Изобретение относится к машиностроению и может быть использовано при изготовлении виброизоляторов из проволочных спиралей.
Известен способ изготовления упругодемпфирующего элемента из проволочного материала, включающий изготовление мата прямоугольной формы из отрезков проволоки, навитых в спирали с шагом, равным диаметру спирали и уложенных с взаимным перекрещиванием осей спиралей, скатывание мета в рулон и прессование рулона в пресс-форме [1] .
Недостатком известного способа является низкая производительность труда и нестабильность характеристик виброизоляторов, обусловленные ручной операцией укладки спирали в мат.
Целью изобретения является повышение производительности и качества изделий.
Это достигается тем, что спираль, навитую с шагом, равным диаметру, подают вертикально вниз через направляющую трубку воздушной струей из трубки концентричной направляющей в пространство между игл решетки, состоящей из вертикально установленных пластин с равномерно закрепленными на них вертикальными иголками и уложенной на пластины сетки, причем решетке известным способом задано плоскопараллельное движение в горизонтальной плоскости, соответствующее программе укладки спирали. Движение решетки может обеспечить случайные траектории, соответствующие хаотической укладке спирали, либо детерминированные, дающие упорядоченную укладку, оно может быть жестко кинематически заданным, либо осуществляться гибко по командам управляющей ЭВМ.
Применение подачи спирали воздушной струей на решетку, состоящую из пластин, игл и сетки, и задания решетке плоскопараллельного движения в горизонтальной плоскости, соответствующего программе укладки спирали, повышает производительность труда и обеспечивает единообразие укладки, обуславливающее высокую стабильность характеристик виброизоляторов.
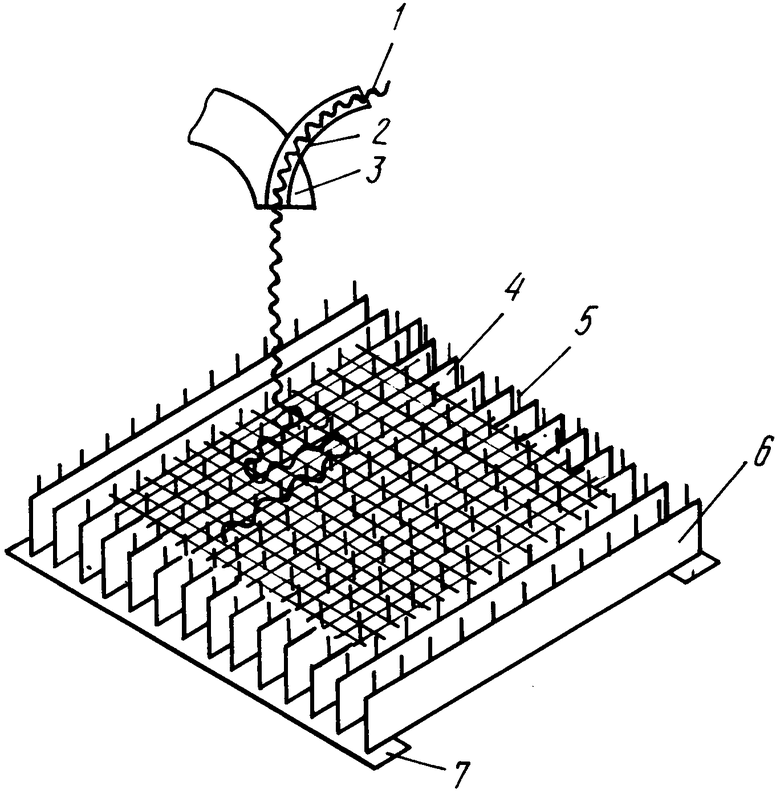
Предложенный способ укладки спиралей поясняет на чертеже.
Реализуется предложенный способ следующим образом.
Проволочная спираль 1, навитая с шагом, равным диаметру спирали, поступает вертикально вниз по направляющей трубке 2 и струей воздуха из трубки 3, концентричной первой, укладывается на сетку 4 в пространство между иглами 5, закрепленными к пластинам 6. Последние скреплены накладками 7 в решетку, совершающую движение в горизонтальной плоскости, соответствующее заданной программе укладки спиралей. По окончании укладки подачу спирали 1 прекращают, сетку 4 снимают с игл 5 решетки вместе с уложенным матом и цикл может быть повторен.
П р и м е р. Спираль из проволоки ЭИ 708А диаметром 0,15 мм, навитая с наружным диаметром 1,6± 0,1 мм, взвешанная с точностью 1% , подается в направляющую трубку 2 и струей воздуха из трубки 3 укладывается на сетку в пространство между игл. Решетка, состоящая из пластин 6, колодок, сетки 4 и игл 5, совершает одним из известных способов в горизонтальной плоскости возвратно-поступательное движение с амплитудой 125 мм со смещением при каждом проходе в одном направлении, нормальном к первому. На возвратно-поступательное движение со смещениями наложено плоскопараллельное вращательное движение с радиусом 20 мм. Это обеспечивает укладку спиралей в мат размером 290х290 мм, состоящий из наложенных друг на друга со смещением колец спиралей. По окончании укладки в мат взвешенной спирали мат снимается с решетки вместе с сеткой. Затем сетка устанавливается на решетку и цикл может быть повторен.
Использование предполагаемого способа укладки спиралей обеспечивает повышение производительности труда, идентичность укладки спиралей и следовательно высокую стабильность свойств виброизоляторов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления заготовок для получения металлорезиновых упругодемпфирующих элементов | 1987 |
|
SU1472168A1 |
| Способ изготовления упруго- демпфирующего элемента из проволочного материала | 1979 |
|
SU787134A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕТКАНОГО МАТЕРИАЛА «МР» ИЗ МЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 1966 |
|
SU183174A1 |
| Способ изготовления нетканого материала из проволоки | 1989 |
|
SU1622065A1 |
| СПОСОБ ФОРМИРОВАНИЯ ЗАГОТОВКИ ИЗ МАТЕРИАЛА МЕТАЛЛОРЕЗИНЫ | 2016 |
|
RU2631064C1 |
| Способ изготовления упругодемпфирующего элемента из проволочного материала | 1991 |
|
SU1785474A3 |
| Способ изготовления упругих элементов из нетканого проволочного материала | 1987 |
|
SU1489905A1 |
| ПРОВОЛОЧНЫЙ ФИЛЬТР (ВАРИАНТЫ) | 2011 |
|
RU2470695C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛОГО ВИБРОИЗОЛЯТОРА | 2019 |
|
RU2745594C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОПОРИСТОГО ПРОВОЛОЧНОГО МАТЕРИАЛА И ИЗДЕЛИЙ ИЗ НЕГО | 2003 |
|
RU2244039C1 |
Использование: машиностроение. Сущность: спираль, навитую с шагом, равным диаметру спирали, воздушной струей подают на сетку. Сетка установлена на решетке, на которой закреплены иглы. Решетке задают плоскопараллельное движение, соответствующее программе укладки спирали в мат. 1 ил.
СПОСОБ УКЛАДКИ СПИРАЛЕЙ, включающий навивку спиралей с шагом, равным диаметру спиралей, и укладку спиралей в мат с взаимным перекрещиванием осей спиралей, отличающийся тем, что, с целью повышения производительности и качества изделий, укладку спиралей в мат осуществляют подачей спирали воздушной струей на сетку, установленную на решетке, в пространство между игл, закрепленных на решетке, при этом решетке задают плоскопараллельное движение, соответствующее программе укладки спиралей в мат.
