Изобретение касается устройства для электродуговой сварки несколькими автоматическими сварочными головками коротких участков сварки с обратно ступенчатым направлением сварки. Применение нескольких сварочных головок для одновременной сварки коротких участков швов известно.
В целях синхронизации работы нескольких автоматических сварочных головок в даннол изобретении применен общий для всех головок привод для подачи электродной про. волоки.
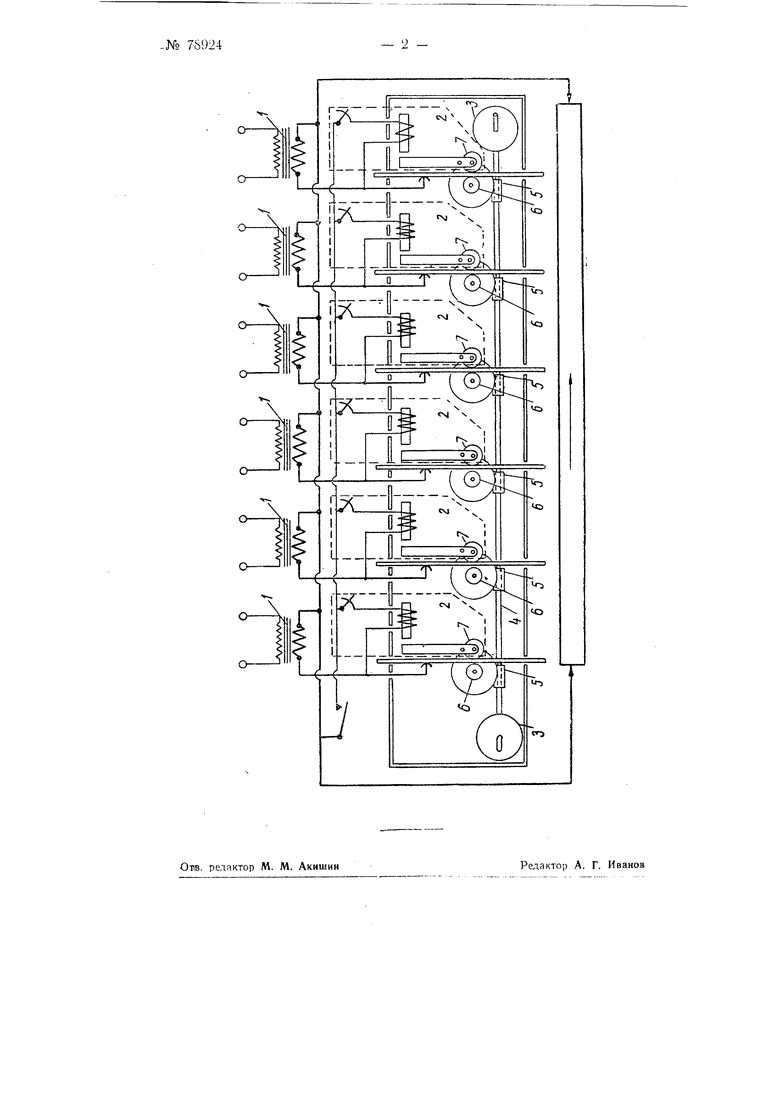
СхеМа и кинематика предлагаемо., го сварочного устройства указаны на чертеже.
Устройство состоит из нескольких сварочных трансформаторов 1, ряда одинаково устроенных сварочных головок 2, у которых подача электродной проволоки управляется мехаиизмо.м, находяпдимся под воздействием напряжения дуги, общего привода, состоящего из электромоторов 5, вала 4, червячных передач 5 И роликов для подачи электродной проволоки 6.
Во время процесса сварки враП1ение роликов 6 производится электродвигателями 3 при помощи вала 4 и червячных передач 5. Автоматическое регулирование длины нескольких дуг осуществляется сварочными головками 2 посредством изменения нажима роликов 7 на электродную проволоку, передвигаемую роликами 6.
Сварочная головка 2 является предметом изобретения по авт. св. № 74519. Предлагае.мое сварочное устройство позволяет с больщей скоростью производить сварку коротких участков швов, что зменьшает величину нагрева околощовной зоны и дает незначительную усадку сварного щва.
Предмет изобретения Устройство для электродуговой авто.матической сварки с использованием нескольких, связанных между собою автоматических сварочных головок для одновременной сварки коротких участков с обратно ступенчатым направлением, отличающееся тем, что, с целью синхронизации работы головок, применен общий для всех головок привод для подачи электродной прово-локи.
ГУхи п csi
р
Лс