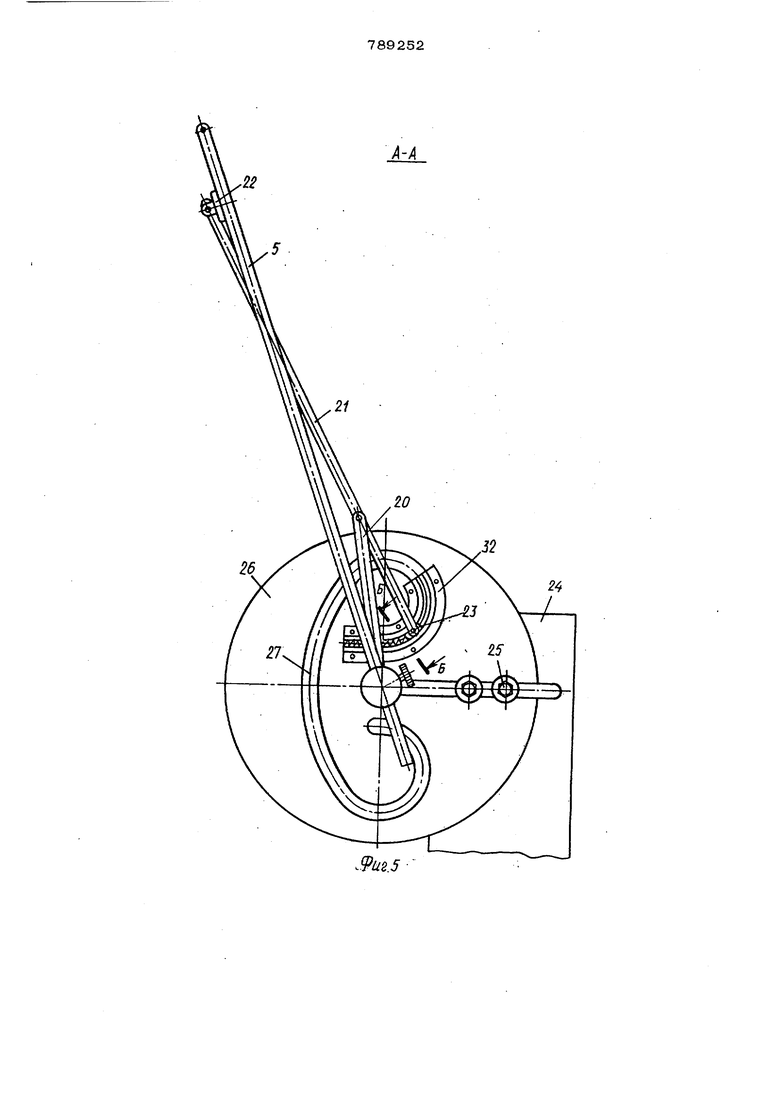
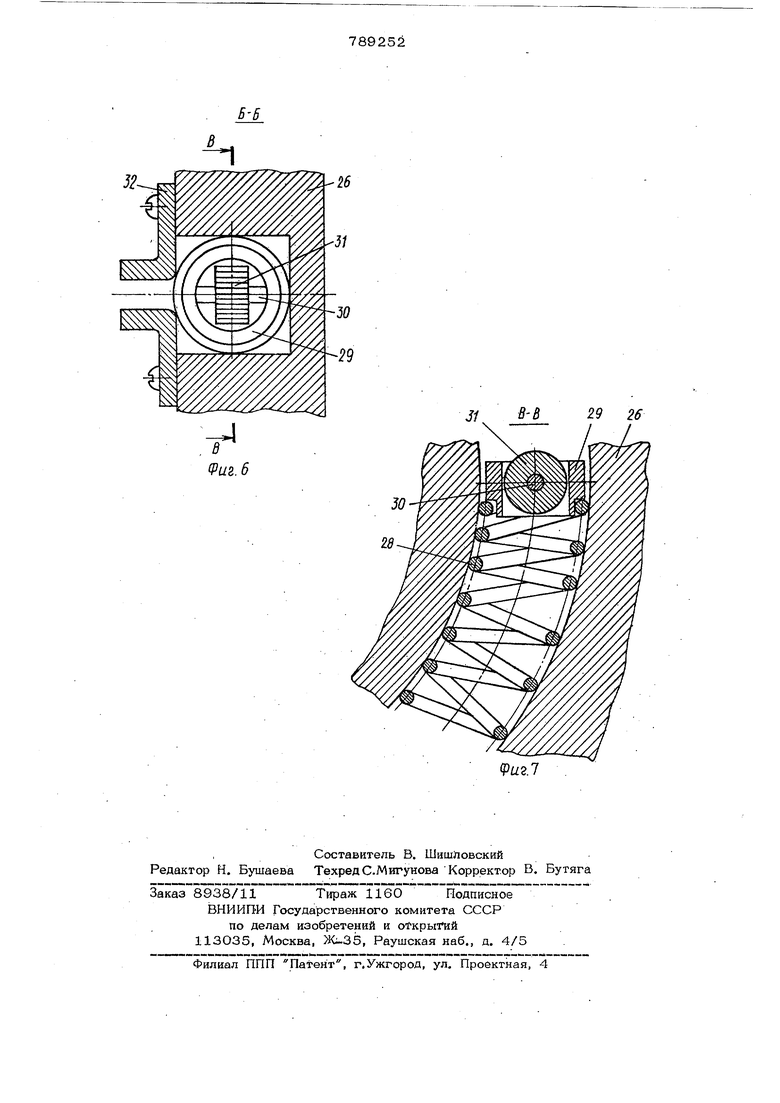
сзаемого металла; на фиг. 2 - устройство вид сбоку; па фиг.З - го же, вид спереди; на фиг.4 - узел Т на фиг.З; на фиг.З разрез А-А на фиг.З (привод не показан)j на фиг. 6 - разрез Б-Б на фиг,5 на фиг. 7 - разрез В-В на фиг. 6. Предлагаемое устройство для резки заготовки 1 содержит газокйслороляый резак 2, установленный в механизме 4 перемещения, который ;иарнирно соединен с регулируемыми ведущей и ведомой тягами 5 и б соответственно и с шарнирным параллелограммом 7. Механизм перемещения снабжен установочным механизмом, состоящим из шестерен, маховиком 8 и зубчатой рейкой 9. Перемещение резака по контуру отрезаемой заготовки осуществляется от электродвигателя 10 постоянного тока и чер- редуктора 11. с ручным приводом 12 для ускоренного перемещения резака. Конец выходного вала 13 червячного редуктора через подшипник 14 качения связан с цилиндрическим корпусом 15 под шипника качения, служащим также, направляющей для фиксации регулируемой ведущей тяги 5 винтом 16. Ведомый валик 17, вращающийся в под шипниках 18 скольжения, фиксирует вин- том 19 регулируемой ведомой тяги 6 и является для нее одновременно напраиляюшей. На выходном валу 13 червячного редук тора жестко закреплено одним концом водило 20. Другим концом оно шарнирно соединено с двуплечим рычагом 21, связанным одним концом с ползуном 22,.име ющим возможность перемещаться в направ ляющей ведущей тяги 5. / фугой конец дву плечего рычага 21 снабжен . копирным роликом 23, Соосно валу редуктора между водилом 20 н редуктором 11 жестко закреплен на стойке 24 винтами 25 копир 26, На копире выполнен фигурный паз 27, по которому имеет возможность перемещаться копирный ролик 23 двуплечего рычага 21 Фигурный паз выполнен симметричным в впде сложной кривой. Кривая (график 3 на фиг.1} построена расчетным путем в зависимости от окружности резака, вьшеденной из формулы V 1000. сГ-О,4 и размеров двуплечего рычага и водила, а также технологических условий резки. С одной стороны фигурный паз снабжен фужш1ным механизмок-1, содержащим пружину 28 и ползун 29, внутри которого по оси ЗО расположен ролшс 31, Для обес печения нормального сжатия и разжатия 78 2 .4 пружины в фигурном пазе со стороны пружинного - механизма к копиру прикреплены винтами криволинейные уголки 32. Устройство снабжено штативом с кронштейном 33 и раздвижными телескопическими опорами 34. Устройство работает следующим образом. После предварительной подготовки устройства к резке кислородный резак 2 приводится ручным приводом 12 в рабочее положение. Потом включается электродви- гатель 10, вращающий момент которого передается через червячньй редуктор 11 на выходной вал 13. Водило 20, жестко закрепленное на выходном валу, приводится во вращение. При этом движение от водила передается двуплечему рычагу 21. В начальный момент движения водила копирньш ролик 23 находится в начале фигурного паза 27 копира 26, упираясь в ролик 31 ползуна 29 и сжимая пружину 28, кpивoл шeйныe уголки 32 при этом фиксируют пружину. Во время движения копирного ролика 23 в фигурном пазе обеспечиваетсяего вращение с помощью ролика 31 ползуна 29, . вращающегося вокруг оси 30. После приведения двуплечего рычага через водило в- движение пружинный механизм заставляет копирный ролик перекатываться по фигурному пазу. При этом ползун 22, расположенн.ьй на другом конце двуплечего рычага, перемещается по направляющей ведущей тяги 5, обеспечивая вращение тяги 5 и ведомой тяги 6, а следовательно, резака с окружной скоростью, изменяемой в зависимости от толщины заготовки по формуле V 1000 (,4 начальный момент движения скорость вращения тяги 5, а следовательно, к резака 2. максимальна. В это время термическая струя проходит по касательной к разрезаемой заготовке и толщина реза М шимальна. Параллельность резака относительно -его первоначального положения обеспечивается шарнирным параллелограммом 7, соединенным с механизмом 4 перемещения. По мере увеличения толщины разрезаемого металла копирный ролик перекатывается по более пологому участку фигурного паза 1 скорость вращения резака уменьшается. При резке по диаметру заготовки -скорость резки м(шимальна. В дальней11 еМ скорость резки постепенно увеличивается и происходит по.оное разрезание заготовки.
При необходимости замена копира и его регулировка осуществляется посредством винтов 25, имеющих возможность перемещаться в пазе стойки 24.
Наличие механизма изменения скорости позволяет производить газовую резку цилиндрических заготовок при оптимальных режимах с соблюдением необходимой скорости резки при изменениитолщины разрезаемого металла. Изменение скорости в процессе газовой резки позволяет сократить время резки на 25-30% для цилиндрических заготовок диаметром 250-50СЫм
-Наличие . копира с фигурным пазом обеспечивает газовую резку заготовок различных диаметров и большой номенклатуры, что дает преимущества в мелкосерийных и единичных производствах,
Формула изобретения
.Устройство для кислородной резки цилиндрических заготовок, содержащее смонтированньй на штативе кронштейн, на котором закреплен механизм перемещения резака в виде шарнирного параллелограмма, одним звеном шарнирно связанного с резаком, а другим - с кронштейном, и двух тяг, шарнирно соединенных с резаком и с кронщтейном, одна из которых связана с выходным валом установленного на кронштейне редуктора, отличающееся тем, что, с целью повышени производительности путем обеспечения изменения скорости перемещения резака в соответствии с переменной толщиной заготовки, устройство снабжено механизмом изменения скорости резки, выполненным в виде смонтированного на кронштейне неподвижного копира с фигурным пазом, водила, жестко закрепленного на выходном валу редуктора, ползуна, установленного на одной из тяг и шарнирно соединенного с водилом двуплечего рычага, конец которого также шарнирно соединен с ползуном, а другой снабжен копирньп -i роликом, размещенным в упомянутом пазу копира. Источники информации, цдинятые во внимание при экспертизе.
1.Авторское свидетельство СССР №604644, кл,В23К37/02, ,14.04.75.
2.Авторское свидетельство СССР №395199, КЛ.В23К7/04, 21.О2.72 (прототип) .

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для предмонтажной обработки электрических шнуров | 1988 |
|
SU1642542A1 |
| Устройство Кривовязюка для вырубки заготовок из плоского материала | 1980 |
|
SU946733A1 |
| Пресс для вырубки изделий излиСТОВОгО и лЕНТОчНОгО МАТЕРиАлА | 1978 |
|
SU795648A1 |
| Устройство Кривовязюка для вырубки заготовок из плоского материала | 1980 |
|
SU929284A1 |
| Станок для резки труб | 1972 |
|
SU506477A1 |
| УСТРОЙСТВО ДЛЯ ПОПЕРЕЧНОЙ РЕЗКИ ГОФРОКАРТОНА | 2003 |
|
RU2255840C1 |
| Устройство для подачи многослойного настила к вырубочному прессу | 1981 |
|
SU1036648A1 |
| Установка для резки труб прямоугольного профиля | 1983 |
|
SU1140909A1 |
| Устройство для вырубки изделий из листового и ленточного материала | 1978 |
|
SU791551A1 |
| Устройство Кривовязюка для вырубки заготовок из полосового и ленточного материала | 1979 |
|
SU871925A1 |



19
.20
-26
11
/
18
/7
/
10
I
tj
-Л
ml.
Ш
(Puz.3
Ш
.22
А-А
24
.yU2.5 fPuz.6 л ВВ Фаг 7 29 26
