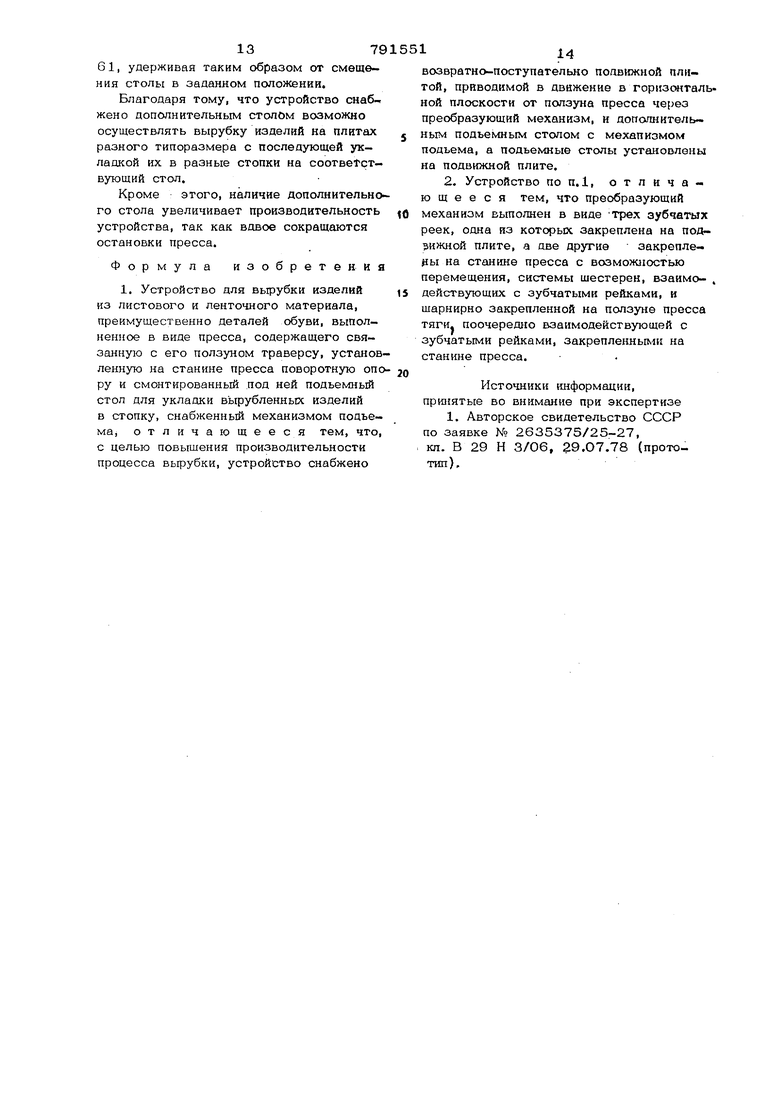
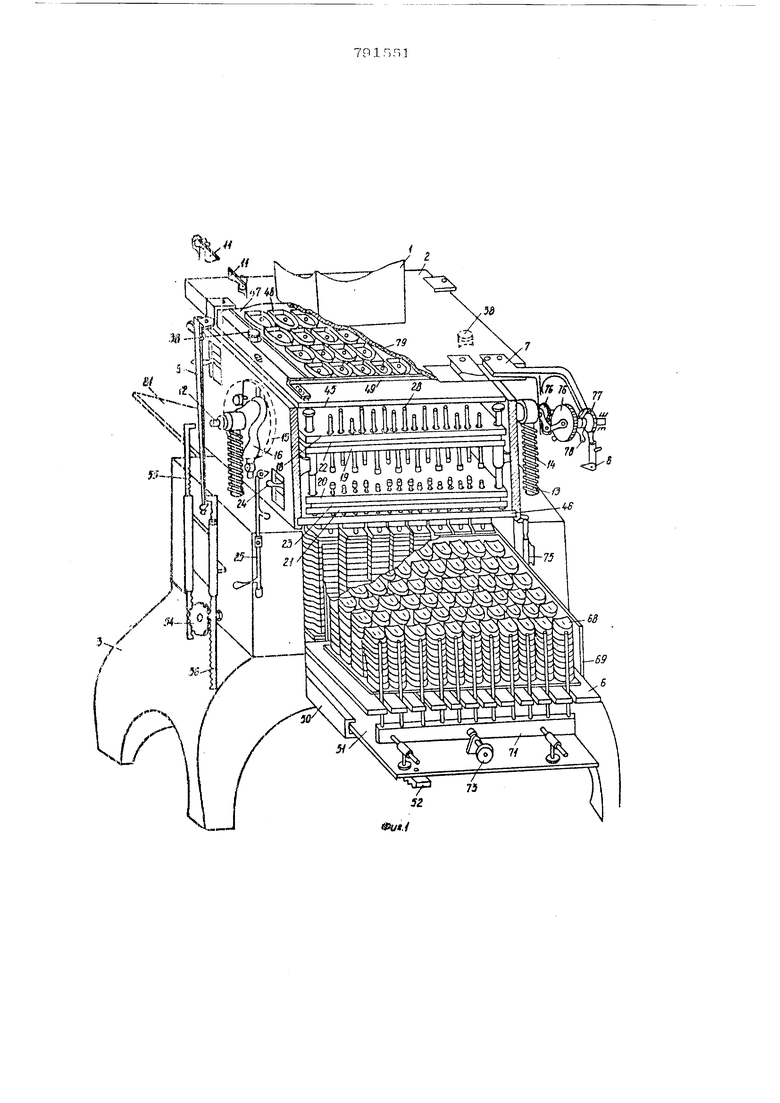
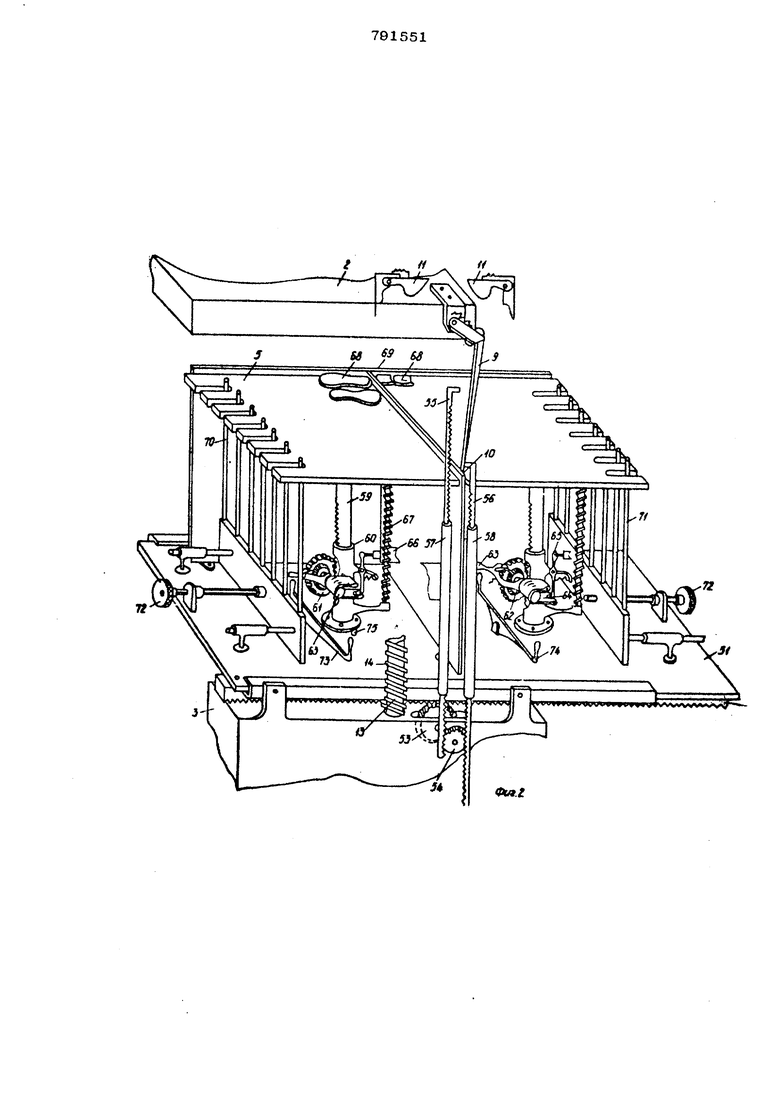
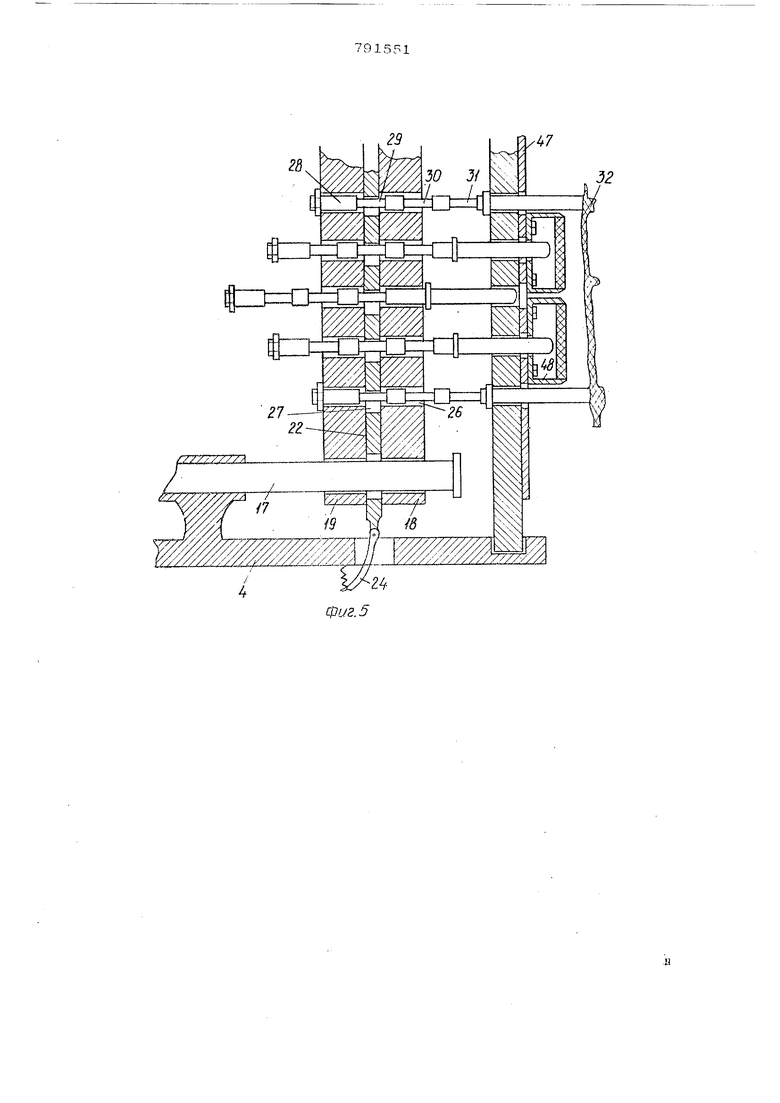
,-1зооретение относпгся к оборудованяк для механической обработки полимерных материалов, оно может быть использовано на обувкы; фабриках для вырубки из листовой или лекточной резины деталей Типа подо -гв, набоек, каблук.ов. Известно устройство для вырубки издел11Й преимущественно деталей обуви, h-3 лястового и ленточного материала, выполненное в виде пресса, содержащего саязакную с его ползуном траверсу, устаиовленнута на станине пресса поворотну опору ii смонткровганный под ней подъемньй стол для укладки вырубленных изделий в стопку, снабженный механизмом подъема pj Известное устройство обеспечивает недостаточно высокую производительност процесса вырубки, так как при заполнени подъемного стола стопками изделий, необ ходимо остановить пресс, разгрузить под eiviKbui стол и возвратить его в исходное положение. Целью изобретения является повышение ггроизводительности работы устройства. Поставленная цель достигается тем, что устройство снабжено возвратно-поступательно подви х11ой плитой, приводимой в движение в горизонтальной плоскости от ползуна пресса через преобразующий механизм, я дополнительным подъемным .столом с механизмом подъема, а подъемные столь установлены на подвижной плкте. Преобразующий механизм может быть выполнен в виде трех зубчатьк реек, одна из которък закреплена на подвижной плите, а две другие закреплены на станине пресса с возможностью перемещения, системы шестерен, взаимодействующих с зубчатыми рейками, и шарнирно закрепленной на ползуне пресса тяги, поочередно взаимодействующей с зубчатыми рейками, закрепленньгми на станине пресса, На фкг. 1 изображено тфедлагаемое устройство, общий вид,- на фиг.2 - подьемные столы; на фиг.З - упорные штанг 37 n раОичем положепи на фяг.-4 - упорные iHTauni в исходном потожении на фиг.5выталкноанно отходов на опоро на фиг.б - выталк1тание нздатий на упоре. Устройство для вырубки изделий из листового и ленточного материала содержи связанную с ползугшм 1 пресса верхню.о траверсу, выполненную в виде упорной плиты 2, смонтированную на станине 3 пресса поворотную опору 4, установленный на последней механизм для выталкивания отходов и изделий.и вертикально подвижные спаренные подъемные . 5 и G для укладки готовых изделий. На плите 2 смонтирован кронштейн 7 с шар- нирной поворотной собачкой 8 (см.фиг,1) а также с поворотной шарнирной тягой 9 с шарнирным упором 10, взаимодействуlomHN; с ycтaнoвлeнны И на основании под пружцисннымн и-шрннрчыми соответствуюШ 1М1 упорами 11. (юворотная опора 4 смоит1 |1ована на двух полуосях 12, которые установлены на закрепленных на ста- 3 пресса колонках 13, подпружиненньк относительно основания пружинами 14 la обе1Х колонках 13, через которые про ХО(ШТ оси 12, неподвижно установлены коп.грные днски 15 с пазами 16. Механиз для выталкивания выполнен в виде смонтированных (см.ф;;г.3,4,5 и 8) на наирав ляюшнх колонках 17 опоры 4 двух плат форм, т.е. попарно спаренных поэтажно плит 18 н 19,20 и 21, :оторые снабжен запо;.) пластинами 22 и 23 с возмож ностью их перемощелия и связанными с подпружиненными в двух пололсениях отжимны: И1 pычaгa И 24, взаимодействующими соответственно с установленным с боку опоры 4 поворотным упором 25. Плиты 18 и также 2О и 21 выполноны с отверсгиялп; 26, а запорные плас тины 22 я 23 с продольными отверстия- N:U 27. На запорных пластинах 22 и 23 свободно установлены выталкиватели 28 (см.фиг.3,4,5,6), которые выполнены в виде цельного и снабжены тре.ш фякс1 рующими канавками 29,30,31,взаимодействующими с запорными пластинами 22 и 23 посредством стенок продольного отверстия 27. Дня осуществления принудительного дополнительного перемещения каждой платформы, т.е. плит 18 и 19, 20 и 21 для выталкивания отходов 32, каждая платформа снабжена соответствен но двумя отжимными роликами 33, 34, Г5заимодействующими в процессе поворота опоры с пазами 16 соответствующ о копнрного диска 15. Плиты 18 и 19,20 и 21 снабжены отжикшыми штангами 35 14 и 3;; (ф;1г.3,4), кото.:)ыс ;1ре;Ч1;а.:тачоны для 11р 1нуд 1тельного отжатпя платформ за счет усилия на них пл::ты 2. Штанг;; 35, З) попарно смо тирован н:а плитах 18 и 19,20 и 21. Отжимньге штанги 35 и ЗС выполнены одинаково в виде полого стержня, которьш несет на себе отжимной упор 3 7. IiiTai;r;i снабжен,: головкой 38 и пру- жшюй 39, подп|)у;к;и ены на стержнях 40. XBOCTOBIIK стержня -tO за счет резьбового соединения закреплен на соответствующей плите платформы, при этом штанги 35 и 3G проходят через выше расположенные в платформе отверстия 41. Плиты 18 и 19,2О и 21 снабжены попарно подпруж;и1енн 11ми фиксаторами 42, 43 патожения, закрепленными на опоре 4, KoTOfJbie снабжены В1лступом 44, взаиг модействующим с ) ynofioM 37 на штангах 35,30. Поворотная опора 4 снабжена (см.фиг.1) упорными плитами 45 и 46, на которые устанавливаются съемные пластины 47 с резаками 48 и шаговою ножи 49 для (ания использованного участка ленточного материала, и вильчатыми поворотными захватами (на фиг. не показаны) , которые укладывают на резаки 48 листовую или ленточную заготовку. На станине 3 пресса снизу опоры 4 смонтированы направляющие 50, которые установлены в продольном направлении по отношению к последней, в которой установлена с возможностью возвратно- поступательного перемещения подвижная плита 51, на которой смонтированы с возможностью вертикального перемещения спаренные столы 5 и 6, снабженные механизмом подъема. Подвижная плита 51 снабжена зубчатой рейкой 52 (см.фиг.2)1 находящейся в постоянном зацеплении с цилиндрической щестерней 53, которая,, в свою очередь.связана со второй цилинд рической щестерней 54, находящейся в постоянном зацеплении за счет зубьев одновременно с двумя зубчатыми рейками 55 и 56, имеющих возможность перемещаться по отношению друг к другу в противоположные стороны, и взаимодействующие поочередно с поворотной тягой 9. Загрузочные рейки 55 и 56 перемещаются в корпусах 57 и 58, которые закреплены на станине 3 пресса (на фиг. их крепеж не показан). Механизмы подъема столов 5 и 6, выполнены одинаково и снабжены зубчатым стержнем 59, перемещающимся в корпусе KJ моханиома подъема, который опкроилон тродспортирующей плите 51, шестерни 01, находящейся в зацоплеиии с зубьями стержня 59 и соецииениой с шестерней 62 подпружиненного храповика 63. Шестерни 61 и 62 снабжены тормозной лентой 64, которая прешшзначена для исключения самопроизвольного перемещения стола. Тормозная лента 64 связана с подпружиненным отжимным рычагом 65, который, в свою очередь, связан с электромагнитной катуш кой 66. Механизм подъема стола снабжен отжи ной пружиной 67 для подъема стола в верхнее исходное положение. Для удержания от смощсмгий стопки готовых изделий 68 (дстапой) столы 5 и 6 снабжены Тo6iia3Hb M общим ограждением 69, кото- 1ЮО выполнено в виде пластины и прикреп лено к подвижнойплите 51, и отдельным 111тирев1)1ми ограждениями 7О и 71, которые также смонтированы на транспортиру шей плите с возмоншостью перемещения (в зависимости от габарита разрубаемого мате)иала), и снабжены регулнровочньш винто 72. Поузвижная плита 51 несет на себе отжимные рычаги 73 и 74, которые о/зним концом контактируют с храповиком 63, а вторым-с отжимной тягой 75, установленной на cTaHtme 3 пресса (см.фиг.1), и в свою очередь контактирующей в момент укладки готовых изделий на соответствующий стол с опорой 4. Устройство снабжено механизмом . гюворота опоры 4,который выполнен (см.фиг.1), в виде связанной с одной из ее полуосей 12 зубчатой передачи 76 и хра повика 77с рычагом 78, взаимодействующим с шарнирной поворотной собачкой 8 Позицией 79 обозначена листовая за - готовка, позицией 80 упоры, взаимодействующие со штангами 35 и 36, а позицией 81 обозначена пластина, которая установлена за прессом с заданным уклоном для сброса на нее и сползания в куч отходов. Устройство для вырубки изделий из листового и ленточного материала работает следующим образом. При вырубке заготовок как из листобо так и из ленточного материалов после замены пласти { 47 с резаками 48 на плитах 45 и 46 только первая вырубка заготовок осуществляется поочередно при непрерывном движении ползуна 1 пресса, для чего шарнирную собачку 8 поворачивают в сторону от рычага 78 храповика 77. необходимо для того, чтобы по 79 16 ле первой въфубки удалить отходы а также для того, чтобы в процессе работы устройства на замененных пластинах с резаками при выталкивании готовых изаелнЙ на соответствующий стол, заданные выталкиватели 28 имели бы возможность осуществить автоматическую переустановку на платформах для выталкивания отходов 32, т.е. при удаленных отходах выталкиватели имеют возможность, проходя в отверстиях соответствующих плит 45 и 4П, между резаков 48 одуститься ниже тех выталкивателей которь-е также одновременно переустанавливаются для выталкивания изделий, задержавшихся от опускания, изделиями, засевшими на резаках. После того, как осуществится первая вырубка заготовки на плите 46, собачку 8 поворачивают в рабочее положение для того, чтобь повернуть опопосле удаления отходов с резаков РУ на указанной п-тите. Затем холостым ходом паазуна 1 пресса при помощи механизма поворота поворачивают опору 4 на 180f В данном случае при лолостом движении ползуна вверх 1иа Л1ирная собачка 8 действует снизу на рычаг 78 храповика 77 и поворачивает его вместе с зубчатой передачей 76, которая и осуществляет пово|:ют полуоси 12 вместе с опорой 4, после чего 1 останавливается на верхней мертвой точке, а на вторую 1ш;:ту 45 (см.фиг.) укладывают также только один раз следующую листовую заготовку 79, после чего шарнирную собач су 8 вновь отводят в / сторону, на этот раз для того, чтобы после разруба заготовки на плите 45, когда ползун нач:-1ет пош-иматься к верхней мертвой точке, опора 4 не осуществила бы поворот. Таки:.-: образом, ползун 1 достигает верхней мертвой точки и останавливает- ся отходы на плите 45 удаляются, Шарнирную собачку 8 поворачивают в рабочее положение, после чего устройство готово осуществлять на замененных пластинах 47 с новымитипоразмерами резаков 48 разруб по принципу беспрерывного действия ползуна 1 пресса. 3 указанньй момент ползун 1 вместе с верхней плитой 2 находится на верхней мертвой точке, которая удерживает в исходном положении закрепленную на ней собачку 8 и поворотную тягу 9 с шарнирным упором 10, который в данный момент находится выше уровня установки соответствующих шарнирных упоров 11. 77 Вмесг с тем пздзнлашг: плкга 51 в KartpaerytKmtfX 5О находится в положопни, Koraci несущий яа ней стол 5 (см, фиг, 1,2), находятся под опэрой, а стол 6 пера л Hef;. Включеют кг аБго:иаг.йческий режим двнжечие ползут а 1 гресса, который с вврхл« Й точки ьачияа эт дг иженке вниз .вместэ с ПЛ71ГОЙ 2, При oaycKaat:H ползун на смонтировакные на опоре 6 шарнирны захваты подается переш яя кромка следу щей-.шстоЕой заготовки 79. Верхняя уп ная глнта 2 достигает головок 38 штан 35 н качипаэт давить на них, последние на стержнях 40 отускаются, сжимая воз пружины 39, вместе с этим уп 37, несущийся на штангах 35, также вступает во взаимодействие с выступом 44 на фцксато)ах 43 положения, которы удерживают плцть: 20 к 21 в пряподнят положенич. При дальнейшем опускании плиты 2 ф ;ксаторы 43 положения под действием упора 37 отходят от плит 20 и 21, от чего после .«ше вместе с установленными 3 соответствующих положен ях Быталкивателями 28, зафиксированными запорной пластиной 23, начинают однов 1еменнс под собственным весом и под дополнительным усилием плиты 2 на головки 38 штанг 35 резко со скорость заданной пoлзyнo i пресса, опускаться . в сторону резаков 48, закрепленных на плите Li4., При этом штанги 35, преодолевая пружины 39, касаются ниж него основания стойки 40, .за счет чего; и псрэдается усилие плиты 2 на плиты 20 1 21. 37 на 35 проходит зону касания с выступом 44 фиксаторов 43, и последние под действием пружлшы возвраща отся в исходное положение. В асазакный момент выталкиватели 28, которые вошли между резаков, опустилис ниже резаков вхолостую, так как отходы предварительно до этого были удалены, после чего скк занимают первое положение, вторая часть выталкивателей достигает готовых изделий 68 и задерживается ими, занимая таким образом второе положение, а часть выталкивателей, которые на своем пути не встретили отверстий в пластине 47 и в резаках, занимают третье положение, т.е. нейтральное, при этом все соответствующие фиксирующие кшввкк 29,30,31 установивш 1хся автоматически выталкивателей 28 находятся в зся1е продольньпс отверстий 27 запорной пластины 23, 18 . Движение ползуна 1 вниз продблжается. Верхняя плита 2 вступает во взаимодейств 1е с опорой 4 и давит на уже разрубленный до этого лист заготовки 79, п|.)И этом опора опускается, преодолевая усилие пружин 14 на колонках 13. Ошшвраменно с этим рычаг 24 запорной пластины 23 во время опускания платформы, т.е. плит 2О и 21, достигает соответственно верхнего двуплечего упора 25 и отжимается. Таким образом под действием рычага 24 запорная пластина 23 перемещается и за счет стенок продольных отверстий 27 фиксирует все выталкиватели 28 на платформе в указaи o л полом еиии. Выталкиватели, кото- (эые ВОШЛИ в (тезаки, опускаются с платформой еще Н11Же и выталкивают готовые изделия (38 па стол 5, этом опора 4 действует на тягу 75, которая за счет отясимного рычага 74 взаимодействует с храпо)зиком 03 мехапиз а подьема, при этом включается электро- aгiiитпaя катулжа 13), которая, преодолевая усилие возвратноГ пружянь, за сче ; рычага ослабляет нап11яжепие то эмозной ленты 64, храповик G3 поворачивает шестерню 61 по направ.Тению движения часовой стрелки которая, находясь в зацеплении с зубьями стержня 39, опускает пос- лехшяй вместе со столо 5 на заданное расстояние согласно толццлю разрубаемого материала. В указанньй момент шарнирная собачка 8 и ша|5П-1рпьш упор 10 проходят зону касания соответственно рьмага 78 храповика 77 ii отжямного штока 56, после чего они под действием пружин ггрини {ают исходное положение. Ползун вместе с верхней упорной плитой 23 достигает нижней NiepTBoA точки и, не останавливаясь, нач ;нает подниматься, при этом опора 4 под действием пружин 14 поднимается на задапиую высоту от основания 3, рычаг 78 храповика 77 взаимодействует с собачкой 8 и начинает поворачивать его. Вращение от храповика 77 через зубчатую передачу 76 передается полуоси 12 опоры 4, которая поворачивает .опору 4 на следующие 180 в сторону от пресса. Вместе с тем шарН1фная поворотная тяга 9 захватывает снизу зубчатую рейку 56 и начинает перемещать ее в вертикальном направлении вверх, при этом зубчатая рейка 55 опускается. Зубья зубчатой рейки 56, находясь в зацеплении с шестерней 54, поворачивают ее в направлении движения против часовой стрелки которая передает ращение связанной с ней второй шестерне 53. Шестерня 63, Находясь в зацеплсмиш с зубчатой рейкой 52, установленной на поцБНжноц плите 51, начинает переметить последнюю в направляющих 50 в положение, когда стол 5 начинает вькоднть за противоположную сторону пресса, а сгол 6 поступать под опору 4. Во время поворота опоры 4 отжимные роляки 33 на двух сторонах плит 18 и 19 (см.фиг, 1,3,4) входят в пазы 16 ко пирньк дисков 15 и начинают перемещат ся по ним. Таким образом, плиты 18 я J.O прянуаитольно начинают перемещаться для шлталкпвання отходов в сторону ,-озакоБ 48 на ппяте 45. В начальный :oлoнт UOBOJ ста oiiopbi 4 головки 38 штанг Зо касаются снизу соответствую- упоров 80 (см.фиг.З) и слегка от):-;;:мпются, осуществляя таким образом отвод фиксаторов 42 от платформы, т.е. от 18 Л 19; для того, чтобы осущоствнть в MOMetiT поворота опоры выта отходов (на этот первый раз вхолосту;,), Таким образом, когда опора 4 начинает пово)от плиты, как указано, вместо с в1,талк;;Бателями 28 продолжают П1зинуд1тельно перемещаться на .)1ЯЮ.;1Х ко.покках 4, и в момонг, когда опора повернется на 90, т.е. когда плита 45 вместе с резаками 48 (см.фиг.Ь) займет вертикальное гюло;кс11;;о но отношению перемещающихс Б этот момент столов 5 и 6, осущест- в-1яегся выта.П-сивание отходов 32 ( в да ном случае после первого сруба отходы удалены). При дальнейшем повороте опор платформа за счет взакмодействия роликов 33 с копирным пазом 16 перемещается в обратном направлении, а фиксатор 42 фиксирует это положение для того, чтобы потом осуществить после заверще- ния поворота опоры выталкивание готовых изделий на соответствующий стол. 3 этот момент опора 4 продолжает поворот без остановки от 90 до 180 , т.е. от положения, показанного на фиг.5 к положению, показанному на фиг. 6 , Когда ползун 1 с верхней п.литой 2 начи нает достигать верхней мертвой точки, начинает заканчиваться поворот опоры на 18О° за счет механизма поворота, вместе с этим очередная листовая заготовка, зажатая в захватах, ложится на резаки 48 на плиту 46, на еще не совсем заверщивщую поворот опору 4. Посл этого аолзун 1 достигает верхней мертвой точки, опора 4 заверщает поворот U останавливается, одновременно с этим за счет перемещения щарнирным упором 7 1 зубчатой рейки 56 подвижная плита 51 в направляющих 50 также запорглает перемещение, в указанный момент стол 5 выходит за противопатожную cToi:0 iy пресса, а стол 6 заходит под опору , подвижная плита 51 останпплнплется, шп{)нирны 4 упор 10 в указанный момент аостигает соответствующего mapiuipisoro упора 11, взаимодействует с ним, отчего последний поворачивается вместо с попоротной тягой 9 под зубчатую рейку 55. В указанньш момент зубчатая tieTiKn 56 находится в крайнем верхнем положении, а зубчатая рейка 55 в нижнем положении. Под дoйcтtiиe i пружины пово(ют-. лая тяга 9 фиксируется в yKa3aHHONt положении. Таким oGpnooNt, вырубленные нздолип 68, засевшие в резаках 48, находятся уже снизу опоры на 45, а следующая листовая заготовка находится сверху опоры на резаках 48 на плите 4(3, (Змее- те с этим под своим весом платфог)ма, т.е. плиты 2О и 21 на направляющих 17 опускаются в исходное пачожение, а фиксаторь 43 под действием пружин фиксируют это положение. Под действием пружин штанги 36 п)иполнимаются в исходное положение и удо;,1живаются ни заданной высоте, при этом упор 37 на штанге 30 находится в положении выше фиксатора 42, Ползун 1 пресса достигает в указанные моменты верхней мертвой точки и начинает вновь движен ие вниз. опускании ползуна 1 захваты (не показаны на фиг,), поворачиваются от листовой заготовки на 18О° под действием пресса. В этот момент нижняя сторона плиты 2 достигает соответствующих штанг 36 и давит на головки 38, Штанги 36, преодолевая уси/ше пружин 39, опускаются на стержнях 4О, при этом отжимной упор 37 взаимодействует с выступом 44 фиксатора 42 и отводит его от края платформы т.е, от плит 18 и 19, Под действием усилия плиты 2, а также под собственным весом платформа резко со скоростью движения ползуна пресса вместе с выталкивателем 28 опускается в сторону резаков 48 на плите 45, Одновременно с этим верхняя плита 2 достигает листовой заготовки 79 на плите 46 и даоит на нее, от чего опора 4, преодолевая усилия пружин 14 на направляющих колонках 13, опускается на станине 3 пресса. В этот момент осуществляется одновременно разруб листовой заготовки 79 на резаках 48 на плите 46 сверху опоры, а также заверщается выталкивание
1.1
.готовых изделий 68 из резаков 48, находящнхсл снизу опоры иа плнге 45, при этом вьпалкивателн 28 для отходов опускаются ниже резаков (см.фкг.б), а вьггалКйвател, которые находятся в резаках, выталкивают готовые кзделкя 68 на стол 6,, находящийся под опорой 4, при этом опора,взаимодействует посредством тяги 75 (см.ф(пг. 1), установленной на основаини 3, с механизмом подъема стола 6в данном случае посредством отжимного рьиага 74 с храповиком 63, при этом электромагнитная катушка 66 включается и ослабляет TopM03Hjao ленту 64, посл чего шестерня 61 взаимодействует с зубьямп стержня 59, опускает стол 6 вместе с уложеинымн на него готовыми изделиями 68 па заданное расстопике .согласно толщине разрубаемого материала. Перец завершеппем разруба шарнирная собачка 8 на кронштейне 7 про.ко.л1Г зону касашш рычага 78 храповяка 11 п принимает исхоллое положение, также шарнирньш унор 10 на nonopoTHoi; IMLPO 9 проходит зону кбюа.ний оубчатог; pi-jhcii 55 и принимает ncxo;uioe положение. Одновременно с эгим очере.шиьч лясто.оая заготовка noaaciTcn и захваты на плите 55„ Ползун 1, ДОС ,;1х-;;уп кяжней мертвой точкн, ;ю .та;.1яс;:, начинает поцниматся„ 11.иП1П 5ньгй упор 1О па попорохпоп тяге 9 зпхзпп.гиют зубчатую pGiiKy 55 и начииаот iieroM-j:i.i::;rr-. еэ впорх, при этом зубчпт ;;:: псм;-::.. - оиускаогся.
Г1е;::г.;ег;} MTj:i; дубчатап рзйка 55, эза имоло.)уя с ntecTepreii 5 i , юпорачнва-ет соо.:1:ию1пгу10 с ион Dr(ipy;Ci шэсггерню 53. когорта, а свою очег)о.Ь, пзаимодей- СТВуя с зубтлт .i;; , 5V погтзлОиЮОТ ПО.ЦлИ1Ж;::у:О 51 Б ИаПраВЛЯЮЩИХ 50
в поло;кеи; а. когда с:тои 6 аыходпт из-под пресса, а CTOJ;-: 5 .юступает под опору 4, В указанны молюпт шарнирная собачка 8 также Б3;и;.40.цействуег с рычаго 78 храповика 77, .)Ыи посре.цством зубчатой иерелач): 76 начинает поворачивать опору 4 вместе с ГОТОВЬЕМИ изделиямп в резаках, а также з -;есте с отхода- к«1 между резаков на плите 46. При этом штанги 35 касаются снязу соответствующих упоров 80 (см.фкг.З) и отжимают фиксаторы 43, а отжимные ролики 34 на плитах 20 и 21 начйна.ют взаимодействовать с копирным пазом 16; т,е„ прокатываясь по нему на aitcKc 15, отчего платформа, т.е. плиты .20 и 21 принудительно перемещаются с выгалкивЗтелямн в 5;торону резако.в 48,, и к моменту поворота опо11г,5 4 па 9 О осуществляет
бо;1но падают ни накло}1Н5по пластину 81, установленную за прессом, Si сползают в кучу в сторону от участка перемещения столов 5 и 6. Благодаря тому, что вытапкивание отходов осуществляют сразу много выталкивателей практически по всей площади плиты 46, можно удалять отходы любого типа и вида. После выталкивания отходов, при дальнеЙ1иек повороте опоры от 90 к 180 отжимные ролики 34, продолжая скользить по копирному пазу 16, поворачивают платфорк у в ис- патожение, при этом фшссаторы 43 положения под действием пружин возвращаются в исхошше положеш-ге н фиксируют плиты 20 и 21 также ь исход 1ом положении для дальнейшего выталкивания готовых изделий в моме1 т очерошшго разруба листовой заготовки по описанной технологии уже на плите 45.
Таким образом, автоматический процесс вырубки листовой заготовки, выталкивание отходов и го: овььх йздели, а также перемещен-ие сто.чов по.; )у 4 повторяется в строгой пос..1е.цо атсльнос ти.
Вырубка изделий из лент-очиого матерла осущестачяется в той же строгой последовательности, Kajc и вырубки изделий из ..чистового материала. Рази1ги,.а лишь в , что при вырубке ленточиоГг заготовки на плиты 45 и 4G дополнительно устанавливаются шаговые но;-:-.;; 49 (см, фцг. 1), которые в N-iON-iOHT вырубки точной заготовки отсекают использован. участок, превращая таким образом под прессом ленточную заготовку в- лис-
ТО.,
Когда в продессе работы 5стройства .на столы 5 и 6 будут уложены по высоте соответств пощие стопки 11здел;-1й 68, ползун 1 пресса останавливают. Поочередно со столов 5 и 6 вместе с пластинами 47 снимают стопки на настил (на фиг. не показшО и производят связку изделий, уложенных по разгу-1ерам. После чего столы 5 и 6 поднимают в исходное положению. Для этого включают электромагнитные катушрси 66 механизма подъема стола, которые, преодолевая усилие пружи, на рычагах 65 отжимают тормозную ленту 64. Под действием прзЖ1ШЫ 67 механизма подъема столы. 5 и 6 поД1-1имаются на заданн по высоту, Электромагнитные катушки 66 отключаются рычаги 65 под действием пружин осуществляю.т зажим ленточной заготовки, которые не дают поворачиваться шестерне 1379 Gl, удерживая таким образом от смещения столы в заданном положении. Благодаря тому, что устройство снабжено дополнительным столом возможно осуществлять вырубку изделий на плитах разного типоразмера с последующей укладкой их в разные стопки на соответствующий стол. Кроме этого, наличие дополнительно го стола увеличивает производительность устройства, так как вдвое сокращаются остановки пресса. Формула изобретения 1. Устройство для вырубки изделий из листового и ленточного материала, преимущественно деталей обуви, выполненное в виде пресса, содержащего связанную с его ползуном траверсу, установ ленную на станине пресса поворотную опо ру и смонтированный под ней подъемный стол для укладки вырубленных изделий в стопку, снабженньй механизмом подъема, отличающееся тем, что, с целью повышения производительности процесса вырубки, устройство снабжено 1i4 возвратно-поступательно подвижной плитой, приводимой в движение в гор11зс 1таль. ной плоскости от ползуна пресса через преобразующий механизм, и дополиительным подъемнъгм столом с мехапиомом подъема, а подъемные столы установлены на подвижной плите. 2. Устройство поп.1, отличающееся тем, что преобразующий механизм выполнен в виде трех зубчатых реек, одна из которых закреплена на подвижной плите, а две другие закреплены на станине пресса с возможностью перемещения, системы щестерен, взаимо- . действующих с зубчатыми рейками, и шарнирно закрепленной на ползуне пресса тяги, поочередно взаимодействующей с зубчатъгми рейками, закрепленнъгми на станине пресса. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке № 2635375/25-27, кл. В 29 Н 3/06, 29.07.78 (прототип). « Л X ч. // Г .„ Щ17 Д&кЧЭ |1Й. Г f1f



/ 5
W
