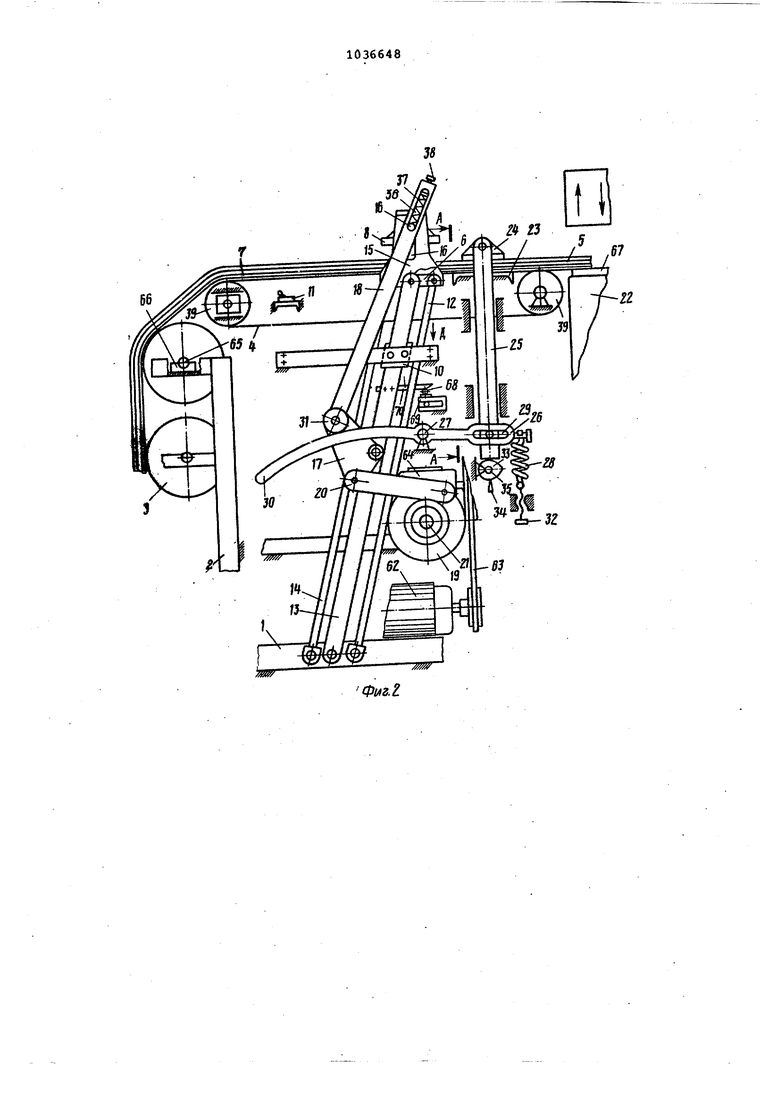
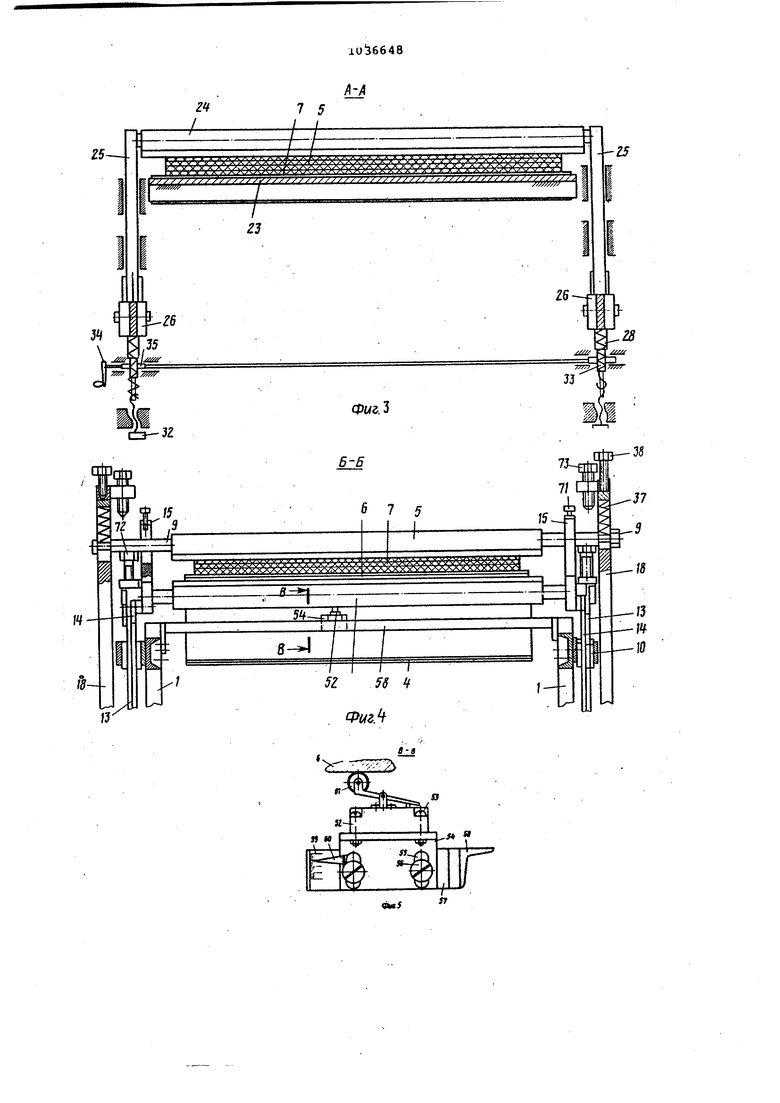
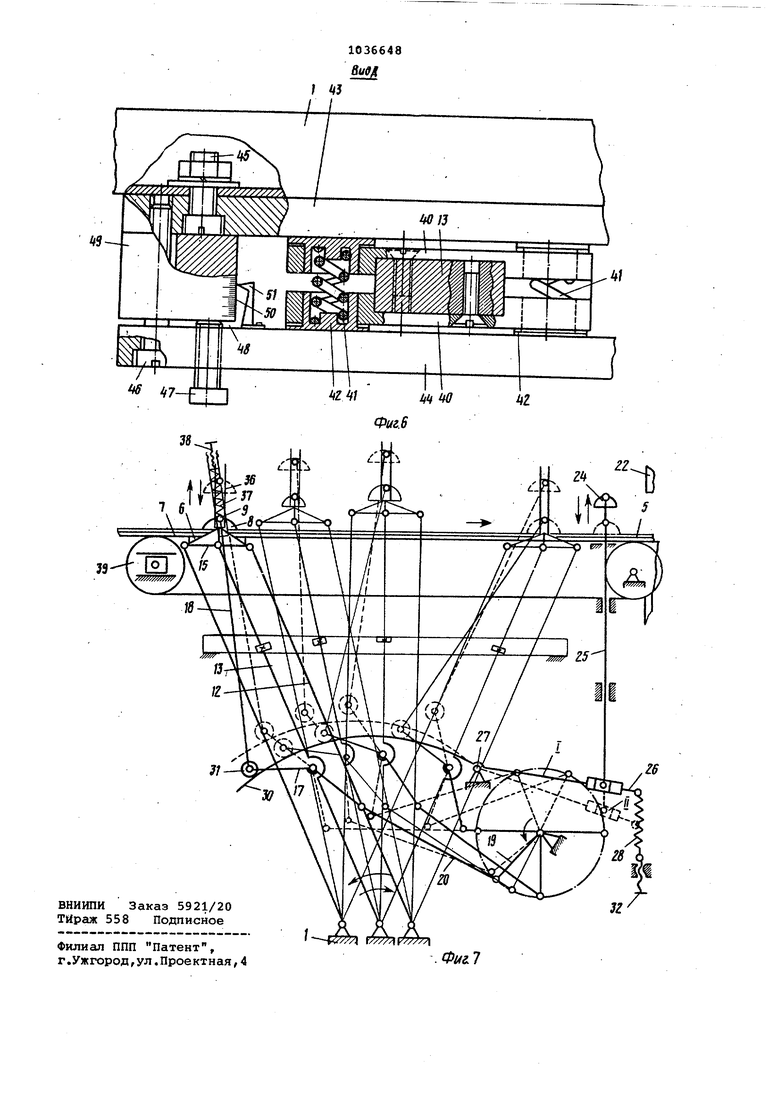
Изобретение относится к раскройному оборудованию для обувной, кожгалантерейной и швейной промьпипенно ти и может быть использовано при по даче листовых или рулонных материалов в кастиле непосредственно в раб чую зону вырубочного пресса. Известно устройство для подачи многослойного настила к вырубочному прессу, солержащее транспортер для подачи настила с приводом, и два механизма прижима настила с самосто тельными приводами, каждый из котор имеет неподвижную нижнюю и подвижну верхнюю планки. Устройство надежно осуществляет фиксацию настила на транспортере tl3. Недостатком известного устройств является сложность конструкции из-эа наличия раздельных приводов для зажим и настила. Известно устройство для подачи . многослойного настила к вырубочному прессу, содержащее станину, стол дл настила, подающую платформу, прижим для захвата настила на подающей платформе, регулятор усилия подачи настила, фиксатор рабочего положения прижима, механизм перемещения подаю.щей платформы вместе с прижимом, включающий двуплечие рычаги, размеще ные по боковым сторонам платформы, одно плечо которых при помощи соединительного звена связано с осью прижима, и привод 2). Недостатком известного устройства является отсутствие зажима настила в момент подъема-опускания прижима и возвратного движения подающейплат формы, что вызывает смещение слоев настила и снижение производительноети. Цель изобретения - повышение производительности путем ликвидации сдвига слоев настила. Указанная цель достигается тем, что устройство для подачи многослойного настила к иырубочному прессу, содержащее станину, стол для настила подающую платформу, прижим для захвата настила на подающей платформе, регулятор усилия подачи настила, фик сатор рабочего положения прижима, механизм перемещения подающей платФормы вместе с прижимом,включающий двуплечие рычаги, размещенные по боковым сторонам платформы, одно пле 40 которых при помощи соединительного звена связано с осью прижима, и привод, имеет механизм фиксации настила, включающий тяги фиксатора, размещенные в станине через направляющие, установленную на одних концах тяг прижимную планку и размещенные на других концах тяг копирные рычаги, при этом на каждой оси двуплечего рычага, соединяющей его с соединительньм звеном, имеется ролик, контактирующий с .копирным рычагсм, при этом ось прижима подпружинена, а соединительное звё1Ю имеет прорезь для размещения подпружиненной оси. Кроме того/ устройство имеет регулятор фиксации настила, включающий пружины, регулировочные винты и поворотные Эксцентрики, контактирующие с торцом тяг механизма ксации, при этом один конец каждой пружины установлен на плече копирного рычага, а другой связан с регулировочным винтом. На фиг.1 изображено устройство, вид сбоку в момент зажима и подачи настила; на Фиг.2 - то же, в момент подъема прижима и возвратного движения подающей платформы; на фиг.З (разрез А-А на фигъ 2(механизм фикрации настила); на фиг.4 - разрез Б-Б на фиг,1; на фиг.З - разрез В-В на фиг.4 (фиксатор рабочего положения прижима); на фиг.6 - вид Д на фиг.2 (регулятор усилия подачи натсила); на фиг. 7 - схема положений механизмов устройства и профиль рабочего .участка копирного двуплечего рычага. Устройство для подачи многослойного настила содержит станину 1 (фиг.1), держатель 2 рулонов 3, стол для настила в виде ленточного транспортера 4 и для размещения настила 5, подающую платформу 6, разметенную ПJOд верхней ветвью 7 транспортера 4, прижим 8 для захвата настила на пода-. ющей платформе с осью 9 для закрепления настила 5 на подающей платфррме б, регулятор 10 усилия подачи настила, фиксатор 11 рабочего положения :прижима 8 и механизм переметения подающей платфор« ы вместе с прижимом, состоящий из двух качающихся стоек. Каждая из стоек выполнена в виде шар.нирного параллелограмма 12, который : состоит из шарнирно закрепленных на станине несущего звена 13 и двух тяг 14, верхнего звена 15, имеющего вертикальный паз 16, в котором размещена ось 9 прижима 8. На каждом несущем звене 13 подающей платформы шарнирно установлены двуплечие рычаги 17, одно плечо которых при помощи соединительного звена 18 связано с осью 9 прижима. 8, а второе посредством передаточного механизма, состоящего . из кривошипа 19 и шатуна 20, связано с приводным валом 21. Устройство снабжено механизмом фиксации настила, размещенным между платформой 6 и прессе 22 и состоящем из опорной планки 23 фиг.1-3), размещенной под верхней ветвью 7 транспорт ера 4, фиксатора, выполненного в виде прижимной планки 24,размещенной . над настилом и связанной посредством
тяг 25, размещенных в направляющих станины, с копирными двуплечими рычагами 26, которые посредством шарнирев 27 закреплены на станине 1.
Каждый копирный рычаг 26 шарнирно связан регулятором фиксации настила, имеющим пружины 28. Одно плечо рычага 26 имеет паз 29 для шарнирного соединения с тягой 25, а второе плечо профилированную поверхность 30 для контактирования с роликом 31, установ ленным на оси двуплечего рычага 17, соединяющей его с соединительньм звеном 18. Для регулирования усилия натяжения пружины 28 предназначен, винт 32, а для подъема прижимной планки 24 (при верхнем положении прижима 8) предназначены поворотные эксцентрики 33 и рукоятка 34, посаженные на оси 35, Каждое соединительное звено 18 имеет прорезь 36, в ко торой размещены ось9 прижима 8 и взаимодействующая с ней пружина. 37, усилие которой регулируется винтом 38.
Ленточнь1й транспортер 4 имеет два ролика 39,.свободно вращающихся на своих осях, один из которых выполнен натяжньм. Регулятор 10 (фиг.1) усилия.подачи настила состоит из закрепленных на каждом несущем звене 13 двух планок 40 (фиг.6), оснащенных подпружиненными протарированными пружинами 41 вкладышами 42, которые контактируют с направляющими 43 и 44. Направ-ляющая 43 закреплена болТс1Мй 45 на станине 1, а направляющая 44 с помощью винтов 46 и 47 установлена с регулируемым зазором 48 по отношению к вкладышу 49. К вкладышу 49 прикреплена измерительная линейка со шкалой 50, проградуированной в единицах усилия зажима и подачи. настила. Со шкалой 50 взаимодействует указатель 51, прикрепленный к регулируемой направляющей 44.
Фиксатор 11 (фиг.2) рабочего положения прижима 8 состоит из размещенного под подающей платформой 6 микровыключателя 52 (фиг.5), который закреплен с помощью винтов 53 на держателе 54. Держатель 54 имеет пазы 55 и установлен с помощью винтов 56 на кронштейне 57, который закреплен на уголке 58, а последний прикреплен к станине 1. Кронштейн 57 оснащен , шкалой 59, проградуированной в усилиях зажима настила, а к держателю 54 прикреплен указатель 60, взаимодействующий со шкалой 59. При .рабочем положении прижима 8 ролик 61 Микровыключателя 52 контактирует с подающей платформой 6.
Привод устройства состоит из элект родвигателя 62 (фиг.1 и 2), клиноременой передачи 63 и редуктора 64, связанного с приводным валом 21. Рулоны 3 размещены на осях 65, которые устаовлены в опорах 66 держателя 2. ырубочный пресс 22 оснащен -опорной литой 67, на которую подается настил 5, форми)уемый из рулонов 3 .
Для регулирования шага подачи настила предназначен путевой переклюатель 68 (фиг.1), который крепится к направляющей 69 и взаимодействует с упором 70, закрепленным на несущем звене 13. Для регулирования верти-, кального хода прижима 8 предназначены упорные винты 71-73 (фиг.4). Винт 73 предназначен также для ограничения хода вниз соединительного звена 18.
Устройство для подачи многослойного настила к вырубочному прессу работает следующим образом.
Для заправки настила 5 в устройс во привод последнего включают с по.мощью кнопки (не пок азана) и включают в момент нахождения подающей платформы 6 в крайнем правом положении (фиг.2). При необходимости прижимную планку 24 поднимают, поворачивая рукояткой 34 ось 35 с эксцентриками 33,контактирующими с концами |тяг 25, перемещая тяги 25 вместе с прижимной планкой 24 в верхнее положение. После этого конец настила, . формируемого непосредственно из рулонов 3 или размещенного на столе (не показан), укладывают на верхнюю ветвь 7 ленты. Если прижимная планка 24 приподнята, ее опускают, повора- . чивая эксцентрики 33 в противоположном направлении. Затем с помощью ; ножной педали или вручную нажимают 1 нопку Подача и удерживают ее в нажатом состоянии, в результате чего подающая платформа 6 с приподнятым до упорных винтов 71 прижимом 8 для захвата настила на подающей платформе возвращается в крайнее левое положение, после чего осуществляется зажим настила и подача его на плиту 67 пресса 22 .за один или несколько циклов работы устройства.
В момен подъема - опускания прижима 8 и возвратного движения платт формы 6 настил фиксируется прижимной планкой 24. После освобождения кнопки Подача рабочий-вырубщик-укладывает на н астил резаки и одновремен- но подающая платформа 6, расположен- . ная под верхней ветвью 7 ленты, возвращается в крайнее левое (исходное) положение (фиг.1) и под действием .прижима 8, осуществляющего зажим настила,прогибается и нажимает на ролик 61 (.-4 и 5) микровыключателя 52, который выключает привод в момент зажима настила.
Таким образом, в исходном положении устройства прижим 8 опущен, а прижимная планка 24 приподнята. В период вырубания деталей рабочийвырубщик осуществляет раскрой участка настила, расположенного на плите пресса. Настил находится в зажатом (зафиксированном) состоянии, что исключает сдвиг слоев при перемещени резаков и .работе пресса. Операции Возврат подающей платформы в исход ное положение и Зажим настила совмещены во времени с операциями ра кроя. В системе управления устройством предусмотрена также регулировка шага подачи настила с помощью путево го переключателя 68, положение которо,рр регулируется путем перестановки его по направляющей 69 в зависимости от требуемого шага подачи настила. После включения привода кнопкой Пуск и последующей подачи настила ца заданный шаг путевой переключа тель 68, взаимодействуя с упором 70 переключает привод на реверс, в результате чего платформа 6 останавлиБается#и после подъема прижима 8 до упорных винтов 71 возвращается в исхрдноЪ положение, в котором происходит зажим настила и выключение приво да микровыключателем 52. В период подъема-опускания прижима 8 и возвра ного движения подающей платформы 6 растил фиксируется прижимной план1 ой 24. Подъем и- опускание прижима 8 осуществляется при взаимодействии приводного вала 21 с двуплечими рычагам 17 посредством кривошипов 19 и шатунов 20. При этом движение от электро двигателя 62 чере% клиноременную передачу 63 и редуктор 64 передается приводному валу 21 и кривошипам 19, которые посредством шатунов 20 передают качательное движение двуплечим рычагам 17. Двуплечие рычаги 17 посредством соединительных звеньев 18 передают движение вверх-вниз прижиму 8, размещенному в пазах16 звеньев 15. При нахоясдении шарнирных параллелограммов 12 в крайнем левом положении (фиг.1) поворот кривошипов 19 на определенный угол ведет к поворот двуплечих рычагов 17 против часовой стрелки и соответственно к опусканию прижима 8 и закреплению настила 5 и верхней ветви 7 ленты на подающей платформе б. Одновременно ролики 31, установленные на осях двуплечих рычагов 17 нажимают на копирные двуплечие рычаги 26, поворачивая их про тив часовой стрелки, поднимая тяги 25 вместе с прижимной, планкой 24, освобождая настил 5. При последующем повороте кривошипов 19 усилие передается одновременн на прижим 8 и несущие звенья 13, в результате чего оба шарнирных параллелограмма синхронно перемещаются вправо, осуществляя подачу настила 5 на плиту 67 пресса 22, причем ро- , лик 31 перекатывается по профилированной поверхности 30 двуплечих рычагов 26 и прижимная планка 24 находится в верхнем положении. При этом настил транспортируется совместно с верхней ветвью 7 ленты. Усилие зажима и подачи настила будет соответствовать (с учетом передаточных отношений рычага 17 и звеньев 13 и 18) отрегулированному усилию трения (торможения) вкладышей 42 (Фиг.б) по направляющим 43 и 44. В крайнем правом положении (фиг.2) шарнирные параллелограммы ос.танавливаются, а дальнейший поворот кривошипов 19 вызовет поворот двуплечих рычагов 17 в противоположном направлении (по часовой стрелке) и соответственно опускание прижимной планки 24 под действием пружины 28 при подъеме ролика 31. При этом соединительные звенья 18 перемещаются вверх, а прижим В под действием пружины 37 удерживает настил 5 в зажатом состоянии до момента контакта конца прорези 36 звена 18 с осью 9 , после чегс прижим 8 поднимается до упорных винтов 71, т;-е. происходит освобождение настила 5 и верхней ветви 7 ленты. В этот момент настил фиксируется прижимной планкой 24. Затем шарнирные параллелограммы совместно с подающей платформой 6 и прижимом 8 .возвращаются в исходное положение (крайнее левое), а привод выключается после зажима настила с помощью микровыключателя 52. В период подъема i прижима 8 и возврата подающей платформы 6 в исходное положение верхняя ветвь 7 ленты и настил 5 остаются в зажатом состоянии с помощью планки 24. Если шаг подачи настила меньше полного хода платформы, обусловленного поворртом кривошипов 19 на 180, Подъем прижима 8, опускание прижимной планки 24 и возврат подающей платформы 6 в исходное положение осуществляется в результате переключения (путевым переключателем 68 или освобождением кнопки) привода на реверс. При карательном движении шарнирног6 параллелограмма подакнцая платформа 6 сохраняет все время горизонталь;ное положение,а паз 16,в котором размещен прижим 8,йертикальное, что исключает возможность появления сдвигающего воздействия на слои настила. Регулировку усилия зажима и подачи настила производят винтами 46 (фиг.6), которые расположены в отверстиях направляющей 44, вкладыша 49 и завинчены в направляющую 43, а также винтами 47, завинченными в направляющую .44. В процессе регулирования изменяют зазор между направляюими 43 и 44 и тем самым силу трения ско.пьжения вкладышей 42 о направляющие 4 3 и 4 4 .
Уменьшение или увеличение зазора ведет соответственно к увеличению или уменьшению усилия зажима и подачи настила.
Указатель 51 усилия зажима и подачи настила взаимодействует со шкалой
50..
Регулировку усилия зажима настила на неподвижной подающей платформе б (фиг.4 и 5) осуществляют изменением положения по высоте микровыключателя 52 с помощью пазов 55 в держателях 54 с последующим закреплением его винтами 56. Подъем или опускание ; микровыключателя 52 ведет соответственно к снижению или увеличению усиЛИЯ зажима настила, так как положению микровыключателя 52 по высоте будет соответствовать величина стрелы прогиба платформы 6, при которой последняя нажмет на ролик 61 микровыключателя 52 и выключит привод. В свою очередь величина стрелы прогиба платформы 6 пропорциональна усилию зажима настила.
Регулировку усилия прижима наст.ила планкой 24 осуществляют винтами 32, связанными с пружинами 28. Для регулирования усилия сжатия пружин 37 и соответственно усилия сжатия настила прижимом 8 предназначены винты 38.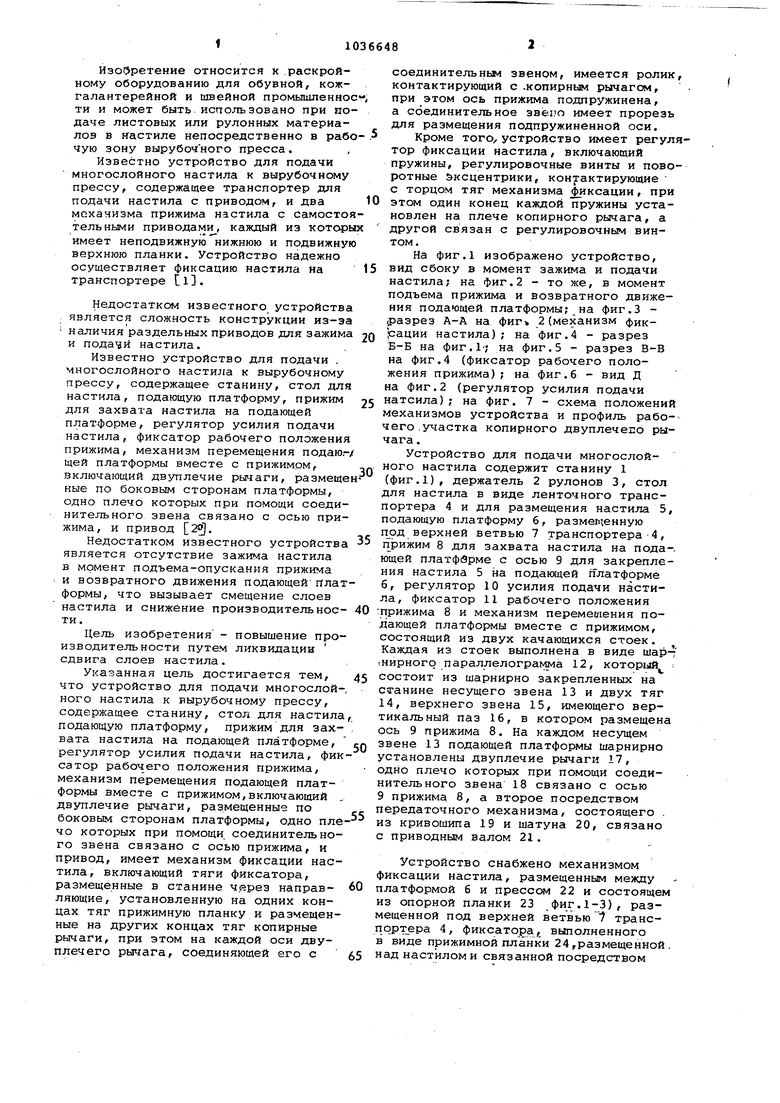
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи многослойногоНАСТилА K ВыРубОчНОМу пРЕССу | 1979 |
|
SU844528A1 |
| Устройство для подачи многослойного настила к вырубочному прессу | 1981 |
|
SU1066925A1 |
| Устройство для подачи многослойного настила к вырубочному прессу | 1980 |
|
SU931627A1 |
| Устройство для подачи многослойного настила волокнистого материала к вырубочному прессу | 1983 |
|
SU1138374A1 |
| Устройство для подачи многослойного настила к вырубочному прессу | 1985 |
|
SU1286487A1 |
| Устройство для подачи многослойного настила рулонного материала к вырубочному прессу | 1983 |
|
SU1137045A1 |
| Устройство для подачи многослойного настила к вырубочному прессу | 1980 |
|
SU929521A1 |
| Устройство для подачи многослойного настила к вырубочному прессу | 1975 |
|
SU596525A1 |
| Устройство для раскроя многослойного настила | 1990 |
|
SU1747368A1 |
| Устройство для подачи многослойного настила к вырубочному прессу | 1986 |
|
SU1377233A1 |
1. УСТРОЙСТВО ДЛЯ ПОДАЧИ МНОГОСЛОЙНОГО НАСТИЛА К ВЫРУБОЧНОЧУ ПРЕССУ, содержащее.станину/ стол для настила, подающую платформу, прижим для захвата настила на подающей платформе, регулятор усилия подачи настила, фиксатор рабочего положения прижима, механизм перемей1ения подающей платформы вместе с прижимом, включающий двуплечие рычаги, размещенные по боковым сторонам платформы,. одно плечо которых при помощи соединительного звена связано с осью . I ,. .. прижима, и привод, отличающееся тем, что, с целью повышения производительности путем ликвидации сдвига слоев настила, оно имеет механизм фиксации настила, включающий тяги фиксатора, размещенные в станине через направляющие, установленную на одних концах тяг прижимную планку и размещенные на других концах яг крпирные. рычаги, при зтсял на каждой оЪи двуплечего рычага, соединяющей его с соединительHiM звеном, имеется ролик, контактирующий с копирным рычагом, при этом ось прижима подпружинена, а соединительное звено имеет прорезь для размещения подпружинен.ной оси..щ Ш 2. Устройство по П.1, о т л и ч а ю щ е е с я тем, что оно имеет регулятор фиксации настила, включаю щий пружины, регулировочные винты и поворотные эксцентрики, контактирую щие с торцом тяг механизма, фиксации, g при этом один конец каждой пружины установлен на плече копирного рычага, а другой - связан с регулиррвочп ным винтом. 00 а jn 00
гч
7 5
32
5-5
W5
-5if
Я--1 52. 5S Ч
. Фл/гЛ
-35
7/
-J7
it|
б 7 5
f5. .5
OQO
9
X ХУХХ
-W
-J3
-Ш
/ I
«-«
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО для ПОДАЧИ МНОГОСЛОЙНОГО НАСТИЛА к ВЫРУБОЧНОМУ ПРЕССУ | 0 |
|
SU302916A1 |
| Приспособление для удержания и защиты диафрагмы в микрофонной коробке | 1925 |
|
SU431A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для подачи многослойногоНАСТилА K ВыРубОчНОМу пРЕССу | 1979 |
|
SU844528A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
