Известные устройства для вибродуговой наплавки металлических изделий имеют сложный механизм для создания продольной вибрации электрода, с целью периодического замыкания его с изделием. Для устранения этого недостатка предлагается прижимной ролик механизма подачи электрода укрепить на конце поворотного рычага, второй конец которого находится под воздействием электромагнита, включенного в сварочную цепь, а на пути электрода перед подающими роликами расположить фрикционный захват с пружиной, который автоматически отводит электрод от изделия при отходе прижимного ролика от электрода.
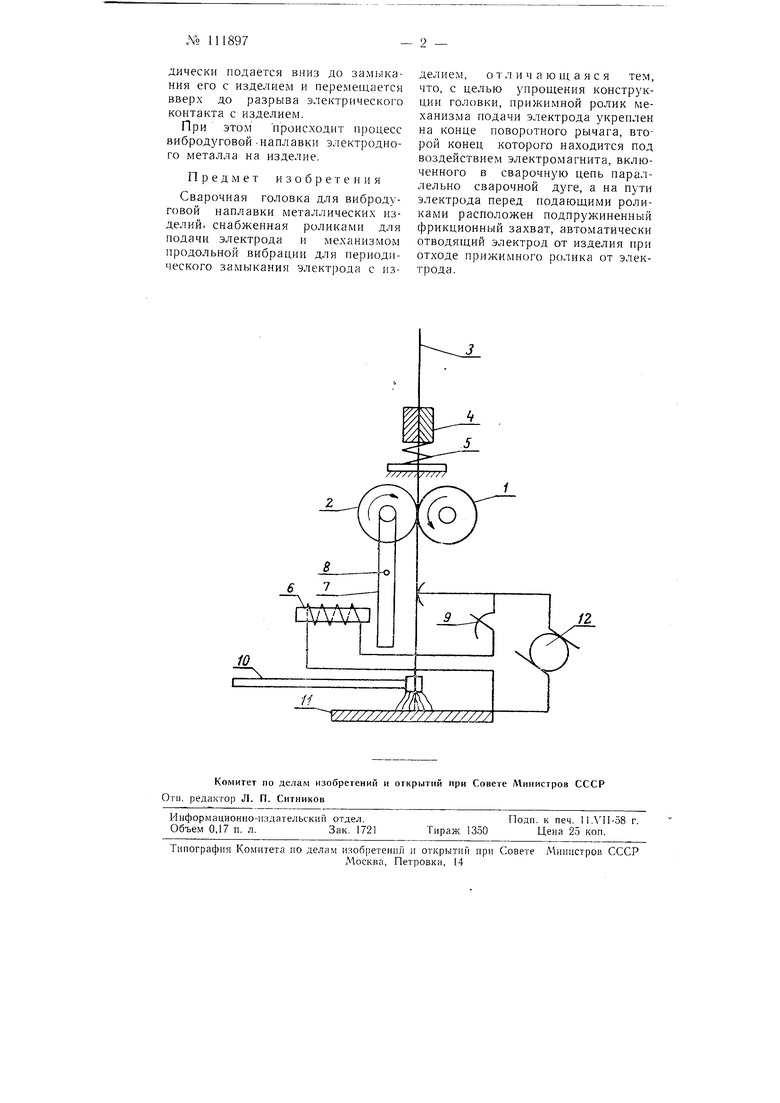
На чертеже изображена упрощенная схема предлагаемой сварочной головки.
Ведущий ролик / непрерывно вращается от электродвигателя. Прижимной ролик 2 прижимает электродную проволоку 3 к ролику /, осуществляя, таким образом, подачу электрода на изделие. Фрикционный захват 4 с помощью пружины 5 укреплен на неподвижной площадке.
Электромагнит 6 взаимодействует с одним из плеч поворотного рычага 7, укрепленного на оси S, на другом плече которого находится прижимной ролик 2. Обмотка электромагнита подключена к сварочной цепи параллельно дуге через регулировочный реостат 9. Трубка 10 служит для подвода защитного газа, например СОг, в зону наплавки. Изделие // и электрод 3 включены в цепь сварочного генератора 12.
Работа головки происходит следующим образом.
Под действием напряжения сварочного генератора 12 при отсутствии замыкания электрода с изделием электромагнит притягивает рычаг 7, ролик 2 прижимает электрод 3 к ведущему ролику /, электрод подается на изделие. Фрикционный захват 4 в результате действия сил трения между захватом и электродом опускается вниз, сл ;имая при этом пружину 5. При замыкании электрода с изделием напряжение, питающее электромагнит, уменьшается, ролик 2 отходит от электрода 3 и пружина 5 с помощью захвата 4 перемещает электрод 3 вверх.
Таким образом, электрод перио