Изобретение относится к устройствам для обработки металлов давлением, а точнее к механизмам автоматического действия для клеймения цилиндричес- 5 ких деталей методом накатывания, и может быть использовано в машиностроительных отраслях промышленности, в основном для деталей, выпускающихся в массовом производстве. , |0
Известно устройство роторного типа для клеймения цилиндрических детелей/ включающее сепаратор, концентрично расположенный вокруг епорного барабана и кинематически связанный с ним |j при помощи шестерен. В данном устройстве клейма имеют вогнутую поверхность, концентричную барабану 1.
Известен автомат для клеймения цилиндрических деталей, содержащий CMOH-2Q тированные на стене привод, клеймодержатель с клеймами, механизм загрузки и выгрузки деталей, установленный на валу ротор, связанные с рото- ром опорные роликовые призм л, состоя- 25 щие из переднего и заднего ролика, и размещенную концентрично ротору направляющую 2,
Недостатком этих устройств является то, что в них используются клей-JQ
модержатели с вогнутой поверхностью клейм, что снижает качество клеймения и повышает стоимость изготовления клейм.
Цель изобретения - повышение качества клеймения.
Поставленная цель достигается тем, что направляющая выполнена в виде кольцевого лотка с прямоугольным поперечным сечением,с плоским срезом на внутренней кольцевой поверхности причем ПЛОСКОСТЬ среза параллельна геометрической оси ротора, а роликовые призмы установлены в лотке с возможностью перемещения,а задние ролики выполнены с большим диаметром, чем передние.
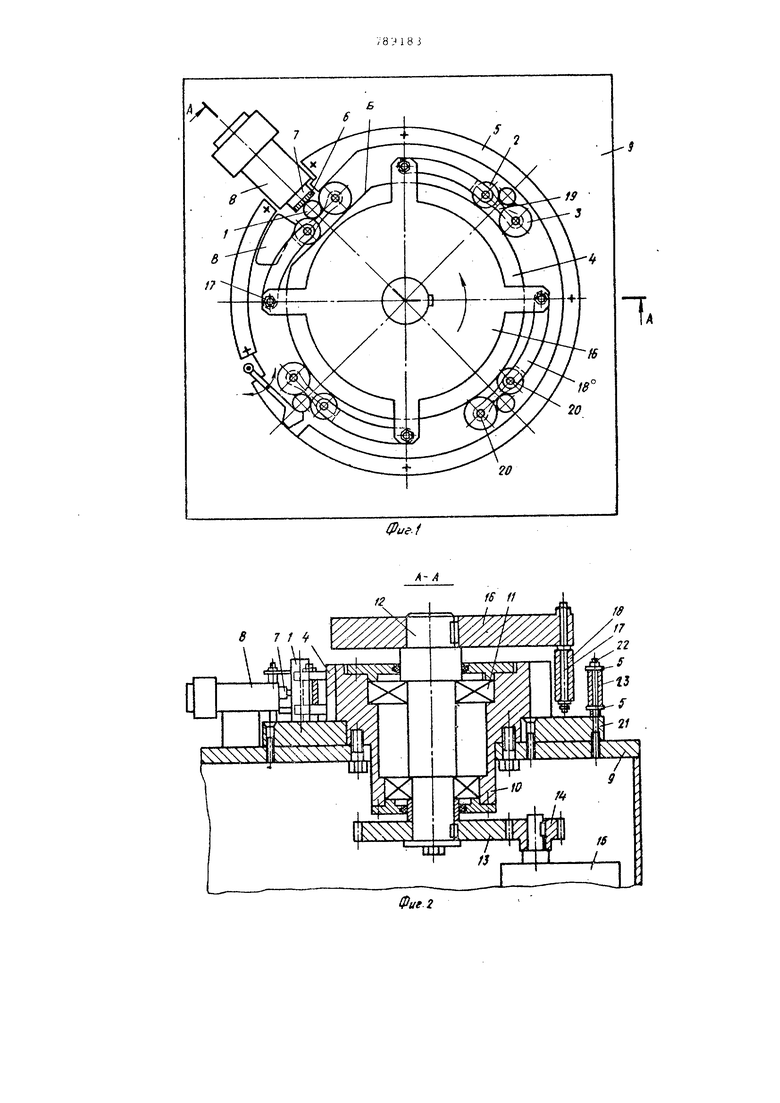
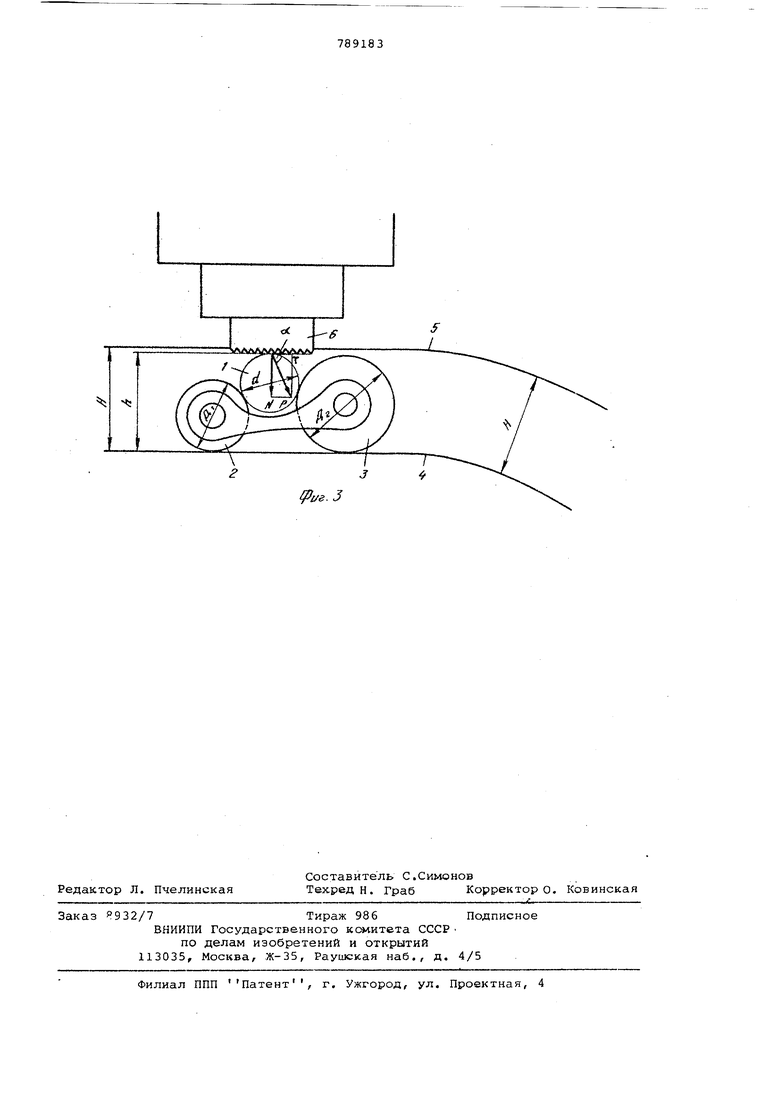
На фиг. 1 приведен автомат, вид сверху; на фиг. 2 - то же, общий вид; на фиг. 3 - деталь на роликовой призме .
Автомат содержит роликовые призмы 1, состоящие из переднего 2 и заднего
3роликов, составного направляющего потка, имеющего базовые внутренние
4и наружные 5 направляющие.
Плоские клейма 6, укрепленные в клеймодержателе 7, установлены в корпусе .8 с возможностью регулировки относительно станины 9. В центральной части станины 9 укреплены стакан 10 с подшипниками 11, в которых посажен вал 12. На нижнем конце вал 12 закреплена.шестерня 13, сцепляемая с шестерней 14 привода 15,На ве ней части вала 12 закреплен роторный диск 16, выполненный в виде крестовины.При помощи пальцев 17 и поводков 18 роторный диск 16 соединен с несколькими роликовыми призмами,состоящими из передних 2 и задних 3 роликов,соединительных звеньев 19 и осей 2 Базовая внутренняя направляющая в зоне клеймения имеет срез Б, плоскость которого расположена параллель но оси ротора. Величина среза выбрана из габаритов роликовой нризмы и плоских клейм 6. Наружная направляющая 5 имеет-такую же форму, что и базовая внутренняя направляющая 4. Она выполнена со тавной и содержит верхнюю и нижнюю пластины, стянутые шпильками 22 через втулки 23. Наружная направляющая 5 отстоит от базовой внутренней направляющей 4. Ширина ручья пазового кулачка постоянна и выбирается из условий свободного прохождения роликовой призмы (с деталью и без детали В зоне клеймения и загрузки в наружной направляющей 5 выполнены вырезы, а в плоской нижней направляющей 21 и в станине 9 выполнен паз В для выгрузки деталей. Качающийся питатель установлен на станине 9 и предназначен для поштучной выдачи де талей и загрузки их в роликовые призмы. Привод питателя, лоток загру ки и лоток выгрузки не изображены. Автомат для клеймения цилиндричес ких изделий работает следующим образом. Роторный диск 16 получает вращени (в направлении стрелки на фиг. 3) посредством шестерёнчатой передачи 13 и 14 от привода 15. Качающийся питатель, работающий циклично ротору на ходу заводит деталь в роликовую призму. Роликовая -призма с деталью 1 перемещается по круговой траектори пазового кулачка, образованного базо вой внутренней 4 и наружной 5 направ ляющими.Роликовая призма и деталь пр вращении скользят своими нижними тор цами по плоской нижней направляющей 21. При подходе к зоне клеймения трае тории роликовой призмы с деталью меняется и переходит на прямолиней;ную плоскость среза Б базовой внутренней направляющей. Ведущий палец 17 продолжаеж движение по круговой траектории, а поводок 18 меняет свое положение относительно ротора и роликовой призмы (наличиешарнирно посаженного поводка позволяет менять траекторию движения роликовой призмы и детали). Прокатываясь по плоской поверхности базовой внутренне иаправляющей| роликовая призма подводит деталь под плоские клейма 6. При этом ролики вращаются от контакта с плоской поверхностью среза базовой внутренней направляющей и от контакта с деталью, прокатывающей под плоскими -клеймами. Накатывание клейм происходит без проскальзывания деталей относительно роликов и плоских клейм. На поверхности деталей получается оттиск клейм.. Заклейменная деталь под тяжестью собственного веса падает через паз В в лоток выгрузки. Роликовая призма сходит с плоской поверхности среза базовой внутренней направляющей 4 и переходит снова на круговую траекторию. На позиции загрузки в роликовую призму питателем заводится очередная деталь. В связи с наличием на роторе нескольких роликовых призм за один оборот сходит несколько заклейменных деталей. Использование изобретения позволяет повысить качество оттиска клейма, упростить настройку клейм. Наличие нескольких роликовых призм на роторе . позволяет повысить производительность в процессе клеймения. Выполнение задних роликов, большими по диаметру, чем пер.едние ролик и, повышает устойчивость детали и облегчает процесс загрузки .деталей. Кроме того, наличие принудительного вращения роликов обеспечивает качество оттиска клейм и уменьшает усилие. Формула изобретения. 1.Автомат для клеймения цилиндрических деталей, содержащий смонтированные на станине привод, клей чодержатель с клеймами, механизмы загрузки деталей, установленный на валу ротор, связанные с ротором о.порные роликовые призмы, имеющие передние и задние ролики каждая, и размещенную концентрично ротору направляющую, отличающийся тем, что, с целью повышения качества клеймения, направляющая выполнена в виде кольцевого лотка с прямоугольным поперечным сечением, с плоским, срезом на внутренней кольцевой поверхности, причем плоскость среза - параллельна геометрической оси ротора, а роликовые призмы установлены в лотке с возможностью перемещения. 2,Автомат по п. 1, о т л и ч а юц и и с я тем,что задние ролики выполнены с большим диаметром,чем передние. Источн;.ки информации, принятые во внимание при экспертизе 1,Авторское свидетельство СССР № 123537, кл. В 41 В 17/08, 1950. 2.Эдельдин Ф.С. Автомат для клеймения цилиндрических деталей. Передовой научно-технический и производственный опыт, f 20.64.281/1, 1964 (прототип).
1.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ КЛЕЙМЕНИЯ КОНИЧЕСКИХ ДЕТАЛЕЙ | 2012 |
|
RU2575902C2 |
| Станок-автомат для ударного клеймения в торец цилиндрических изделий типа "стакан" | 1973 |
|
SU473545A1 |
| Устройство для клеймения цилиндрических изделий | 1973 |
|
SU479515A1 |
| Станок автомат для клеймения | 1972 |
|
SU446335A1 |
| Устройство для клеймения | 1978 |
|
SU747566A1 |
| Устройство для клеймения | 1988 |
|
SU1784335A1 |
| Автомат для клеймения крышек | 1980 |
|
SU912330A1 |
| Устройство для клеймения цилиндрических деталей в торец | 1972 |
|
SU473544A1 |
| Устройство для клеймения деталей вТОРЕц | 1979 |
|
SU795616A1 |
| Автомат для изготовления жетоновиз лЕНТы | 1976 |
|
SU816609A1 |