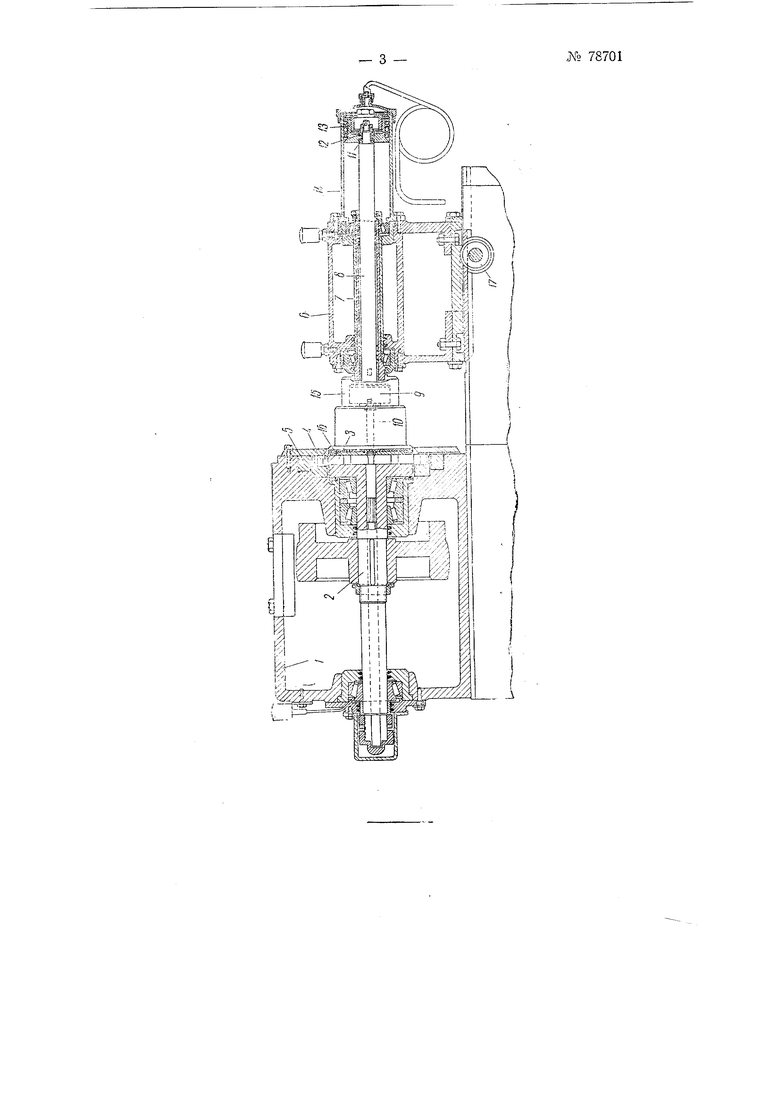
На чертеже изображен продольный разрез станка.
Станок состоит яз основной рабочей и задней подаюи ей бабок. В основной бабке 1 на роликовых подшипниках смонтирован принудительно вращаюш,ийся полый шшиндель 2, выио.пненный за одно целое с редуцирующей головкой, снабжевной радиальными пазами ,д, плапюк 5, виутреиние торцы которых профилированы «о форме изделия, а наружные округлены и взаимодействуют с роликами 4, .юженньими р. обойме 5 концентрично со ишиндеоЧем. В задней бабке 6 смо 1тирован свободно вращаюигийся на роликовых иодиппгнихях иппчнтон 7, внутри которого расположен досылатель 8, подвижно в осевоМ направлении с зяззнный со пшинтоном посредством шпонки и снабже.ниый на торце, обращенном к основной бабке, патроном 9 для крепления изделия /(, а вторым концом сопряженный через упорные И1ариковые иодцпипннки // и 12 € порщнем 13 пневматического щиливдра 14, пр;икреилеииого к тооцу задней бабки. Передний торец щпинтоиа снабжен подпружиненной (1)той 15 с торцовым фрикционным диском 16, иредназиаченным ,для сце пления с редуЦ|Ирующей головкой. За-гняя бабка зьтолиеиа по.дв1ижной в осевом нанравлении и может перемеииаться иосредсдвом реечиого колеса 17. Для вставки изделия в патрон 9 задняя бабка 6 отводится от основиой бабкя посредством реечного коле:-а 17. Пос-.-;с заж1;ма изделия
№ 78701
задняя бабка 6 подводится к OCHOBIHOH бабке 1 и фиксируется в переднем положении; фрикционная муфта 15 сцепляется с торцам принудительно вращйющегося шпинделя 2 ,и приводит шпинтон 7 и досььтатель 8 с патроном 9 и изделием 10 в синхронное со шпинделем 2 вращение. Затем включается пневматич1вск ий цилиндр 14, поршень 13 которого сообщает досылателю 8, патрону 9 и изщелию 10 продольное движение подач, проталкивающее изделие через плашки 3, вращающиеся со шпиндалем 2 и совершающие под действием роликов 4 возвратно-поступательное движение в радиальном направлепизи и обжимающие изделие по форме профиля плащек.
Г1 р е д ;м е т и з о б р е т е и И я
1.Станок для обработки изделия методом редуцирования, отличаюпдийся тем, что, с целью изготовления изделий прмз матичеокой формы, применеиы соответственно нрофилированные плашки, и для предотвращения нровертьгвания изделия станок снабжен задней бабкой с вращающимся упругим досылаггелам, смонтированным соосно с рабочей головкой станка.
2.Форма выполнения станка по п. 1, от л и ч а ю ща я ся тем, что, с целью обеспечения синхроняого вращения изделия с редуцирующей головкой, досылатель снабжен патропом для закрепления изделия и сопряжен с головкой посредством подпружиненной фрикционной муфты сцепления.
| название | год | авторы | номер документа |
|---|---|---|---|
| Копировально-фрезерный станок | 1976 |
|
SU650809A1 |
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И ВЫТЯЖНОЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2639202C2 |
| КРУГЛОПАЛОЧНЬГй СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ЦИЛИНДРИЧЕСКОГО И ФАСОННОГО ПРОФИЛЯ | 1969 |
|
SU240227A1 |
| Токарный станок | 1988 |
|
SU1634367A1 |
| Станок для полуавтоматической намотки электрических катушек с сердечником | 1957 |
|
SU111158A1 |
| ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ШЕЕК ЭМАЛИРОВАННЫХ МЕШАЛОК | 1970 |
|
SU284557A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2007 |
|
RU2348529C1 |
| Бабка изделия | 1989 |
|
SU1646689A1 |
| СТАНОК ДЛЯ НАРЕЗАНИЯ ВИТКОВ ЧЕРВЯЧНЫХ ФРЕЗИ ЧЕРВЯКОВ | 1972 |
|
SU331853A1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ БЕГОВЫХ ДОРОЖЕК КОЛЕЦ ПОДШИПНИКОВ | 1992 |
|
RU2057631C1 |